TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120638
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015579
出願日
2024-02-05
発明の名称
化粧板の製造装置
出願人
三和合板株式会社
代理人
個人
主分類
B29C
63/02 20060101AFI20250808BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】安価な構成の装置により超鏡面を有する化粧板を製造できるようにする。
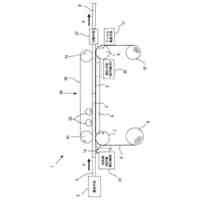
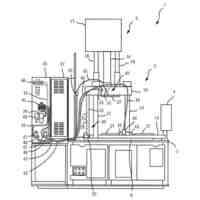
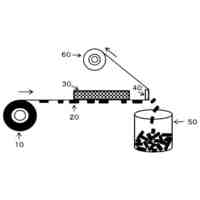
【解決手段】押圧手段20により、基材2に対して下方への押圧力を付与し、基材2の下面に付着した流動性材料13および樹脂フィルム5を載置台4の超鏡面状の載置面4aに押し付け、流動性材料13の下面側を載置面4aの超鏡面に倣わせ、流動性材料13の下面側に超鏡面を転写して基材2の下面に超鏡面を形成する。
【選択図】図1
特許請求の範囲
【請求項1】
鏡面を有する化粧板を製造する化粧板の製造装置において、
平滑平坦な超鏡面状の載置面を有する載置台と、
長尺の木質板から成り下面側が前記載置面に対向して前記載置台上に載置され搬送手段により複数が材間なしの状態で連続して所定の搬送方向に搬送される基材と、
前記搬送方向に直交方向の前記基材の幅よりも大きい幅を有し、フィルムロールから繰り出されて前記載置台の前記載置面と前記基材の下面との間を前記搬送方向に移動される樹脂フィルムと、
前記基材の搬送に同期して前記樹脂フィルムを移動させる移動手段と、
前記基材の前記搬送方向の上流側で前記樹脂フィルムの上面全面にわたり硬化可能な流動性材料を塗布する塗布手段と、
前記樹脂フィルムの前記流動性材料の塗布面に重ねられた前記基材を前記載置台側に押圧する押圧手段と、
前記載置台の前記搬送方向の下流側に形成された窓部の下方に配置され、前記窓部に覗く前記樹脂フィルムを通して前記流動性材料を硬化させて前記基材の下面に付着させる硬化手段と、
前記硬化手段により前記流動性材料が硬化された後の前記樹脂フィルムを剥離し前記搬送方向の下流側で前記樹脂フィルムに所定の張力を付与しつつ巻取ロールに巻き取る巻取手段と
を備えることを特徴とする化粧板の製造装置。
続きを表示(約 1,100 文字)
【請求項2】
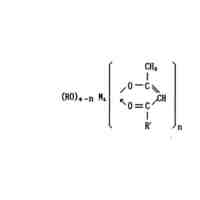
前記流動性材料は、紫外線硬化特性または電子線硬化特性による接着性を有し、
前記硬化手段は、前記流動性材料に紫外線または電子線を照射して前記流動性材料を硬化させるものであることを特徴とする請求項1に記載の化粧板の製造装置。
【請求項3】
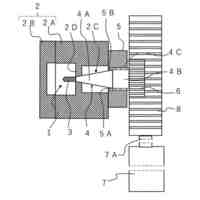
前記塗布手段は、
前記搬送方向の上流側において、前記樹脂フィルムの上面の全幅にわたり前記流動性材料を供給して塗布するための流動性材料溜り部を形成し、該流動性材料溜り部を前記樹脂フィルムが通過することにより前記流動性材料を前記樹脂フィルムの上面に塗布することを特徴とする請求項1または請求項2に記載の化粧板の製造装置。
【請求項4】
前記樹脂フィルムの幅が、前記搬送方向に直交方向の前記基材の幅よりも大きいことを特徴とする請求項1または請求項2、または、請求項1に従属する請求項3に記載の化粧板の製造装置。
【請求項5】
前記載置台は、平滑平坦な超鏡面状の前記載置面を有し、前記搬送方向に直交方向の前記基材の幅よりも大きい幅を有するガラス製であることを特徴とする請求項1または請求項2、または、請求項1に従属する請求項3に記載の化粧板の製造装置。
【請求項6】
前記載置台は、平滑平坦な超鏡面状の前記載置面を有する金属製であり、前記窓部が前記搬送方向に直交方向の前記基材の幅よりも大なる開口から成ることを特徴とする請求項1または請求項2、または、請求項1に従属する請求項3に記載の化粧板の製造装置。
【請求項7】
前記移動手段は、前記樹脂フィルムに対し、前記搬送方向への引張力を付与しつつ移動させて前記張力を付与するものであることを特徴とする請求項1または請求項2、または、請求項1に従属する請求項3に記載の化粧板の製造装置。
【請求項8】
前記押圧手段は、前記搬送方向に直交方向の前記基材の全幅にわたる幅で、前記基材の上面を均一に押圧することを特徴とする請求項1または請求項2、または、請求項1に従属する請求項3に記載の化粧板の製造装置。
【請求項9】
前記載置台の前記搬送方向の上流側に、前記基材の下面を所定のデザイン面に加工するデザイン加工手段をさらに備える請求項1または請求項2、または、請求項1に従属する請求項3に記載の化粧板の製造装置。
【請求項10】
前記搬送方向の下流側に配置され、前記剥離手段により前記樹脂フィルムが剥離された後に隣接する前記基材の材間を分離する分離手段をさらに備えることを特徴とする請求項1または請求項2、または、請求項1に従属する請求項3に記載の化粧板の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この発明は、鏡面を有する化粧板を製造する化粧板の製造装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、鏡面を有する化粧板の製法として、例えば特許文献1に記載のものが知られている。具体的には、木質基材にメラミン樹脂を塗布してメラミン樹脂層を形成し、このメラミン樹脂層が未硬化状態のときに熱硬化型接着剤を塗布して接着剤層を形成し、この接着剤層の上面に化粧紙を貼付し、化粧紙の上面から加熱加圧するという内容の技術である。この加熱加圧工程で使用する平面熱板式ホットプレスのプレス板の表面を鏡面加工することにより、加熱加圧時にメラミン樹脂の表面を硬化と共に鏡面に加工し、この面に接着される化粧紙を同時に鏡面に仕上げるというものである。
【先行技術文献】
【特許文献】
【0003】
特開2008-23908号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記した特許文献1に記載の製法では、少なくとも木質基材の上にメラミン樹脂層、熱硬化型接着剤層、化粧紙の3つを順次積層するために複数の工程が必要であり、これらの工程のための構成が製造ラインの流れに沿って順次配置されることから、製造装置が大型化しコストの上昇を招くという問題がある。
【0005】
その他の製法として、樹脂層を積層形成した基材表面を研磨して鏡面加工することも提案されているが、樹脂層の積層工程のほかに研磨工程が必要になり、工程数が多くコストの低減が難しい。
【0006】
また、塗布装置により、基材の上面に紫外線硬化樹脂などを予め塗布して樹脂層を形成しておき、樹脂層が形成された基材の上面からPETフィルムを重ねて押圧した状態で樹脂層を硬化させ、PETフィルムを基材に接着させることにより基材の上面に鏡面に仕上げることも行われている。しかし、この手法は、PETフィルムを重ねて押圧して得られる鏡面は粗く、せいぜい艶がある程度の鏡面にしか仕上げることができず鏡面として不十分であるという問題があり、しかも基材に樹脂層を事前に形成する塗布装置が必要になるため、装置が大型化してコストがかかるという問題もあった。
【0007】
この発明は、上記した課題に鑑みてなされたものであり、安価な構成の装置により超鏡面を有する化粧板を製造できるようにすることを目的とする。
【課題を解決するための手段】
【0008】
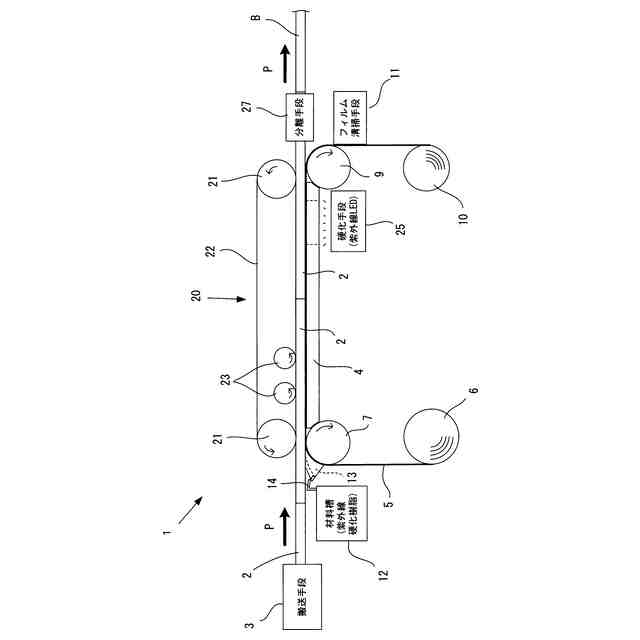
上記した目的を達成するために、本発明に係る化粧板の製造装置は、鏡面を有する化粧板を製造する化粧板の製造装置において、平滑平坦な超鏡面状の載置面を有する載置台と、長尺の木質板から成り下面側が前記載置面に対向して前記載置台上に載置され搬送手段により複数が材間なしの状態で連続して所定の搬送方向に搬送される基材と、前記搬送方向に直交方向の前記基材の幅よりも大きい幅を有し、フィルムロールから繰り出されて前記載置台の前記載置面と前記基材の下面との間を前記搬送方向に移動される樹脂フィルムと、前記基材の搬送に同期して前記樹脂フィルムを移動させる移動手段と、前記基材の前記搬送方向の上流側で前記樹脂フィルムの上面全面にわたり硬化可能な流動性材料を塗布する塗布手段と、前記樹脂フィルムの前記流動性材料の塗布面に重ねられた前記基材を前記載置台側に押圧する押圧手段と、前記載置台の前記搬送方向の下流側に形成された窓部の下方に配置され、前記窓部に覗く前記樹脂フィルムを通して前記流動性材料を硬化させて前記基材の下面に付着させる硬化手段と、前記硬化手段により前記流動性材料が硬化された後の前記樹脂フィルムを剥離し前記搬送方向の下流側で前記樹脂フィルムに所定の張力を付与しつつ巻取ロールに巻き取る巻取手段とを備えることを特徴としている。
【0009】
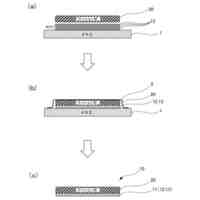
この構成によれば、流動性樹脂が塗布された樹脂フィルムが基材に貼り付けられるとともに基材が下方に押圧され、基材の下面に付着した流動性材料および樹脂フィルムが載置台の超鏡面状の載置面に押し付けられ、これにより流動性材料の下面側が載置面の超鏡面に倣った状態で流動性材料が硬化され、流動性材料の下面側に超鏡面が転写されて樹脂フィルムが剥離されるため、一連の1つの工程で基材に超鏡面を形成することが可能になり、安価な構成の装置により、超鏡面を有する化粧板を製造することができる。
【0010】
また、前記流動性材料は、紫外線硬化特性または電子線硬化特性による接着性を有し、前記硬化手段は、前記流動性材料に紫外線または電子線を照射して前記流動性材料を硬化させるものであるとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三和合板株式会社
化粧板の製造装置
1か月前
三和合板株式会社
化粧板の製造装置
10か月前
個人
気泡緩衝材減容装置
17日前
豊田鉄工株式会社
金型
2か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法。
2か月前
日機装株式会社
加圧システム
5か月前
株式会社カワタ
計量混合装置
4か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社漆原
シートの成形方法
4か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社不二越
射出成形機
6か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
1か月前
株式会社コスメック
射出成形装置
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
コイト電工株式会社
フレーム成形品
1か月前
トヨタ自動車株式会社
真空成形装置
5か月前
日産自動車株式会社
成形装置
3か月前
三和合板株式会社
化粧板の製造装置
1か月前
株式会社バルカー
シートガスケット
12日前
東レ株式会社
繊維強化プラスチック構造体
1か月前
株式会社日本製鋼所
射出成形機
2か月前
東レ株式会社
半導体モールド用離型フィルム
5か月前
帝人株式会社
複数の孔を有する成形品
5か月前
帝人株式会社
複数の孔を有する成形品
15日前
株式会社ミヤコシ
解反機
4か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
1か月前
フジコピアン株式会社
熱転写インク回収装置
1か月前
シチズンファインデバイス株式会社
接合装置
4か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
1か月前
東レ株式会社
一体化成形品及びその製造方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ