TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126584
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022891
出願日
2024-02-19
発明の名称
曲げ金型
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/04 20060101AFI20250822BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】さらなる小型化が可能な曲げ金型を提供する。
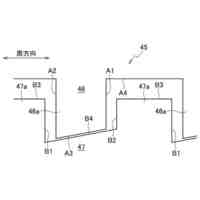
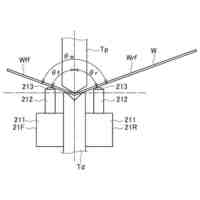
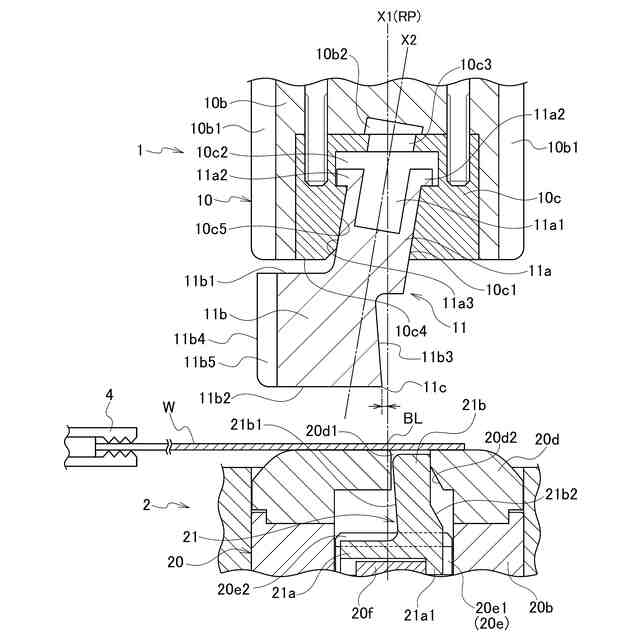
【解決手段】曲げ金型は、板状のワークWの表面に向けて相対移動されてワークWに当接されるパンチ1を備えている。パンチ1は、パンチ本体10と、パンチ本体10に対して直線スライド可能にパンチ本体10に保持された、ワークWの表面に当接されるパンチチップ11とを有している。パンチチップ11の先端縁11cは、当該パンチチップ11のワークWとの当接によって生じるパンチ本体10に対する直線スライド動によって、ワークW上の曲げ線BLに一致される位置と、曲げ線BLを含む曲げ基準面RPから離れる位置とに切り換えられる。曲げ基準面RPは、曲げ線BLを含む上記移動方向に平行な面である。
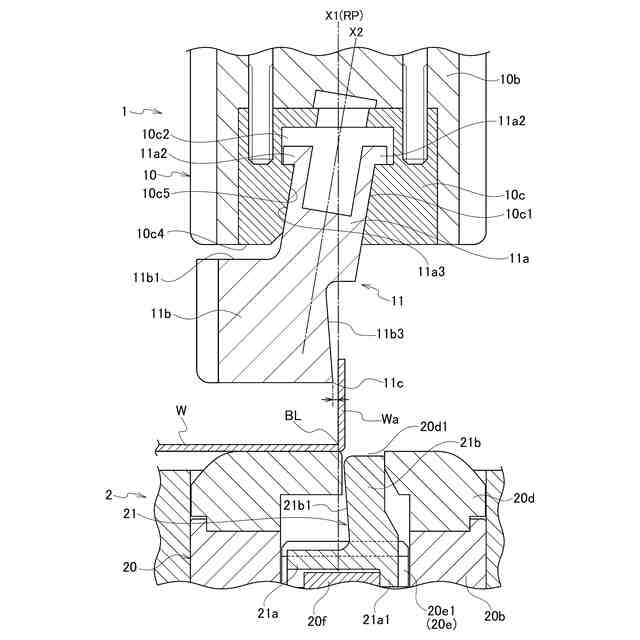
【選択図】図3
特許請求の範囲
【請求項1】
曲げ金型であって、
板状のワークの表面に向けて相対移動されて前記ワークに当接されるパンチを備えており、
前記パンチが、パンチ本体と、前記パンチ本体に対して直線スライド可能に前記パンチ本体に保持された、前記ワークの前記表面に当接されるパンチチップと、を有しており、
前記パンチチップの先端縁は、前記パンチチップの前記ワークとの当接によって生じる前記パンチ本体に対する直線スライド動によって、前記ワーク上の曲げ線に一致される位置と、前記パンチの前記ワークに対する相対移動の移動方向に平行な、前記曲げ線を含む曲げ基準面から離れる位置とに切り換えられる、曲げ金型。
続きを表示(約 630 文字)
【請求項2】
請求項1に記載の曲げ金型であって、
前記パンチチップが前記移動方向に対して傾斜する案内首部を有すると共に、前記パンチ本体が前記案内首部をスライド可能に収納する案内孔を有しており、
前記相対移動中には、前記ワークと当接した前記パンチチップは、その前記案内首部が前記案内孔に案内されることで、前記曲げ基準面に垂直な方向に変位される、曲げ金型。
【請求項3】
請求項2に記載の曲げ金型であって、
前記パンチ本体が、前記直線スライド動に伴って前記パンチチップと面接する本体当接面を有し、
前記パンチチップが、前記直線スライド動に伴って前記本体当接面と面接するチップ当接面を有している、曲げ金型。
【請求項4】
請求項3に記載の曲げ金型であって、
曲げ加工時に前記パンチと協働して前記ワークの曲げ加工を行うダイをさらに備えており、
前記ダイが、前記ワークの裏面を支持するダイ本体と、曲げ加工時に前記ダイ本体から突出されて、前記パンチチップによって押さえられた前記ワークを前記パンチチップと協働して曲げるダイチップと、を有しており、
前記パンチ本体が、タレットパンチプレスの上タレットに形成されたステーションホールに装着可能に構成され、
前記ダイ本体が、前記タレットパンチプレスの下タレットに形成されたステーションホールに装着可能に構成されている、曲げ金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ金型に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
下記特許文献1は、パンチプレスに用いられる曲げ金型を開示している。特許文献1の曲げ金型は、板状のワークを曲げ加工する一対の上金型(パンチ)及び下金型(ダイ)を備えている。上金型は、曲げ加工時にワークを上方から押さえる、揺動可能な押さえ金型(パンチチップ)を有している(特許文献1の[0030]等参照)。一方、下金型は、垂直移動可能な上向きパンチ(ダイチップ)を有している(特許文献1の[0033]~[0034]等参照)。
【0003】
上金型の押さえ金型によって上から押さえられたワークに対して下金型の上向きパンチを上昇させることで、ワークを90度以上曲げることができる(特許文献1の[0037]及び[図8]等参照)。曲げ加工が終わると、下金型の上向きパンチは下降され、押さえ金型を有する上金型は上昇される。水平に配置された押さえ金型の先端が上金型の上昇時にワークの折り曲げられた部分と接触すると、押さえ金型はその基端に設けられた揺動中心まわりに下方に揺動される。これにより、上金型の上昇時にワークが押さえ金型によって引っ掛けられて持ち上げられてしまうのを回避できる。
【先行技術文献】
【特許文献】
【0004】
特許第3946564号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示された発明では、上金型の水平に配置された押さえ金型を揺動させてその先端をワークの折り曲げられた部分から離脱させる。このため、押さえ金型の基端の揺動中心と先端との距離がある程度確保されなければならず、上金型の水平方向の大きさが大きくなる。また、押さえ金型の揺動するスペースを押さえ金型の側方に確保する必要があれば、この点からも上金型の水平方向の大きさが大きくなる。サイズの大きな曲げ金型はパンチプレスなどへの搭載時に大きなスペースが必要となり使い勝手が悪く、稼働率向上の障害にもなる。曲げ金型のさらなる小型化が望まれている。
【課題を解決するための手段】
【0006】
1又はそれ以上の実施形態の一態様は、曲げ金型であって、板状のワークの表面に向けて相対移動されて前記ワークに当接されるパンチを備えており、前記パンチが、パンチ本体と、前記パンチ本体に対して直線スライド可能に前記パンチ本体に保持された、前記ワークの前記表面に当接されるパンチチップと、を有しており、前記パンチチップの先端縁は、前記パンチチップの前記ワークとの当接によって生じる前記パンチ本体に対する直線スライド動によって、前記ワーク上の曲げ線に一致される位置と、前記パンチの前記ワークに対する相対移動中の移動方向に平行な、前記曲げ線を含む曲げ基準面から離れる位置とに切り換えられる、曲げ金型を提供する。
【発明の効果】
【0007】
1又はそれ以上の実施形態に係る曲げ金型によれば、さらなる小型化が可能である。
【図面の簡単な説明】
【0008】
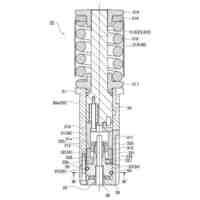
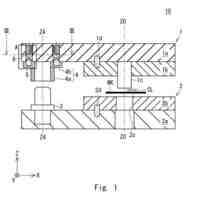
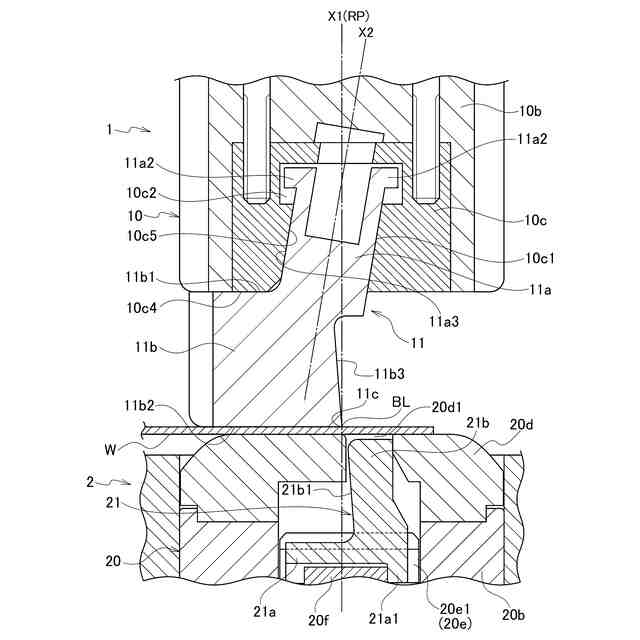
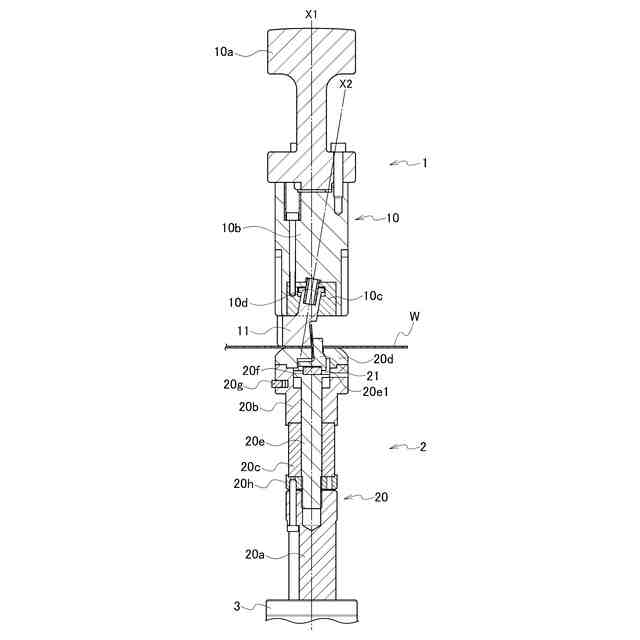
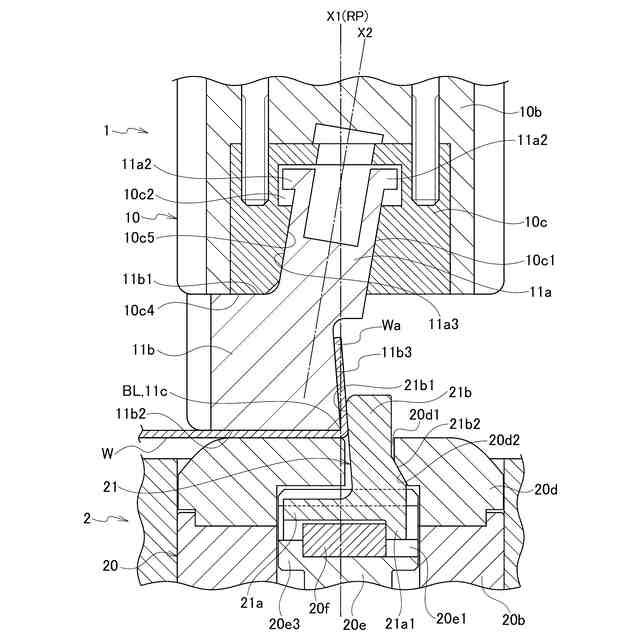
実施形態に係る曲げ金型(パンチ及びダイ)を示す断面図である。
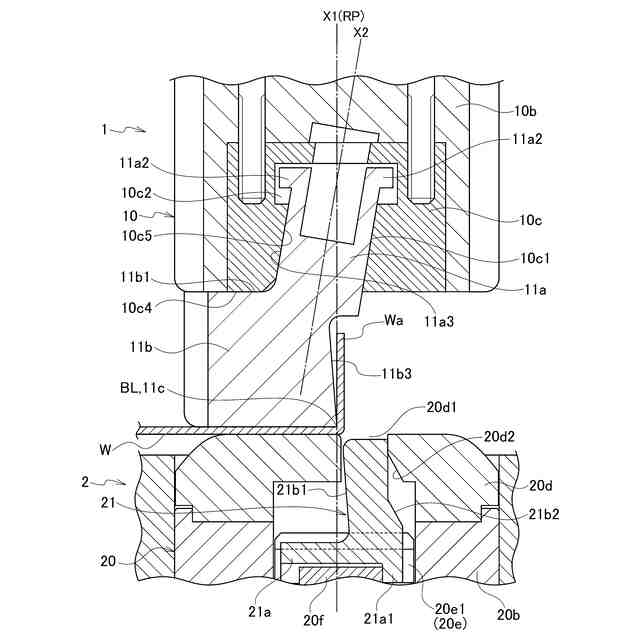
図1に示す曲げ金型を用いた曲げ加工工程(第1工程)を示す断面図である。
図1に示す曲げ金型を用いた曲げ加工工程(第2工程)を示す断面図である。
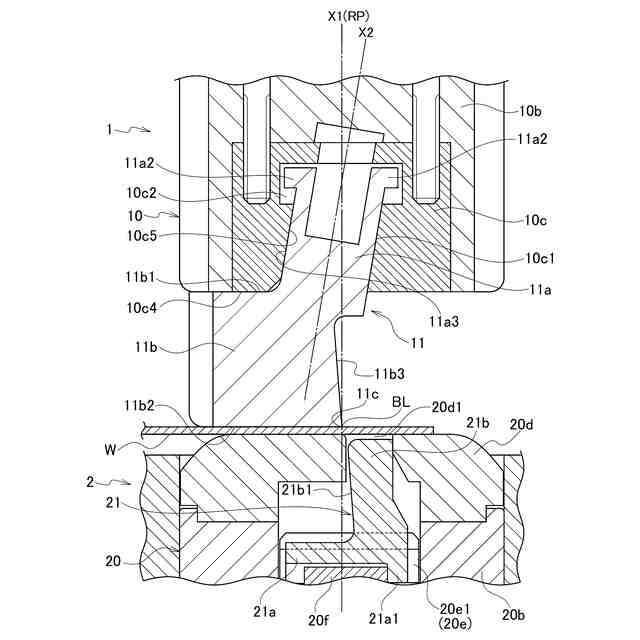
図1に示す曲げ金型を用いた曲げ加工工程(第3工程)を示す断面図である。
図1に示す曲げ金型を用いた曲げ加工工程(第4工程)を示す断面図である。
図1に示す曲げ金型を用いた曲げ加工工程(第5工程)を示す断面図である。
【発明を実施するための形態】
【0009】
実施形態に係る曲げ金型について図面を参照しつつ説明する。実施形態に係る曲げ金型は、数値制御タレットパンチプレス(Numerical Control Turret punch press:以下、NCTと呼ぶ:図示せず)に用いられる。NCTは、板状のワークWの抜き加工や曲げ加工を行う機械であり、その動作は数値制御される。
【0010】
本実施形態の曲げ金型は、図1に示されるように、パンチ1とダイ2とを備えている。パンチ1は、上金型とも呼ばれ、NCTの一対の上下タレットの上タレットに装着される。ダイ2は、下金型とも呼ばれ、NCTの下タレットに装着される。タレットには複数のステーションが設けられており、各ステーションにはパンチやダイを装着するためのステーションホールが設けられている。曲げ加工時には、パンチ1はダイ2上に配置されたワークWに向けて相対移動される。本実施形態では、曲げ加工時には、ワークW及びダイ2がパンチ1に向けて移動されるのではなく、パンチ1がワークWに向けて下降移動される。曲げ加工後には、パンチ1がワークWから離れるように上昇移動される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
曲げ金型
1日前
株式会社アマダ
曲げ加工機
2か月前
株式会社アマダ
プレスブレーキ
1か月前
株式会社アマダ
レーザ切断加工機
25日前
株式会社アマダ
レーザ加工システム
26日前
株式会社アマダ
板材加工機のテーブル構造
25日前
株式会社アマダ
加工スケジュール設定装置
1か月前
株式会社アマダ
板材保護シートの剥離用金型
1か月前
株式会社アマダ
ワーク接合方法及びワーク接合体
1か月前
株式会社アマダ
発注システム、発注方法及び発注プログラム
9日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
1か月前
株式会社アマダ
レーザ加工機
1か月前
株式会社アマダ
溶接加工プログラム設定装置、溶接加工制御装置及び溶接加工システム
18日前
株式会社アマダ
デジタル投影機、工作機械及び投影像表示方法
1か月前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
7か月前
株式会社オプトン
曲げ加工装置
5か月前
トヨタ自動車株式会社
金型装置
7か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
株式会社不二越
NC転造盤
5か月前
株式会社不二越
NC転造盤
1か月前
日伸工業株式会社
プレス加工装置
2か月前
オムロン株式会社
導線折り曲げ治具
2日前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社アマダ
曲げ金型
1日前
工機ホールディングス株式会社
ニブラ
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
日産自動車株式会社
逐次成形方法
6か月前
株式会社アマダ
曲げ加工機
2か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社トラバース
パンチング加工装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ