TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025121590
公報種別
公開特許公報(A)
公開日
2025-08-20
出願番号
2024017120
出願日
2024-02-07
発明の名称
検査装置、及び、検査方法
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
G01N
21/956 20060101AFI20250813BHJP(測定;試験)
要約
【課題】 保護膜が積層されたウェーハにおける、保護膜の塗布状況の検出を高分解能、又は、短時間で実行し得る検査装置、又は、検査方法の提供。
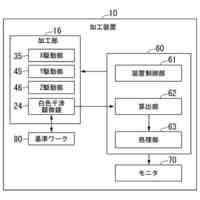
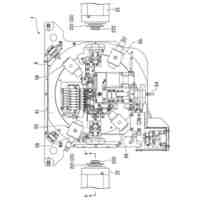
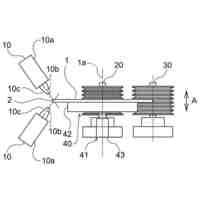
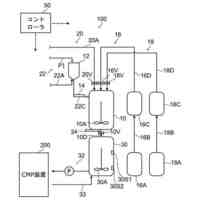
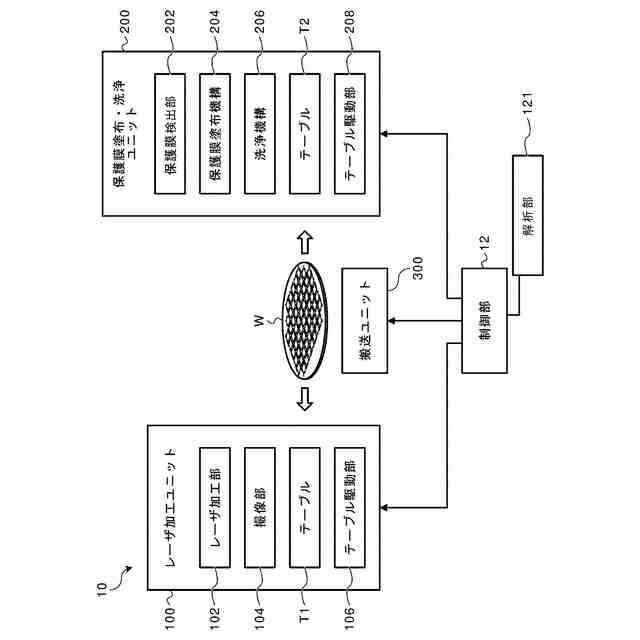
【解決手段】 表面に保護膜が被覆されたウェーハに光を照射する光源ユニットと、前記ウェーハからの反射光もしくは、前記保護膜に含まれる添加剤が前記光を吸収することで発せられる蛍光を受光する受光ユニットと、前記光源ユニットと前記受光ユニットからなる測定ユニットに対して前記ウェーハを相対的に移動させて、前記照射位置を前記ウェーハ上で走査する位置調整手段と、少なくとも前記ウェーハの外周領域の画像を解析して前記保護膜の塗布状況を評価する解析部と、を備える検査装置。
【選択図】図1B
特許請求の範囲
【請求項1】
表面に保護膜が被覆されたウェーハに光を照射する光源ユニットと、
前記ウェーハからの反射光もしくは、前記保護膜に含まれる添加剤が前記光を吸収することで発せられる蛍光を受光する受光ユニットと、
前記光源ユニットと前記受光ユニットからなる測定ユニットに対して前記ウェーハを相対的に移動させて、照射位置を前記ウェーハ上で走査する位置調整手段と、
少なくとも前記ウェーハの外周領域の画像を解析して前記保護膜の塗布状況を評価する解析部と、を備える検査装置。
続きを表示(約 880 文字)
【請求項2】
前記解析部は、前記照射位置が前記外周領域から中心側へと走査されて順次取得される画像のうち、前記外周領域の画像から順に解析する請求項1に記載の検査装置。
【請求項3】
前記塗布状況に異常が検出された場合、前記走査を中止して前記ウェーハの検査を終了する、請求項2に記載の検査装置。
【請求項4】
前記外周領域の画像の解析から前記塗布状況に異常が検出された場合、中心側への走査を中止する、請求項2に記載の検査装置。
【請求項5】
前記外周領域において前記塗布状況に異常が検出されない場合、検査モードを切り替える、請求項2に記載の検査装置。
【請求項6】
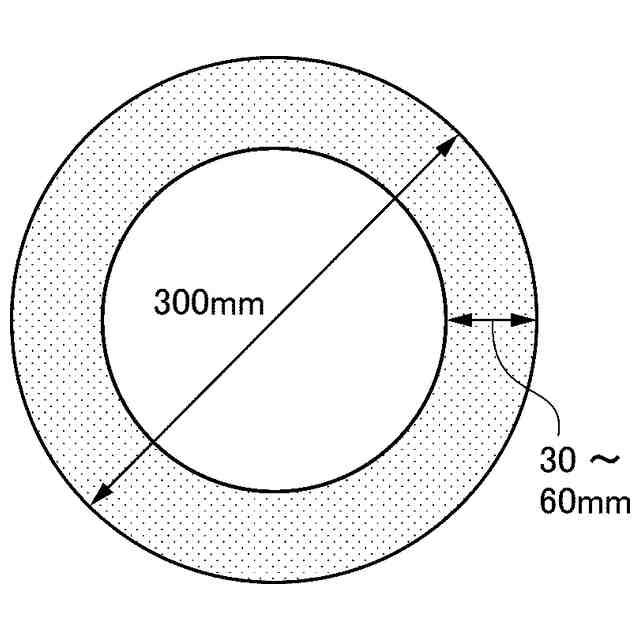
前記外周領域は、前記ウェーハの外縁端部から前記ウェーハの半径の50%以内の範囲として予め定められる、請求項1乃至5のいずれか1項に記載の検査装置。
【請求項7】
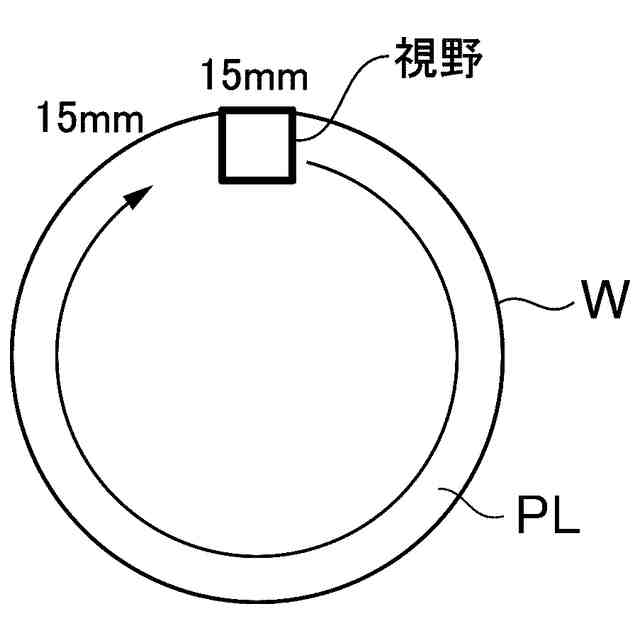
前記外周領域は、前記受光ユニットの視野の大きさに応じて定められる、請求項1乃至5のいずれか1項に記載の検査装置。
【請求項8】
前記外周領域は、前記ウェーハの外縁端部を基準に、前記受光ユニットの視野の大きさと同等の幅を持つ領域とされる請求項7に記載の検査装置。
【請求項9】
表面に保護膜が被覆されたウェーハの前記保護膜の塗布状況の検査方法であって、
前記ウェーハに光を照射して反射光を受光すること、又は、前記ウェーハに光を照射して、前記保護膜に含まれる添加剤が前記光を吸収することで発せられる蛍光を受光することと、
前記光の照射位置を前記ウェーハ上で走査することと、
少なくとも前記ウェーハの外周領域の画像を解析して前記保護膜の塗布状況を評価することと、を含む、検査方法。
【請求項10】
前記画像の取得は、前記外周領域から中心側へと走査して行われ、
前記解析は、前記外周領域の画像から順に実施される、請求項9に記載の検査方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物としてウェーハに塗布された保護膜の塗布状況を検査する保護膜の検査装置及びそれを用いた検査方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
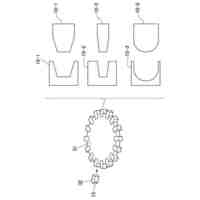
半導体製造装置において、被加工物であるウェーハにレーザグルービング、レーザフルカット、レーザパターニング等のレーザアブレーション加工をする場合、アブレーション加工前に加工対象物の加工面に水溶性樹脂を含む保護膜剤をスピンコート等の方法で塗布して保護膜を形成する場合がある。保護膜は、アブレーション加工時の加工くずが加工対象物の加工面に付着することを防止する。
【0003】
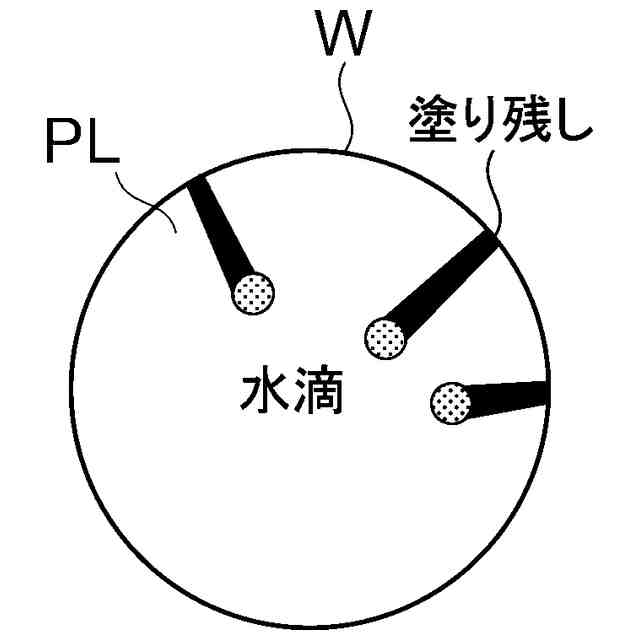
また、加工後は、洗い流すことで、保護膜ごと加工中に溶融したデブリを除去することが可能となる。しかし、まれに保護膜が十分に形成されていない箇所が残る現象、塗布不良、塗り残しが発生する。塗残し部分ではデブリが直接ウェーハに固着してしまい、製造不良につながる。したがって、歩留まり向上のため、保護膜の塗布状況を事前に検査する必要がある。なお、ここでいう塗布状況には、保護膜の厚みの均一性が含まれ、塗布状況の異常は、具体的には、保護膜の形成不良(塗り残し)によるものが挙げられる。すなわち、保護膜の塗布状況の検査には、保護膜の形成不良の検査が含まれる。
【0004】
従来、表面にパターンを有する基板の該表面に形成された保護膜の厚みを測定する場合、保護膜に向かって、保護膜の成分として含まれる材料が蛍光する波長の励起光を照射して、光路上に集光レンズを配置し、受光ユニット(例えば撮像ユニット)によって取得されたそれぞれの画像の画素の輝度によって蛍光強度を測定する。そして、事前取得された保護膜蛍光強度と保護膜厚みとの相関データ、及び算出した保護膜の蛍光強度から保護膜の厚みを認識することが知られ、特許文献1に記載されている。
【0005】
また、保護膜の被覆状態を高精度に検出するため、保護膜からの蛍光を反射して光検出部に導く反射面を持つ反射鏡と、を有し、反射面は、回転楕円体の曲面の一部からなり、回転楕円体の二つの焦点のうち一方の焦点は保護膜の励起光が照射される部分に位置し、他方の焦点は光検出部に位置することが知られ、特許文献2に記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2022-178427号公報
特開2017-227532号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のものは、受光ユニットとしてワーク半径以上の長さの撮像領域を有するラインスキャンカメラを使用し、ワークを回転すること、あるいはワークの全面を撮像可能な撮像領域を有するエリアセンサカメラ、ワークの表面略1/4を撮像可能な撮像領域を有するエリアセンサカメラを用いて撮像画像を取得するものであり、分解能を高くすることが困難であり、励起光を照射する光源は高出力のものが必要とされていた。
【0008】
特許文献2に記載のものは、保護膜からの蛍光を回転楕円体の局面の一部からなる反射面にて集光し、ウェーハを回転し、蛍光検出装置の検出部をウェーハWの周縁から中心に向かう螺旋状に移動させるものであり、小エリアを対象として、ワーク全面を走査しながら測定するため、検出時間を短縮することが困難であった。
【0009】
本発明は、上記従来技術の課題の少なくともいずれか1つを解決し、保護膜が被覆されたウェーハにおける、保護膜の塗布状況の検出を高分解能、又は、短時間で実行し得る検査装置、又は、検査方法の提供を課題とする。
【課題を解決するための手段】
【0010】
本発明の課題を解決するための構成は以下のとおりである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
22日前
株式会社東京精密
加工装置
1日前
株式会社東京精密
加工装置
8日前
株式会社東京精密
プローバ
9日前
株式会社東京精密
プローバ
2日前
株式会社東京精密
プローバ
12日前
株式会社東京精密
プローバ
3日前
株式会社東京精密
加工装置
22日前
株式会社東京精密
プローバ
22日前
株式会社東京精密
加工装置
3日前
株式会社東京精密
プローバ
8日前
株式会社東京精密
加工装置
3日前
株式会社東京精密
ロッカー
1か月前
株式会社東京精密
搬送装置
1日前
株式会社東京精密
加工方法
3日前
株式会社東京精密
研削装置
1日前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
亀裂測定器
1日前
株式会社東京精密
亀裂測定器
1日前
株式会社東京精密
電池検査装置
12日前
株式会社東京精密
レーザ加工装置
1日前
株式会社東京精密
レーザ加工装置
1日前
株式会社東京精密
半導体製造装置
1日前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1日前
株式会社東京精密
テープ貼付装置
1日前
株式会社東京精密
レーザ加工装置
1日前
株式会社東京精密
カーフ洗浄装置
2か月前
株式会社東京精密
スラリー供給装置
23日前
株式会社東京精密
ハブレスブレード
3日前
株式会社東京精密
ケーブルのガイド方法
1日前
株式会社東京精密
校正方法及び校正装置
8日前
株式会社東京精密
加工装置及び加工方法
1日前
株式会社東京精密
ウェーハの面取り装置
1日前
株式会社東京精密
ウェーハの面取り装置
1日前
株式会社東京精密
吸着装置及び研削装置
1日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ