TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120987
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016086
出願日
2024-02-06
発明の名称
ワイヤハーネスの製造装置、ワイヤハーネスの製造方法及びワイヤハーネス
出願人
矢崎総業株式会社
代理人
弁理士法人虎ノ門知的財産事務所
主分類
B29C
45/26 20060101AFI20250812BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】配索材を覆うモールド成形部を適切に設けることができるワイヤハーネスの製造装置、ワイヤハーネスの製造方法及びワイヤハーネスを提供する。
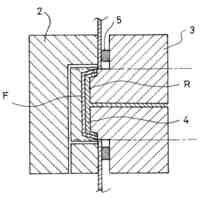
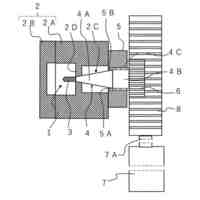
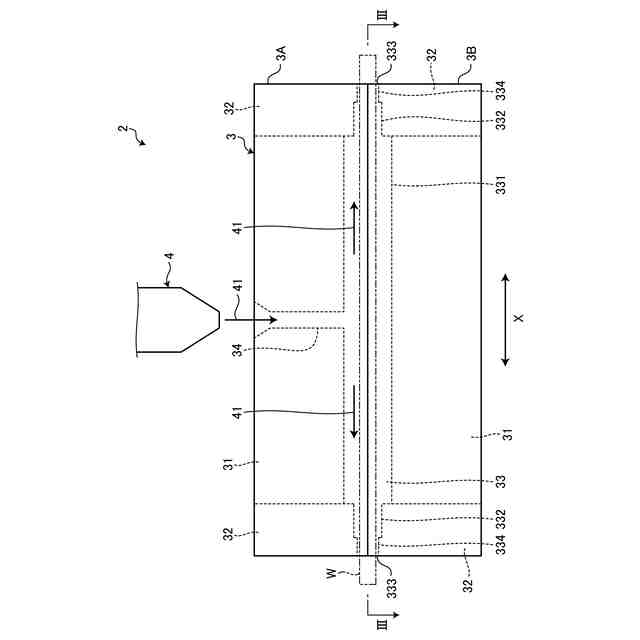
【解決手段】ワイヤハーネス製造装置2は、配索材Wを配置可能な成形空間33が形成されている成形型3と、配索材Wを配置した成形空間33に対し成形材料41を注入して配索材Wを覆うようにモールド成形部材1を形成させる射出ユニット4と、を備え、成形型3は、成形空間33が形成されている中央型部31と、成形空間33の延在方向Xにおいて中央型部31に隣接して設けられる端型部32とを有し、端型部32は、成形空間33に配置される配索材Wを挿通させる小径部334を有し、中央型部31と比べ剛性の低い材料により形成されている。
【選択図】図2
特許請求の範囲
【請求項1】
配索材を配置可能な成形空間が形成されている成形型と、
前記配索材を配置した前記成形空間に対し成形材料を注入して前記配索材を覆うようにモールド成形部材を形成させる材料注入部と、を備え、
前記成形型は、前記成形空間が形成されている中央型部と、前記成形空間の延在方向において前記中央型部に隣接して設けられる端型部とを有し、
前記端型部は、前記成形空間に配置される前記配索材を挿通させる小径部を有し、前記中央型部と比べ剛性の低い材料により形成されている、
ワイヤハーネス製造装置。
続きを表示(約 500 文字)
【請求項2】
前記小径部は、前記中央型部に形成される前記成形空間と比べて、前記成形空間の前記延在方向と交差する向きの断面積が小さい、
請求項1に記載のワイヤハーネス製造装置。
【請求項3】
配索材を成形型の成形空間に配置する配置工程と、
前記配索材を配置した前記成形空間に対し成形材料を注入して前記配索材を覆うようにモールド成形部材を成形する成形工程と、を含み、
前記成形型は、前記成形空間が形成されている中央型部と、前記成形空間の延在方向において前記中央型部に隣接して設けられる端型部とを有し、
前記端型部は、前記成形空間に配置される前記配索材を挿通させる小径部を有し、前記中央型部と比べ剛性の低い材料により形成されている、
ワイヤハーネス製造方法。
【請求項4】
導電性を有する配索材と、
前記配索材を覆って前記配索材と一体で設けられるモールド成形部材と、を備え、
前記モールド成形部材は、長手方向の端部に成形型の型部の継ぎ目に対応する位置に周方向に延びる境界部を有する、
ワイヤハーネス。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワイヤハーネスの製造装置、ワイヤハーネスの製造方法及びワイヤハーネスに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ワイヤハーネスには、車両の鉄板等の外部構造物から電線を保護するため外装材は必要不可欠となっている。従来のワイヤハーネスでは、電線を保護するための外装材にはいろいろな種類のものが用いられている。例えば、特許文献1に記載のワイヤハーネスは、電線束と、電線束の軸線方向の一部である取付部に一体的に設けられた成形体と、を備えており、成形体は、熱可塑性樹脂から構成される。
【先行技術文献】
【特許文献】
【0003】
特開2019-160568号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この種のワイヤハーネスは、車両に搭載される場合、車載部品の間を縫うように配索されることも少なくない。このため、ワイヤハーネスは、成形体を含み、所望の形状及び大きさで適切に製造されていることが要求される。
【0005】
そこで、本発明は、配索材を覆うモールド成形部材を適切に設けることができるワイヤハーネスの製造装置、ワイヤハーネスの製造方法及びワイヤハーネスを提供することを目的とする。
【課題を解決するための手段】
【0006】
すなわち、本発明に係るワイヤハーネス製造装置は、配索材を配置可能な成形空間が形成されている成形型と、前記配索材を配置した前記成形空間に対し成形材料を注入して前記配索材を覆うようにモールド成形部材を形成させる材料注入部と、を備え、前記成形型は、前記成形空間が形成されている中央型部と、前記成形空間の延在方向において前記中央型部に隣接して設けられる端型部とを有し、前記端型部は、前記成形空間に配置される前記配索材を挿通させる小径部を有し、前記中央型部と比べ剛性の低い材料により形成されるように構成されている。
【発明の効果】
【0007】
本発明に係るワイヤハーネスの製造装置、ワイヤハーネスの製造方法及びワイヤハーネスは、配索材を覆うモールド成形部材を適切に設けることができる。
【図面の簡単な説明】
【0008】
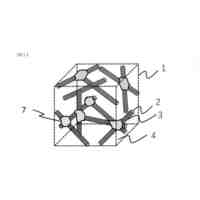
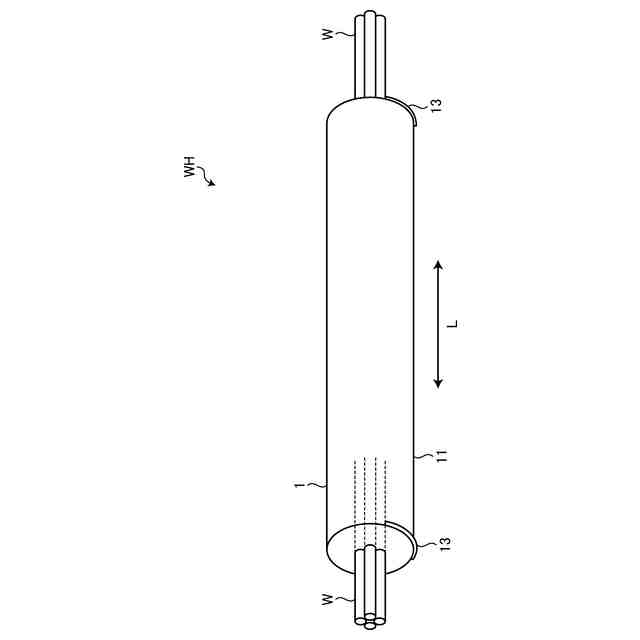
図1は、実施形態に係るワイヤハーネスの斜視図である。
図2は、実施形態に係るワイヤハーネス製造装置の概要図である。
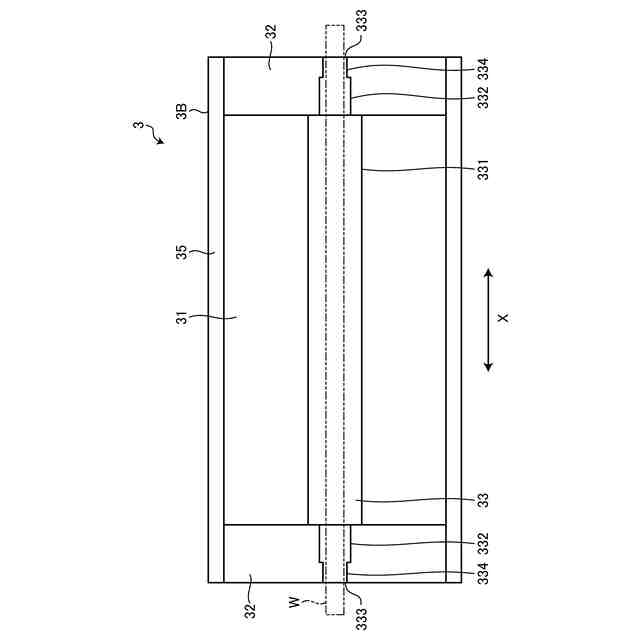
図3は、図2のIII-IIIにおけるワイヤハーネス製造装置の成形型の断面図である。
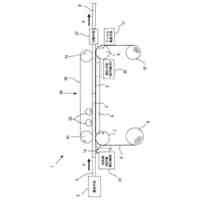
図4は、実施形態に係るワイヤハーネス製造方法を示すフローチャートである。
図5は、実施形態に係るワイヤハーネスの変形例を示す図である。
【発明を実施するための形態】
【0009】
以下に、本発明に係る実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。
【0010】
[実施形態]
図1に示すように、本実施形態に係るワイヤハーネスWHは、車両に配索されて用いられ、車両に搭載される機器、部品などの間を電気的に接続する。ワイヤハーネスWHは、配索材W及びモールド成形部材1を備えて構成されている。ワイヤハーネスWHは、更に、コルゲートチューブ、樹脂テープ、プロテクタ等の外装部材、電気接続箱、固定具など種々の構成部品を含んで構成されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
22日前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
樹脂可塑化方法及び装置
7か月前
日機装株式会社
加圧システム
4か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社FTS
成形装置
7か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社漆原
シートの成形方法
2か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
2か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社リコー
画像形成システム
8か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
4か月前
日東工業株式会社
インサート成形機
8か月前
東レ株式会社
溶融押出装置および押出方法
7か月前
個人
ノズルおよび熱風溶接機
7か月前
トヨタ自動車株式会社
真空成形装置
3か月前
株式会社ニフコ
樹脂製品の製造方法
10か月前
東レ株式会社
繊維強化プラスチック構造体
3日前
日産自動車株式会社
成形装置
1か月前
三和合板株式会社
化粧板の製造装置
4日前
トヨタ自動車株式会社
3Dプリンタ
8か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ