TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025119267
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024014058
出願日
2024-02-01
発明の名称
接合体製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人YKI国際特許事務所
主分類
B22D
19/04 20060101AFI20250806BHJP(鋳造;粉末冶金)
要約
【課題】鋳造品と相手部品とをシーラにより接合する場合に、接合面でシーラがランダムな方向に広がらないようにする接合体製造方法を実現する。
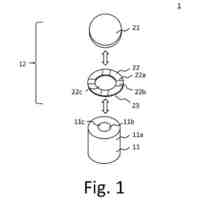
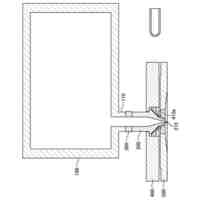
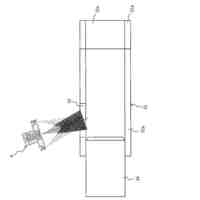
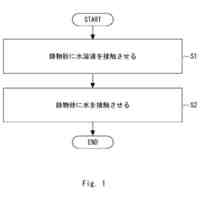
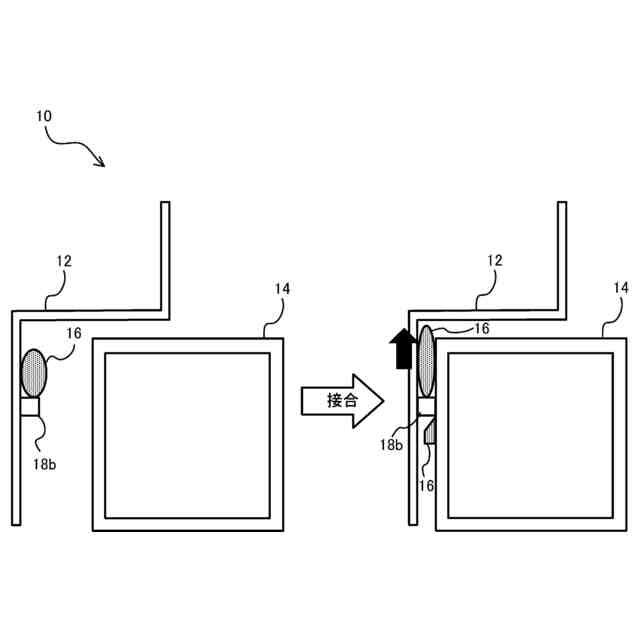
【解決手段】接合体製造方法は、鋳造品12と相手部品14との接合体10を製造する接合体製造方法であって、複数の分割金型が組み合わされた金型を用いて前記鋳造品12を成形する工程であって、前記複数の分割金型同士の隙間に基づいて前記鋳造品12に突起部18aを設ける工程と、前記突起部18aにシーラ16を載せる工程と、前記シーラ16を載せた状態で前記突起部18aを潰しながら前記相手部品14を前記鋳造品12に押し付けて、前記鋳造品12と前記相手部品14とを接合する工程と、を備える。
【選択図】図1
特許請求の範囲
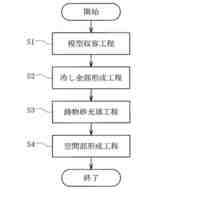
【請求項1】
鋳造品と相手部品との接合体を製造する接合体製造方法であって、
複数の分割金型が組み合わされた金型を用いて前記鋳造品を成形する工程であって、前記複数の分割金型同士の隙間に基づいて前記鋳造品に突起部を設ける工程と、
前記突起部にシーラを載せる工程と、
前記シーラを載せた状態で前記突起部を潰しながら前記相手部品を前記鋳造品に押し付けて、前記鋳造品と前記相手部品とを接合する工程と、
を備える接合体製造方法。
続きを表示(約 360 文字)
【請求項2】
前記複数の分割金型は、前記突起部を発生させるための予め定められた箇所に基づいて設計される、
ことを特徴とする請求項1に記載の接合体製造方法。
【請求項3】
前記隙間は、前記複数の分割金型同士の合わせ面を予め定められた深さに削っておくことで設定される、
ことを特徴とする請求項1に記載の接合体製造方法。
【請求項4】
前記突起部は、前記相手部品に押し付けられる面とは垂直な方向における厚さが1mm以下である、
ことを特徴とする請求項1に記載の接合体製造方法。
【請求項5】
前記突起部および前記相手部品がアルミ合金製である場合、前記相手部品の厚さは3mm以上である、
ことを特徴とする請求項4に記載の接合体製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合体製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
機械部品における成形加工の一つである鋳造に関して、従来から様々な技術が提案されている。例えば、鋳造品を成形する工程や、鋳造に用いられる金型自体やその製造方法に特徴を有する技術がある。
【0003】
特許文献1には、成形品を成形するためのキャビティを有する金型本体と、当該金型本体の温度調節を行う温度調節装置と、を備えた金型装置が開示されている。この金型装置では、金型本体の入熱量が大きくなる部分または小さくなる部分を他の部分から分割することで、効率的に冷却または加温できるため、簡便な構成で所望の金型温度を再現できるとともに、成形品の肉厚精度を向上できるとされている。
【先行技術文献】
【特許文献】
【0004】
特開2018-202442号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、鋳造品を接合対象となる相手部品と接合する場合がある。特に、両部品を気密に接合したい場合には、シーラを介在させた状態で両部品を押し付けて接合する。このとき、シーラはシールしたい方向とは無関係に両部品の接合面内において放射状に広がる。このため、接合の際に、多量のシーラが必要となる場合が生じる。
【0006】
そこで、本明細書では、鋳造品と相手部品とをシーラにより接合する場合に、接合面でシーラがランダムな方向に広がらないようにする接合体製造方法を実現する。
【課題を解決するための手段】
【0007】
本明細書で開示する接合体製造方法は、鋳造品と相手部品との接合体を製造する接合体製造方法であって、複数の分割金型が組み合わされた金型を用いて前記鋳造品を成形する工程であって、前記複数の分割金型同士の隙間に基づいて前記鋳造品に突起部を設ける工程と、前記突起部にシーラを載せる工程と、前記シーラを載せた状態で前記突起部を潰しながら前記相手部品を前記鋳造品に押し付けて、前記鋳造品と前記相手部品とを接合する工程と、を備える。
【0008】
上記の構成によれば、接合面でシーラがランダムな方向に広がらないようにできる。
【0009】
また、前記複数の分割金型は、前記突起部を発生させるための予め定められた箇所に基づいて設計される、ことを特徴とする。
【0010】
上記の構成によれば、突起部を設けたい箇所に分割金型の分割面を設定することで、シーラを載せる位置をより正確に設定できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
トヨタ自動車株式会社
押湯入子
6日前
株式会社 寿原テクノス
金型装置
7か月前
三菱電機株式会社
三次元造形装置
7か月前
株式会社プロテリアル
合金粉末の製造方法
4か月前
株式会社エスアールシー
インゴット
7か月前
株式会社キャステム
鋳造品の製造方法
3か月前
芝浦機械株式会社
射出装置及び成形機
3日前
山石金属株式会社
ガスアトマイズ装置
今日
芝浦機械株式会社
成形機
6か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
個人
透かし模様付き金属板の製造方法
6か月前
山石金属株式会社
ガスアトマイズ装置
今日
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
中子の製造方法
19日前
芝浦機械株式会社
成形機
6か月前
トヨタ自動車株式会社
金型温度調整装置
7か月前
トヨタ自動車株式会社
ケースの製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
旭有機材株式会社
鋳型の製造方法
24日前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
トヨタ自動車株式会社
突き折り棒
3か月前
株式会社浅沼技研
半溶融金属の成形方法
7か月前
東洋機械金属株式会社
ダイカストマシン
7か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
5日前
大同特殊鋼株式会社
鋼塊の製造方法
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
5か月前
トヨタ自動車株式会社
金型冷却構造
3か月前
株式会社豊田中央研究所
積層造形装置
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
福田金属箔粉工業株式会社
Cu系粉末
2か月前
新東工業株式会社
粉末除去装置
7か月前
日立Astemo株式会社
成形装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ