TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120550
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015400
出願日
2024-02-05
発明の名称
幅プレス制御方法及び幅プレス制御装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
1/02 20060101AFI20250808BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
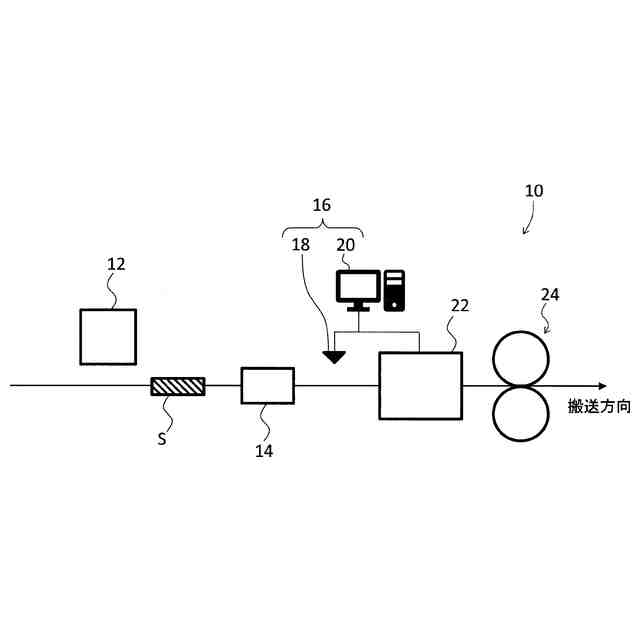
【課題】幅プレス装置入側のスラブの表面温度を補正して幅プレスの実行可否を判定できる幅プレス制御方法を提供する。
【解決手段】幅プレス制御方法であって、デスケーリング装置と幅プレス装置の間に設置された温度計により、加熱炉で加熱されたスラブの表面温度を前記スラブの搬送方向に対して連続的に測定する温度測定工程と、表面温度を補正する温度補正工程と、補正された表面温度に基づいて幅プレスの実行可否を判定する幅プレス判定工程と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
デスケーリング装置と幅プレス装置の間に設置された温度計により、加熱炉で加熱されたスラブの表面温度を前記スラブの搬送方向に連続的に測定する温度測定工程と、
前記表面温度を補正する温度補正工程と、
補正された前記表面温度に基づいて幅プレスの実行可否を判定する幅プレス判定工程と、
を有する、幅プレス制御方法。
続きを表示(約 1,000 文字)
【請求項2】
前記幅プレス判定工程では、補正された前記表面温度が予め定められた閾値未満である場合に幅プレス実行不可と判定し、補正された前記表面温度が予め定められた閾値以上である場合に幅プレス実行可と判定し、
前記閾値は、補正された前記表面温度と前記幅プレス装置の最大荷重との相関関係と、前記幅プレス装置の許容荷重とを用いて定められる、請求項1に記載の幅プレス制御方法。
【請求項3】
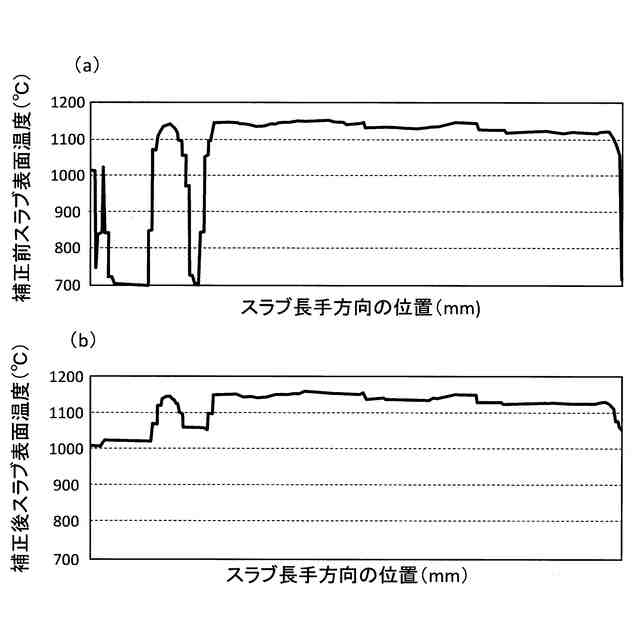
前記温度補正工程では、前記温度測定工程において測定された前記表面温度のうち、前回の表面温度よりも50℃以上低下した表面温度と、予め定められた基準温度よりも低い表面温度とを削除して前回測定された表面温度を用いる、請求項1又は請求項2に記載の幅プレス制御方法。
【請求項4】
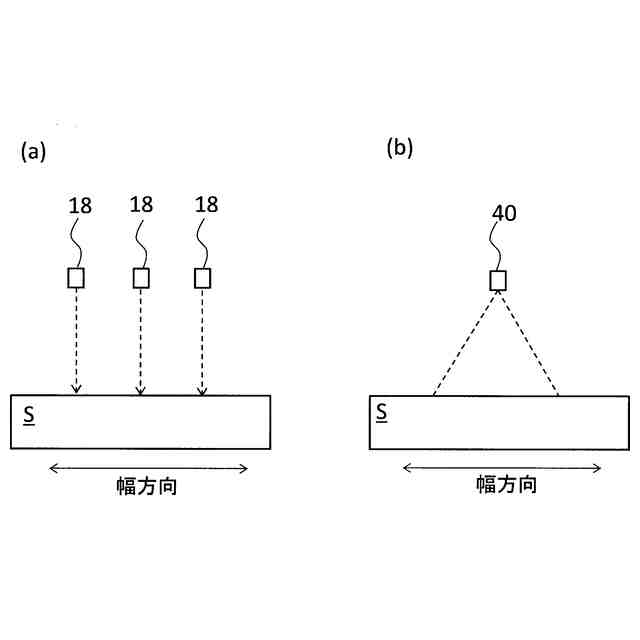
前記温度測定工程では、前記スラブの搬送方向に直交する幅方向に異なる複数の位置の表面温度を測定し、
前記温度補正工程では、前記複数の位置の表面温度のうちの最大値を用いる、請求項1又は請求項2に記載の幅プレス制御方法。
【請求項5】
前記温度測定工程では、前記スラブの搬送方向に直交する幅方向に異なる複数の位置の表面温度を測定し、
前記温度補正工程では、前記複数の位置の表面温度のうちの最大値を用いる、請求項3に記載の幅プレス制御方法。
【請求項6】
前記幅プレス判定工程において幅プレス実行不可とした場合に、前記加熱炉の計算SRTを補正する計算SRT補正工程を有する、請求項1又は請求項2に記載の幅プレス制御方法。
【請求項7】
前記幅プレス判定工程において幅プレス実行不可とした場合に、前記加熱炉の計算SRTを補正する計算SRT補正工程を有する、請求項3に記載の幅プレス制御方法。
【請求項8】
前記幅プレス判定工程において幅プレス実行不可とした場合に、前記加熱炉の計算SRTを補正する計算SRT補正工程を有する、請求項4に記載の幅プレス制御方法。
【請求項9】
前記幅プレス判定工程において幅プレス実行不可とした場合に、前記加熱炉の計算SRTを補正する計算SRT補正工程を有する、請求項5に記載の幅プレス制御方法。
【請求項10】
前記幅プレス判定工程において幅プレス実行不可とされたスラブを計算SRTが補正された加熱炉に再装入する加熱炉再装入工程を有する、請求項6に記載の幅プレス制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間圧延ラインにおける幅プレス装置の保護を目的とする幅プレス制御方法及び幅プレス制御装置に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
一般に、製鋼工程で鋳造されるスラブは生産性向上の観点から同一幅でスラブを鋳造することが多い。したがって、種々の最終製品幅に合わせるため、熱間圧延工程では、スラブを加熱した後に、幅プレス装置を用いてスラブを幅方向にプレス(圧下)する。幅プレス装置では、板幅方向に設置された一対の金型によって、スラブを板幅方向にプレスする。これにより、種々の製品幅に合わせて幅プレス量を変更できるので、所望の製品幅の鉄鋼製品を製造できるようになる。しかしながら、幅プレス量を変更するとスラブを幅プレスする際に生じる幅プレス荷重も変わるので、当該幅プレス荷重が大きくなって幅プレス装置の許容荷重を超過すると、当該装置が破損する場合がある。
【0003】
特許文献1には、幅プレス装置の破損対策として、プレス進入温度を用いた制御が開示されている。特許文献1によれば、幅プレス装置の鉛直方向の許容荷重と、スラブねじれ角を用いてスラブ幅方向の装置許容荷重Pmaxを算出し、プレス進入温度から予測されるスラブ幅方向のプレス荷重PがPmaxを超えた場合にスラブ搬送を停止させることで幅プレス装置の装置破損を防げるとしている。
【先行技術文献】
【特許文献】
【0004】
特開2023-46575号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1では、プレス進入温度として、デスケーリング装置後のスラブの表面温度を測定しているが、スラブ上から除去しきれていないスケールや水乗りにより、スラブの表面温度が実際の温度よりも低く測定されるという課題があった。スラブの表面温度が実際の温度よりも低く測定されると、予測されるスラブ幅方向のプレス荷重Pが実際の荷重よりも大きくなる。このため、スラブ幅方向のプレス荷重Pが装置許容荷重Pmaxを超えると誤検知してしまい、過剰な量のスラブを搬送停止にしたり、送り速度・クランク速度を低下させることになり、幅プレス装置の能率を低下させるという課題があった。
【0006】
本発明は、このような従来技術の課題を鑑みてなされた発明であり、その目的は、測定される幅プレス装置入側のスラブの表面温度を補正して幅プレスの実行可否を判定できる幅プレス制御方法及び幅プレス制御装置を提供することである。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段は、以下の通りである。
[1] デスケーリング装置と幅プレス装置の間に設置された温度計により、加熱炉で加熱されたスラブの表面温度を前記スラブの搬送方向に連続的に測定する温度測定工程と、前記表面温度を補正する温度補正工程と、補正された前記表面温度に基づいて幅プレスの実行可否を判定する幅プレス判定工程と、を有する、幅プレス制御方法。
[2] 前記幅プレス判定工程では、補正された前記表面温度が予め定められた閾値未満である場合に幅プレス実行不可と判定し、補正された前記表面温度が予め定められた閾値以上である場合に幅プレス実行可と判定し、前記閾値は、補正された前記表面温度と前記幅プレス装置の最大荷重との相関関係と、前記幅プレス装置の許容荷重とを用いて定められる、[1]に記載の幅プレス制御方法。
[3] 前記温度補正工程では、前記温度測定工程において測定された前記表面温度のうち、前回の表面温度よりも50℃以上低下した表面温度と、予め定められた基準温度よりも低い表面温度とを削除して前回測定された表面温度を用いる、[1]又は[2]に記載の幅プレス制御方法。
[4] 前記温度測定工程では、前記スラブの搬送方向に直交する幅方向に異なる複数の位置の表面温度を測定し、前記温度補正工程では、前記複数の位置の表面温度のうちの最大値を用いる、[1]から[3]のいずれかに記載の幅プレス制御方法。
[5] 前記幅プレス判定工程において幅プレス実行不可とした場合に、前記加熱炉の計算SRTを補正する計算SRT補正工程を有する、[1]から[4]のいずれかに記載の幅プレス制御方法。
[6] 前記幅プレス判定工程において幅プレス実行不可とされたスラブを計算SRTが補正された加熱炉に再装入する加熱炉再装入工程を有する、[5]に記載の幅プレス制御方法。
[7] デスケーリング装置と幅プレス装置の間に設置され、加熱炉で加熱されたスラブの表面温度を前記スラブの搬送方向に連続的に測定する温度測定部と、前記表面温度を補正する温度補正部と、補正された前記表面温度に基づいて幅プレスの実行可否を判定する幅プレス判定部と、を有する、幅プレス制御装置。
[8] 前記幅プレス判定部は、補正された前記表面温度が予め定められた閾値未満である場合に幅プレス実行不可とし、補正された前記表面温度が予め定められた閾値以上である場合に幅プレス実行可とし、前記閾値は、補正された前記表面温度と前記幅プレス装置の最大荷重との相関関係と、前記幅プレス装置の許容荷重とを用いて定められる、[7]に記載の幅プレス制御装置。
[9] 前記温度補正部は、前記温度測定部によって測定された前記表面温度のうち、前回の表面温度よりも50℃以上低下した表面温度と、予め定められた基準温度よりも低い表面温度とを削除して前回測定された表面温度を用いる、[7]又は[8]に記載の幅プレス制御装置。
[10] 前記温度測定部は、前記スラブの搬送方向に直交する幅方向に異なる複数の位置の表面温度を測定し、前記温度補正部は、前記複数の位置の表面温度のうちの最大値を用いる、[7]から[9]のいずれかに記載の幅プレス制御装置。
【発明の効果】
【0008】
本発明に係る幅プレス制御方法及び幅プレス制御装置を用いることで、幅プレス装置に装入されるスラブの表面温度を実際の表面温度に近い温度に補正する。これにより、幅プレスの実行可否を適切に判定できるようになり、幅プレス装置の能率低下を抑制できるようになる。
【図面の簡単な説明】
【0009】
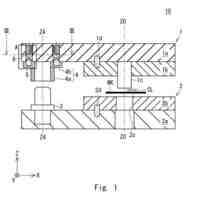
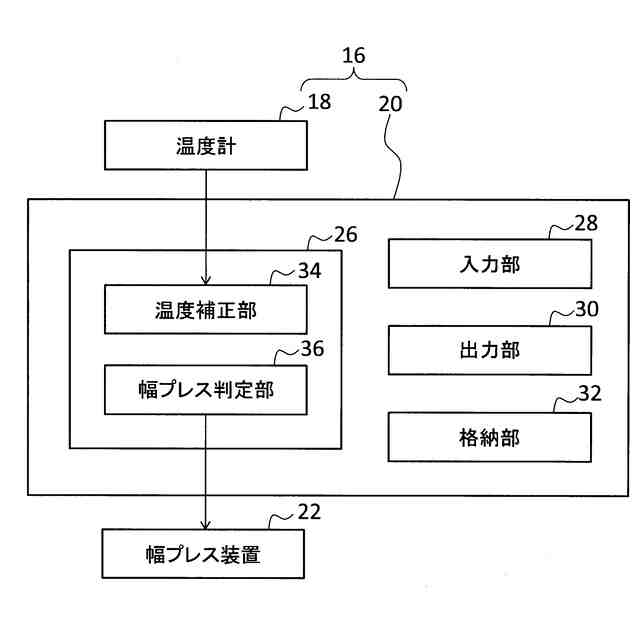
図1は、本実施形態に係る幅プレス制御装置を含む熱間圧延ラインの構成例を示す模式図である。
図2は、スラブの表面温度の測定結果の一例を示すグラフである。
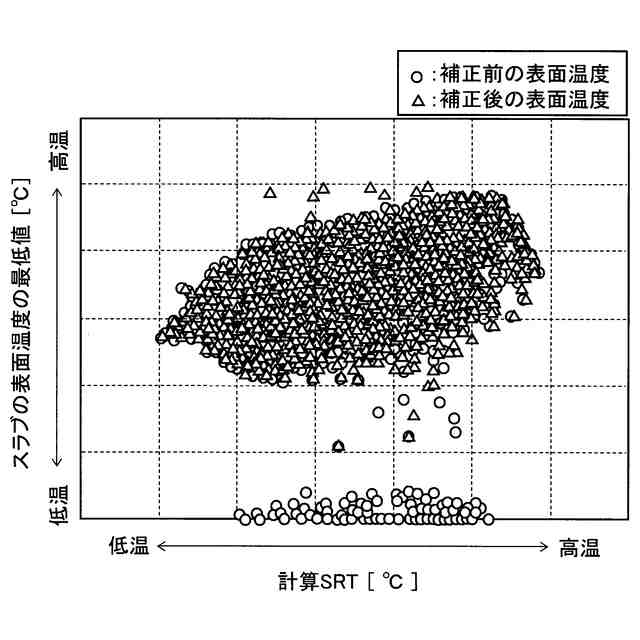
図3は、補正前後のスラブの表面温度の最低値と計算SRTとの対応関係を示すグラフである。
図4は、演算装置の構成例を示す模式図である。
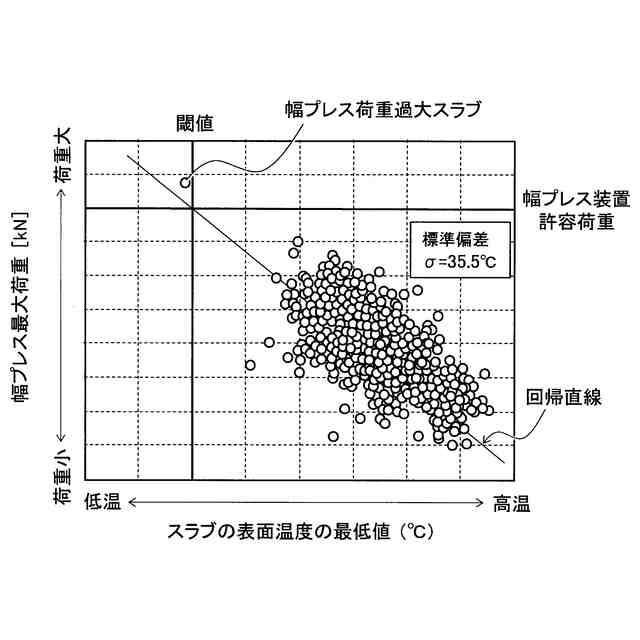
図5は、スラブの表面温度の最低値と幅プレス最大荷重との関係を示すグラフである。
図6は、温度計の別例を示す模式図である。
図7は、計算SRTとスラブの表面温度の最低値との関係を示すグラフである。
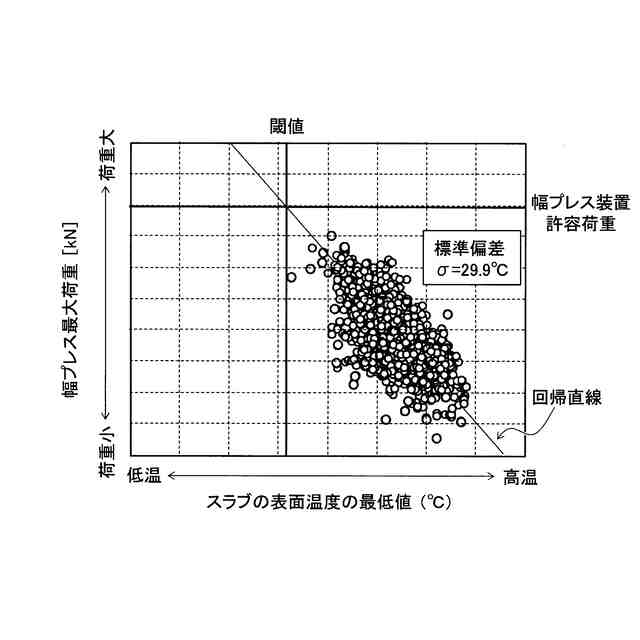
図8は、スラブの表面温度の最低値と幅プレス最大荷重との関係を示すグラフである。
【発明を実施するための形態】
【0010】
以下、本発明を本発明の実施形態を通じて具体的に説明する。以下の実施形態は、本発明の好適な一例を示すものであり、これらの実施形態によって、本発明は何ら限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
7か月前
株式会社オプトン
曲げ加工装置
5か月前
トヨタ自動車株式会社
金型装置
7か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
株式会社不二越
NC転造盤
1か月前
日伸工業株式会社
プレス加工装置
2か月前
株式会社不二越
NC転造盤
5か月前
オムロン株式会社
導線折り曲げ治具
3日前
株式会社西田製作所
パンチャーヘッド
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
トヨタ紡織株式会社
プレス装置
3か月前
トヨタ紡織株式会社
プレス金型
4か月前
工機ホールディングス株式会社
ニブラ
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ金型
2日前
株式会社TMEIC
監視装置
4か月前
株式会社アマダ
曲げ加工機
5か月前
日産自動車株式会社
逐次成形方法
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
株式会社トラバース
パンチング加工装置
4か月前
株式会社アマダ
曲げ加工機
2か月前
株式会社三明製作所
転造装置
7か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
5か月前
株式会社三明製作所
転造装置
2日前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
ユニプレス株式会社
プレス加工装置
1か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
トヨタ紡織株式会社
プレス金型装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
株式会社吉野機械製作所
プレス機械
7か月前
株式会社不二越
転造加工用平ダイス
5か月前
株式会社カネミツ
筒張出部形成方法
7か月前
株式会社吉野機械製作所
プレス機械
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ