TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121692
公報種別
公開特許公報(A)
公開日
2025-08-20
出願番号
2024017315
出願日
2024-02-07
発明の名称
ワークの芯出し方法及び工作機械
出願人
芝浦機械株式会社
代理人
個人
,
個人
,
個人
主分類
B23B
25/06 20060101AFI20250813BHJP(工作機械;他に分類されない金属加工)
要約
【課題】とりわけ主軸の中心位置とワークの中心位置とがオフセットする場合においても、熟練技術を用いることなく、高精度な芯出しをすることが可能な、ワークの芯出し方法及び工作機械を提供する。
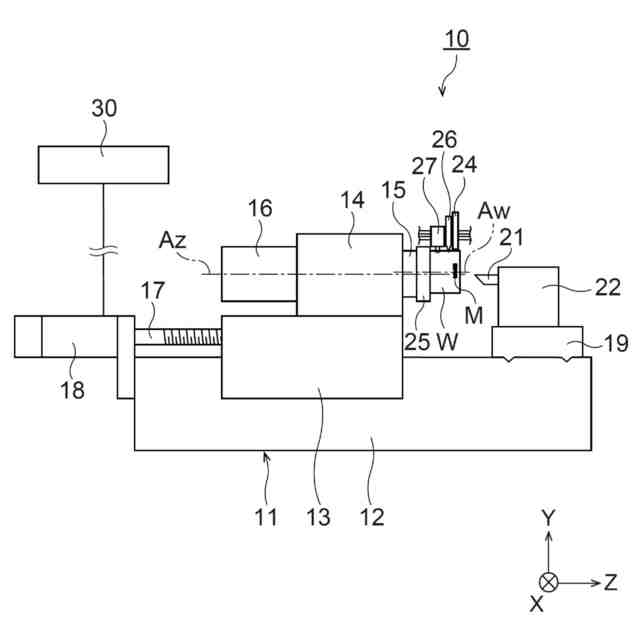
【解決手段】主軸15の先端に設けられたワーク保持部25によりワークWを把持する。主軸15を回転させながら、ワークWの全周についてワークWの偏心量を測定し、主軸15を回転させながら、ワークWの偏心位置を測定する。ワークWの偏心量及びワークWの偏心位置に基づいて、ワークWの位置決めをする。位置決めされたワークWに対して、衝撃付与部27が衝撃を付与する。
【選択図】図2
特許請求の範囲
【請求項1】
ワークの芯出し方法において、
主軸の先端に設けられたワーク保持部によりワークを把持する工程と、
前記主軸を回転させながら、前記ワークの全周について前記ワークの偏心量を測定する工程と、
前記主軸を回転させながら、前記ワークの偏心位置を測定する工程と、
前記ワークの偏心量及び前記ワークの偏心位置に基づいて、前記ワークの位置決めをする工程と、
前記位置決めされた前記ワークに対して、衝撃付与部が衝撃を付与する工程と、を備えた、ワークの芯出し方法。
続きを表示(約 760 文字)
【請求項2】
前記衝撃付与部は、前記ワークの最大偏心量に応じた回数だけ前記ワークに衝撃を与える、請求項1に記載のワークの芯出し方法。
【請求項3】
前記衝撃付与部が前記ワークに対して衝撃を付与する工程の後、前記主軸を回転させながら、再度前記ワークの全周についてワークの偏心量を測定する工程が設けられる、請求項1に記載のワークの芯出し方法。
【請求項4】
主軸と、
前記主軸の先端に設けられ、ワークを把持するワーク保持部と、
前記主軸を回転させながら、前記ワークの全周について前記ワークの偏心量を測定する偏心量測定部と、
前記ワークの偏心位置を測定するために、前記ワークに付与されたマークを検知するマーク検知部と、
前記ワークに対して衝撃を付与する衝撃付与部と、
前記主軸の回転と、前記衝撃付与部とを制御する制御部と、を備え、
前記制御部は、前記偏心量測定部によって測定された前記ワークの偏心量、及び、前記マーク検知部によって測定された前記マークの位置に基づいて前記ワークの偏心位置及び前記ワークの偏心量を算出し、
前記制御部は、前記ワークの偏心位置及び前記ワークの偏心量に基づいて、前記ワークの最大偏心位置に対応する回転角に前記衝撃付与部が位置するよう前記主軸を回転位置決めさせ、前記衝撃付与部によって前記ワークに対して衝撃を付与させる、工作機械。
【請求項5】
前記衝撃付与部は、前記ワークの最大偏心量に応じた回数だけ前記ワークに衝撃を与える、請求項4に記載の工作機械。
【請求項6】
前記偏心量測定部、前記マーク検知部及び前記衝撃付与部は、直動部材によって直線移動する、請求項4に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワークの芯出し方法及び工作機械に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、ワークが回転しながら旋削加工又は研削加工を行う工作機械が知られている。このような工作機械において、とりわけ高精度な加工を行う場合、スピンドルへワークを取り付けた後、ワークの中心とスピンドルの回転中心とを一致させる芯出し作業が必要である。特に、サブミクロンの幾何学精度を必要とする加工では、1μm以下の芯出しが必要となる。
【先行技術文献】
【特許文献】
【0003】
特開2004-82242号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
主な芯出し方法のひとつとして、高精度なワーク保持部を用いる方法がある。しかしながら、このような方法は、ワーク保持部の求心精度や把持部の状態に依存するため、量産時には数ミクロン程度の芯出し精度しか期待できない場合が多い。
【0005】
他方、ワークを把持した後、ダイヤルゲージ等を用いて、許容値内に入るまで手動で調芯させる方法も存在する。しかしながら、1ミクロン以下の調芯を行う場合、調芯手段である打撃のタイミングや強さについて高い熟練技術を必要とし、作業効率の低下を招きやすい。
【0006】
より複雑な加工においては、主軸の中心とワークの中心位置とがオフセットする場合がある。この場合、ワークの回転角度が特定の値となった時にプローブの読取値が極大となり、かつプローブの読取値の極大値と極小値との差分を所望の値に近接させるように調整する必要がある。しかしながら、このような工程を手作業により行うことは、とりわけ負担が大きい。
【0007】
本開示は、とりわけ主軸の中心位置とワークの中心位置とがオフセットする場合においても、熟練技術を用いることなく、高精度な芯出しをすることが可能な、ワークの芯出し方法及び工作機械を提供する。
【課題を解決するための手段】
【0008】
本開示の実施の形態は、以下の[1]~[6]に関する。
【0009】
[1]ワークの芯出し方法において、主軸の先端に設けられたワーク保持部によりワークを把持する工程と、前記主軸を回転させながら、前記ワークの全周について前記ワークの偏心量を測定する工程と、前記主軸を回転させながら、前記ワークの偏心位置を測定する工程と、前記ワークの偏心量及び前記ワークの偏心位置に基づいて、前記ワークの位置決めをする工程と、前記位置決めされた前記ワークに対して、衝撃付与部が衝撃を付与する工程と、を備えた、ワークの芯出し方法。
【0010】
[2]前記衝撃付与部は、前記ワークの最大偏心量に応じた回数だけ前記ワークに衝撃を与える、[1]に記載のワークの芯出し方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
表面処理装置
3日前
芝浦機械株式会社
加工面評価方法
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
芝浦機械株式会社
フィードブロック及びTダイ
2か月前
芝浦機械株式会社
ワークの芯出し方法及び工作機械
25日前
個人
タップ
4か月前
個人
フライス盤
4日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
23日前
日東精工株式会社
ねじ締め機
4日前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
5か月前
株式会社北川鉄工所
回転装置
3か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
個人
切削油供給装置
20日前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
5か月前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
4か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
株式会社アンド
半田付け方法
4か月前
日進工具株式会社
エンドミル
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社アンド
半田付け方法
6日前
ブラザー工業株式会社
工作機械
5か月前
株式会社トヨコー
被膜除去方法
3か月前
株式会社ツガミ
工作機械
12日前
トヨタ自動車株式会社
接合方法
5か月前
村田機械株式会社
レーザ加工機
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ