TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126618
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022942
出願日
2024-02-19
発明の名称
転造装置
出願人
株式会社三明製作所
代理人
個人
,
個人
,
個人
主分類
B21H
3/02 20060101AFI20250822BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】雄ネジを高精度かつ安定して成形し得る転造装置を提案する。
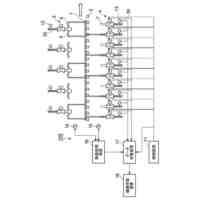
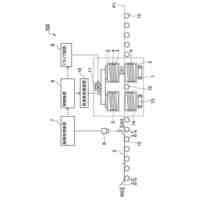
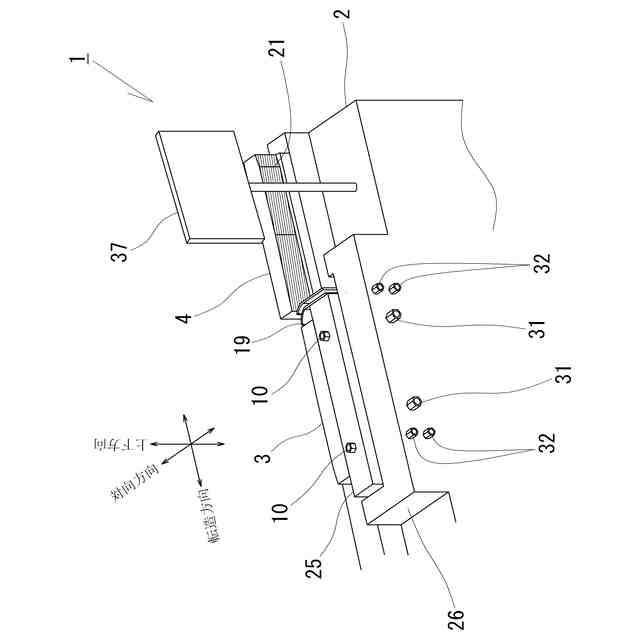
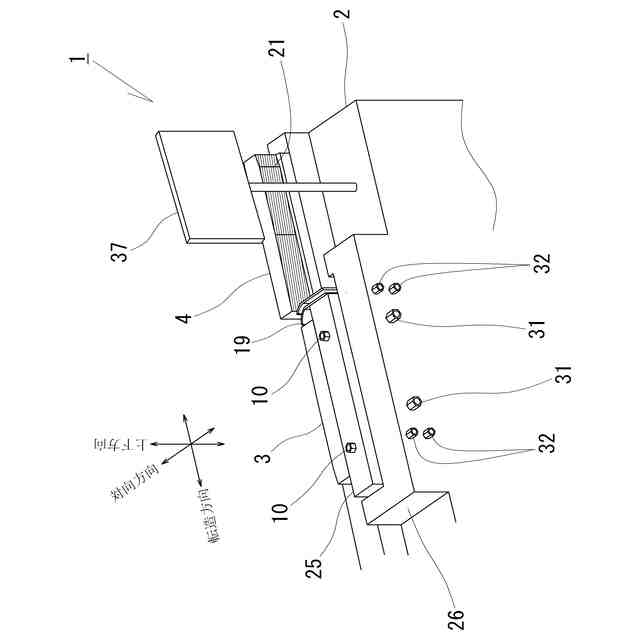
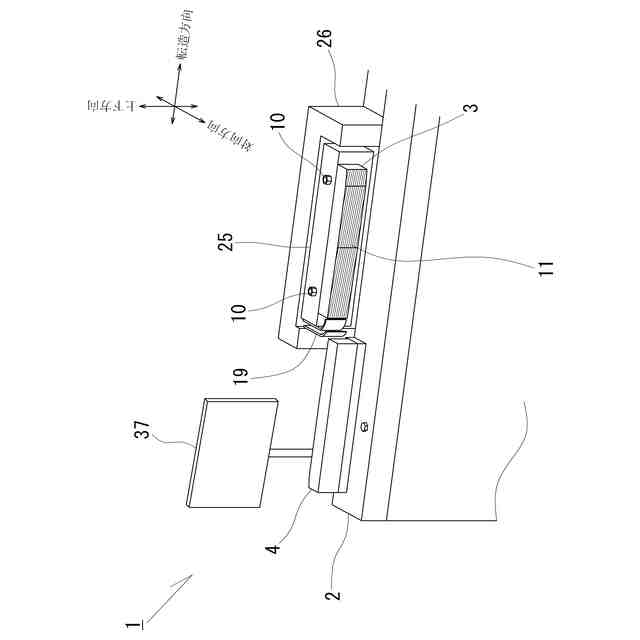
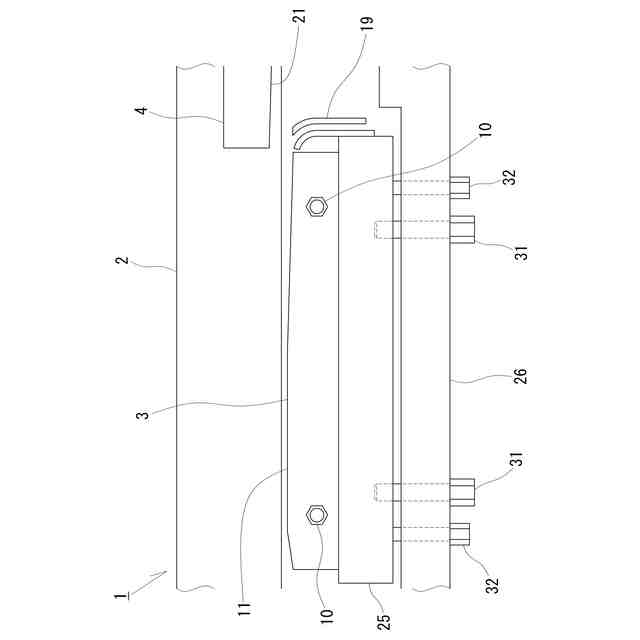
【解決手段】転造方向に往復移動される移動ダイス4と、対向方向に沿って位置変換可能に設けられた固定ダイス3と、手動操作により固定ダイス3を対向方向へ位置変換させる位置変換引抜ボルト31および位置変換押付ボルト32と、固定ダイス3の対向方向の位置を検出する対向位置検出センサと、対向位置検出センサで検出した第一~第三現在位置情報と予め設定された第一~第三設定位置情報とを報知するタッチパネル37とを備えた構成とした。この転造装置1では、作業者がタッチパネル37を確認しつつ、固定ダイス3の対向方向の位置を調整できる。
【選択図】図1
特許請求の範囲
【請求項1】
転造方向に沿う転造面部を備え、転造の際に該転造方向へ移動不能に固定される固定ダイスと、
前記固定ダイスの転造面部に対向する転造面部を備え、前記転造方向に往復移動可能に設けられた移動ダイスと
を備え、前記移動ダイスの前記往復移動により、該移動ダイスの転造面部と前記固定ダイスの転造面部とで狭圧したブランク材を転造加工する転造装置において、
前記固定ダイスと前記移動ダイスとの少なくとも一方が、互いの転造面部が向かい合う対向方向に沿って位置変換可能に設けられており、
前記固定ダイスと前記移動ダイスとの、前記対向方向の相対的な位置を、手動操作により変換させる対向位置変換手段と、
前記固定ダイスと前記移動ダイスとの前記対向方向の相対位置を検出する対向位置検出センサと、
前記対向位置検出センサにより検出される前記対向方向の相対位置を出力する位置出力手段と、
前記固定ダイスと前記移動ダイスとの転造加工前の相対的な位置決めに用いられる前記対向方向の加工前位置情報が記憶される情報記憶手段と
を備え、
前記位置出力手段は、
前記対向位置検出センサにより検出される前記対向方向の相対位置に基づく検出対向位置情報を、前記対向位置変換手段による位置変換に応じて逐次報知すると共に、前記情報記憶手段の加工前位置情報を報知する対向位置情報報知手段を備えたものであることを特徴とする転造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転造加工に用いられる転造装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
転造装置として、転造方向に沿って設けられた固定ダイスと、該転造方向へ往復移動可能に設けられた移動ダイスとを備え、該移動ダイスの往復移動により、該移動ダイスと固定ダイスとで狭圧したブランク材を転造加工する構成が知られている。また、例えば特許文献1には、こうした転造装置に設けられる転造監視装置が提案されている。この転造監視装置は、転造加工するブランク材に加わる転造圧を監視して適切な転造が行われたか否かを判定するものである。
【先行技術文献】
【特許文献】
【0003】
特開2021-175576号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、雄ネジには外径寸法やピッチ等を定めた規格があり、該規格に、外径寸法の異なる複数の雄ネジが定められている。こうした複数の雄ネジを前記転造装置で転造加工する場合には、夫々の雄ネジの外径寸法に応じて、固定ダイスと移動ダイスとの間隔(相対位置)を調整する必要があり、この調整には高い精度が求められる。しかし、従来は、固定ダイスと移動ダイスとの相対位置を位置決めする作業は、作業者の経験や勘に頼られており、作業者に応じて製品精度に比較的大きなバラツキが生じたり、前記位置決め作業に要する負担が増大したりするという問題があった。
【0005】
本発明は、様々な規格の雄ネジを高精度かつ安定して成形し得る転造装置を提案するものである。
【課題を解決するための手段】
【0006】
本発明は、転造方向に沿う転造面部を備え、転造の際に該転造方向へ移動不能に固定される固定ダイスと、前記固定ダイスの転造面部に対向する転造面部を備え、前記転造方向に往復移動可能に設けられた移動ダイスとを備え、前記移動ダイスの前記往復移動により、該移動ダイスの転造面部と前記固定ダイスの転造面部とで狭圧したブランク材を転造加工する転造装置において、前記固定ダイスと前記移動ダイスとの少なくとも一方が、互いの転造面部が向かい合う対向方向に沿って位置変換可能に設けられており、前記固定ダイスと前記移動ダイスとの、前記対向方向の相対的な位置を、手動操作により変換させる対向位置変換手段と、前記固定ダイスと前記移動ダイスとの前記対向方向の相対位置を検出する対向位置検出センサと、前記対向位置検出センサにより検出される前記対向方向の相対位置を出力する位置出力手段と、前記固定ダイスと前記移動ダイスとの転造加工前の相対的な位置決めに用いられる前記対向方向の加工前位置情報が記憶される情報記憶手段とを備え、前記位置出力手段は、前記対向位置検出センサにより検出される前記対向方向の相対位置に基づく検出対向位置情報を、前記対向位置変換手段による位置変換に応じて逐次報知すると共に、前記情報記憶手段の加工前位置情報を報知する対向位置情報報知手段を備えたものであることを特徴とする転造装置である。
【0007】
ここで、相対位置とは、固定ダイスと移動ダイスとの相対的な位置を示しており、対向方向の相対位置は、対向方向における固定ダイスと移動ダイスとの相対的な位置を示す。
また、加工前位置情報とは、転造加工の開始前に固定ダイスと移動ダイスとの相対的な位置決めを行うための、対向方向の相対位置を示す情報であり、転造加工を行う対象製品の規格(寸法)に従って予め設定されて記憶されている情報(初期位置情報)、および/又は転造加工前に特定の作業者(熟練の作業者など)により設定される情報(設定位置情報)とすることができる。ここで、製品の規格(寸法)としては、例えば雄ネジの場合、ネジの呼び径、外径寸法、ピッチ、およびねじ山寸法などにより設定され得る。
また、対向位置情報報知手段で報知される検出対向位置情報は、対向方向の相対位置を直に示す情報であっても良し、加工前位置情報や所定の基準位置に対する位置情報であっても良い。そして、こうした検出対向位置情報や加工前位置情報は、モニタに表示される情報、所定の音や光で出力される情報などで適宜設定することが可能であり、例えばモニタに表示される情報としては、該情報を示す数値データや図表データ等が好適に用いられ得る。
【0008】
かかる本発明の構成にあっては、作業者が、対向位置変換手段を手動操作することにより、固定ダイスと移動ダイスとの対向方向の相対位置を位置変換することができ、該位置変換により両転造面部間の間隔を調整できる。そして、この手動操作を、対向位置情報報知手段で報知される検出対向位置情報と加工前位置情報とに従って行うことにより、前記対向方向の相対位置を加工前位置情報に従って高精度で位置変換させて調整できると共に、該高精度の調整を安定して行うことができる。さらに、こうした調整する操作を、作業者の経験や勘に頼ること無く行うことができると共に、該調整に要する作業者の負担を軽減できる。こうしたことから、異なる作業者であっても同じレベルの製品を成形することができ、異なる作業者による品質のバラツキを可及的に抑制することができる。また、本発明の構成は、作業者自らが対向位置変換手段を操作することにより、固定ダイスと移動ダイスとの対向方向の相対位置を位置変換して調整するものであるから、該相対位置を調整する技能のスキルを向上させることができる。このように作業者の作業を補助できることから、実作業を通じて技能教育を行うことができるという優れた利点もある。
【0009】
本発明の構成によれば、固定ダイスと移動ダイスとの対向方向の相対位置を、情報記憶手段に記憶された加工前位置情報に従って高精度かつ安定して調整できることから、製品規格に合う高品質の製品を安定して成形できる。すなわち、雄ネジを転造加工する場合には、固定ダイスと移動ダイスとの対向方向の相対位置を、該雄ネジの規格に適した両転造面部の間隔で位置決めできることから、転造加工によって、製品規格に合った雄ネジを安定して成形できる。
【0010】
また、本発明の転造装置にあって、情報記憶手段は、規格(寸法)の異なる複数の製品に対応付けた複数の加工前位置情報が記憶され、位置出力手段は、対応位置情報報知手段によって、複数の加工前位置情報から選択された情報を報知するようにしたものである構成が好適である。かかる構成にあっては、固定ダイスと移動ダイスとの対向方向の相対位置を、異なる各加工前位置情報に夫々従って高精度で且つ安定して調整できる。そして、各加工前位置情報に従う前記相対位置の調整を、作業者の経験や勘に頼ること無く行うことができると共に、該調整の作業に要する負担を軽減できる。したがって、本構成によれば、異なる製品規格に応じた転造加工を夫々行うことができ、該製品規格の異なる所望の製品を安定して成形できる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
7か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
7か月前
株式会社不二越
NC転造盤
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社アマダ
曲げ金型
1か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス金型
29日前
トヨタ紡織株式会社
プレス金型
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社アマダ
曲げ加工機
7か月前
株式会社TMEIC
監視装置
6か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
4か月前
日鉄建材株式会社
成形装置
8日前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社吉野機械製作所
プレス機械
4か月前
株式会社三明製作所
転造装置
1か月前
フジテック株式会社
金属棒曲げ工具
10日前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
株式会社不二越
転造加工用平ダイス
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
株式会社TMEIC
制御システム
3か月前
株式会社アマダ
プレスブレーキ
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
株式会社TMEIC
誘導加熱装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ