TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121166
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016446
出願日
2024-02-06
発明の名称
冷間圧延機、冷間圧延方法、及び鋼板の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
1/22 20060101AFI20250812BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】スタンドを構成する中間ロールの表面に粗度を付与することで生産ロスを招くことなく冷間圧延中における振動を抑制することができる冷間圧延機、冷間圧延方法、及び鋼板の製造方法を提供する。
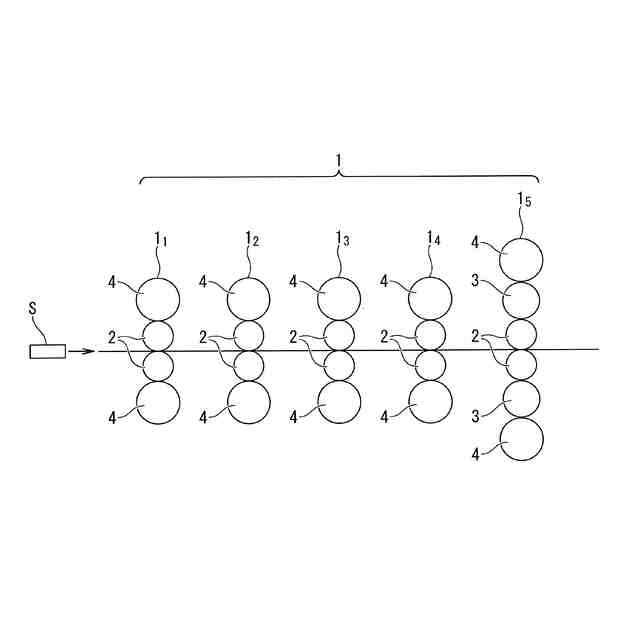
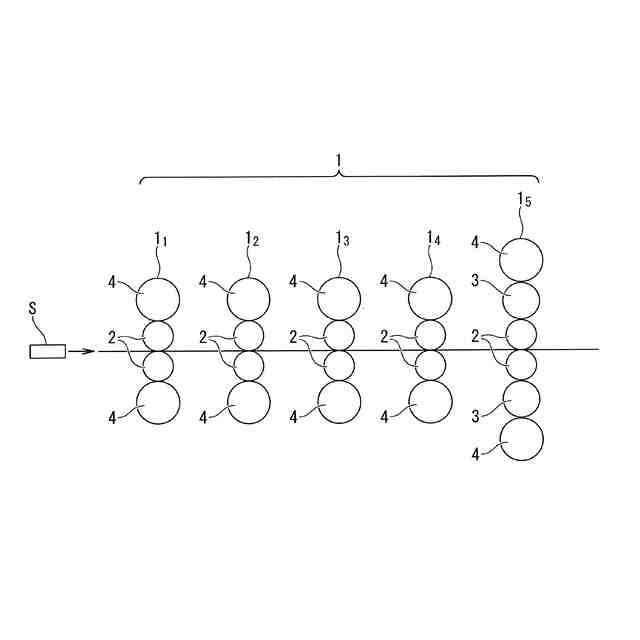
【解決手段】冷間圧延機1は、圧延対象材Sを冷間圧延する複数のスタンド1
1
~1
5
を有する。複数のスタンド1
1
~1
5
のうちの少なくとも1つのスタンド1
5
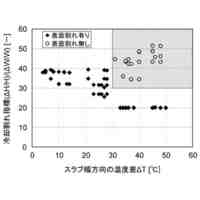
は、圧延対象材Sを冷間圧延する上下一対のワークロール2と、上下一対のワークロール2を上下方向からそれぞれ支持する上下一対の中間ロール3と、上下一対の中間ロール3を上下方向からそれぞれ支持する上下一対のバックアップロール4とを備えている。上下一対の中間ロール3の各々の表面粗さRaは1.1μm以上1.5μm以下である。
【選択図】図1
特許請求の範囲
【請求項1】
圧延対象材を冷間圧延する複数のスタンドを有する冷間圧延機であって、
前記複数のスタンドのうちの少なくとも1つのスタンドは、前記圧延対象材を冷間圧延する上下一対のワークロールと、該上下一対のワークロールを上下方向からそれぞれ支持する上下一対の中間ロールと、該上下一対の中間ロールを上下方向からそれぞれ支持する上下一対のバックアップロールとを備え、
前記上下一対の中間ロールの各々の表面粗さRaが1.1μm以上1.5μm以下であることを特徴とする冷間圧延機。
続きを表示(約 130 文字)
【請求項2】
請求項1に記載の冷間圧延機を用いて圧延対象材を冷間圧延することを特徴とする冷間圧延方法。
【請求項3】
請求項2に記載の冷間圧延方法を用いて圧延対象材としての鋼板を冷間圧延する工程を含むことを特徴とする鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属帯の冷間圧延中におけるスタンドの振動を抑制することができる冷間圧延機、冷間圧延方法、及び鋼板の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
タンデム冷間圧延ラインに用いられる冷間圧延機では、金属帯の冷間圧延を行う際に、圧延速度がある程度速いと、冷間圧延機におけるスタンドにチャタリングと呼ばれる振動が発生し、冷間圧延された金属帯の品質に悪影響を及ぼすことが懸念される。このチャタリングに対する一般的な対応としては、スタンドに振動を検出するセンサーを設けてスタンドの振動状態をモニタリングし、振動が発生しない速度域まで圧延速度を減速して冷間圧延を行う手法がとられている。
【0003】
しかしながら、この手法では生産効率を低下させてしまうため、スタンドの振動を防止する数多くの提案が従来からなされている。
例えば、特許文献1に示す圧延機の振動防止装置は、金属帯を圧延する圧延機のバックアップロールの2つのチョックの間または2つの圧力台の間に取り付けられた弾性を有する梁と、この梁に搭載された付加質量と、付加質量の動きを制動するダンパとを備えている。
【0004】
特許文献1に示す圧延機の振動防止装置によれば、圧延機の振動をコンパクトな付加質量(制振用重り)で効果的に抑制することができる。
【先行技術文献】
【特許文献】
【0005】
特開平9-267110号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、この従来の特許文献1に示す圧延機の振動防止装置にあっては、以下の課題があった。
即ち、特許文献1に示す圧延機の振動防止装置の場合、圧延機(スタンド)において、梁、付加質量、及びダンパを、金属帯を圧延するワークロールやバックアップロール以外に設置する必要がある。このため、それら部材を設置するためにラインを停止する必要があり、生産ロスの課題があった。
【0007】
従って、本発明はこの従来の課題を解決するためになされたものであり、その目的は、スタンドを構成する中間ロールの表面に粗度を付与することで生産ロスを招くことなく冷間圧延中における振動を抑制することができる冷間圧延機、冷間圧延方法、及び鋼板の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の一態様に係る冷間圧延機は、圧延対象材を冷間圧延する複数のスタンドを有する冷間圧延機であって、前記複数のスタンドのうちの少なくとも1つのスタンドは、前記圧延対象材を冷間圧延する上下一対のワークロールと、該上下一対のワークロールを上下方向からそれぞれ支持する上下一対の中間ロールと、該上下一対の中間ロールを上下方向からそれぞれ支持する上下一対のバックアップロールとを備え、前記上下一対の中間ロールの各々の表面粗さRaが1.1μm以上1.5μm以下であることを要旨とする。
【0009】
また、本発明の別の態様に係る冷間圧延方法は、前述の冷間圧延機を用いて圧延対象材を冷間圧延することを要旨とする。
また、本発明の別の態様に係る鋼板の製造方法は、前述の冷間圧延方法を用いて圧延対象材としての鋼板を冷間圧延する工程を含むことを要旨とする。
【発明の効果】
【0010】
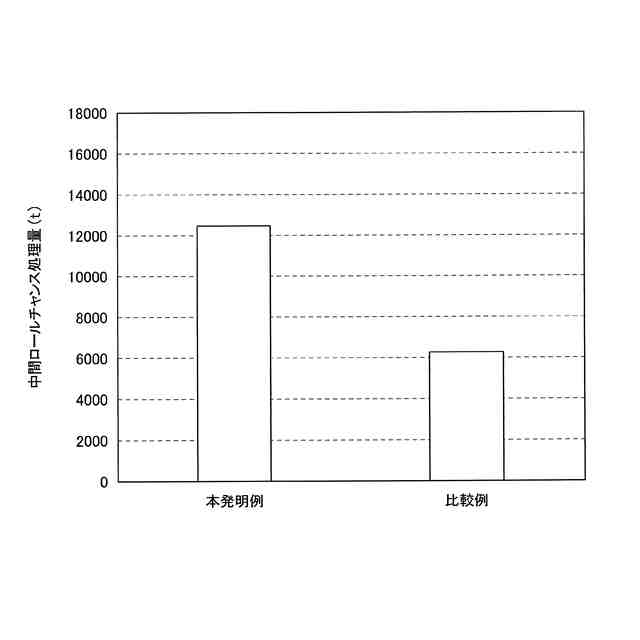
本発明に係る冷間圧延機、冷間圧延方法、及び鋼板の製造方法によれば、スタンドを構成する中間ロールの表面に粗度を付与することで生産ロスを招くことなく冷間圧延中における振動を抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
日伸工業株式会社
プレス加工装置
2か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
株式会社不二越
NC転造盤
5か月前
株式会社不二越
NC転造盤
1か月前
オムロン株式会社
導線折り曲げ治具
2日前
株式会社アマダ
曲げ金型
1日前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
株式会社アマダ
曲げ加工機
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
株式会社トラバース
パンチング加工装置
4か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社TMEIC
監視装置
4か月前
日産自動車株式会社
逐次成形方法
6か月前
ユニプレス株式会社
プレス加工装置
29日前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
株式会社三明製作所
転造装置
1日前
株式会社カネミツ
筒張出部形成方法
7か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
5か月前
株式会社不二越
転造加工用平ダイス
5か月前
トヨタ紡織株式会社
プレス金型装置
3か月前
株式会社吉野機械製作所
プレス機械
2か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
株式会社吉野機械製作所
プレス機械
7か月前
東洋製罐株式会社
有底筒状体加工装置
6か月前
株式会社アマダ
プレスブレーキ
1か月前
JFEスチール株式会社
熱延鋼板の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ