TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025145157
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024045193
出願日
2024-03-21
発明の名称
加工装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20250926BHJP(基本的電気素子)
要約
【課題】ウェーハの正確な加工を行うことができる加工装置を提供することを目的とする。
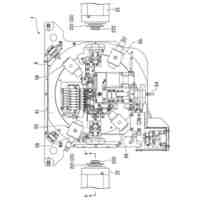
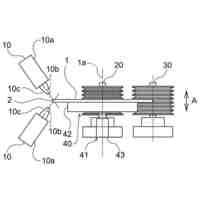
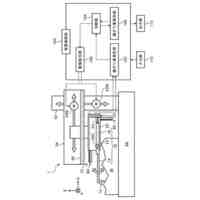
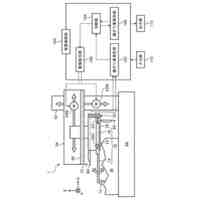
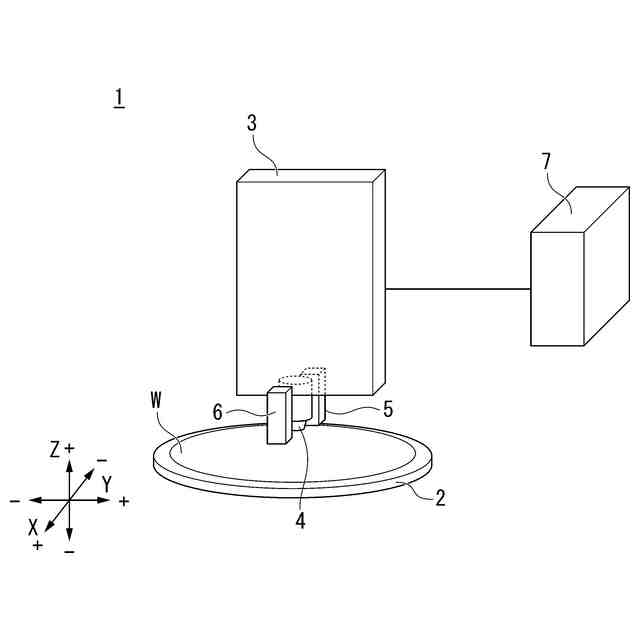
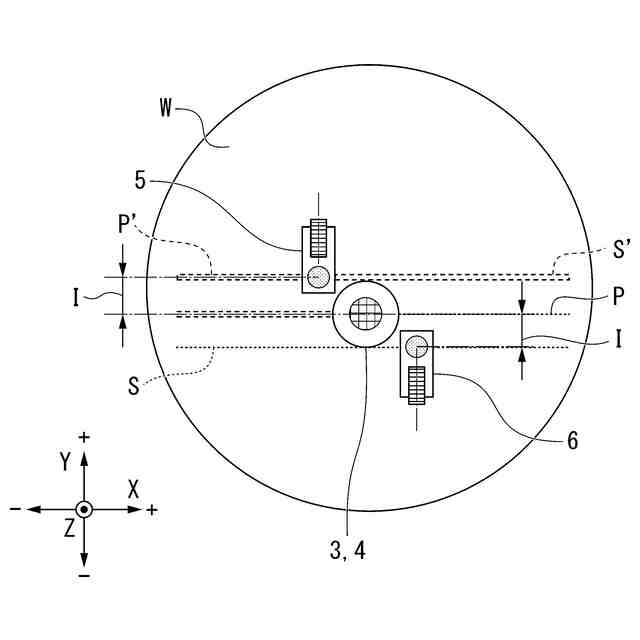
【解決手段】本発明の一実施形態に係る加工装置は、ウェーハの少なくとも一方向に延在する複数のダイシングストリートに沿って進行方向に移動しながら加工用レーザー光を照射する加工用レーザー照射装置と、前記加工用レーザー光と同一の光軸を有し、前記ウェーハの表面に検出用レーザー光を照射し、前記検出用レーザー光の反射光に基づいて前記ウェーハの表面の高さ位置を検出する同軸高さ検出部と、前記加工用レーザー照射装置に対して前方に位置する前方高さ検出部と、前記加工用レーザー照射装置に対して前記前方と逆側の後方に位置する後方高さ検出部と、を備え、前記前方高さ検出部及び前記後方高さ検出部は、前記複数のダイシングストリートの並列方向に移動可能であり、ダイシングストリートの高さ位置を検出する。
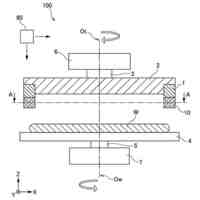
【選択図】図1
特許請求の範囲
【請求項1】
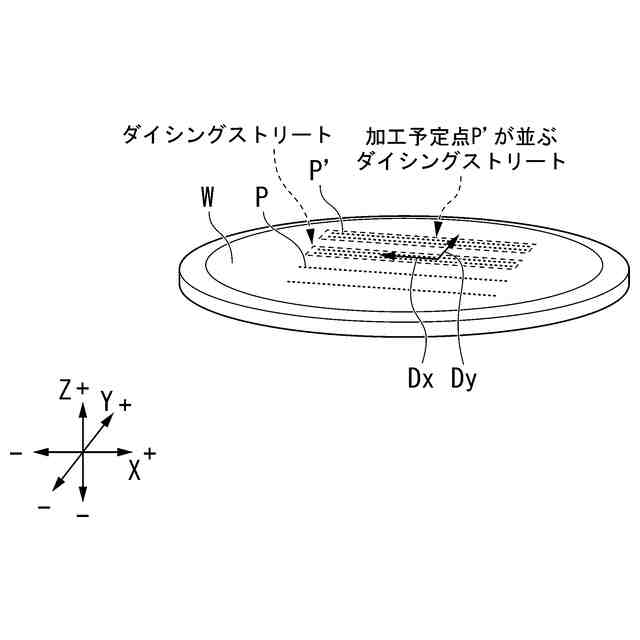
ウェーハの少なくとも一方向に延在する複数のダイシングストリートに沿って進行方向に移動しながら加工用レーザー光を照射する加工用レーザー照射装置と、
前記加工用レーザー光と同一の光軸を有し、前記ウェーハの表面に検出用レーザー光を照射し、前記検出用レーザー光の反射光に基づいて前記ウェーハの表面の高さ位置を検出する同軸高さ検出部と、
前記加工用レーザー照射装置に対して前方に位置する前方高さ検出部と、
前記加工用レーザー照射装置に対して前記前方と逆側の後方に位置する後方高さ検出部と、を備え、
前記前方高さ検出部は、前記複数のダイシングストリートの並列方向に移動可能であり、前記加工用レーザー照射装置による加工前の前記ダイシングストリートの高さ位置を検出し、
前記後方高さ検出部は、前記複数のダイシングストリートの並列方向に移動可能であり、前記加工用レーザー照射装置による加工後の前記ダイシングストリートの高さ位置を検出する、加工装置。
続きを表示(約 240 文字)
【請求項2】
前記前方高さ検出部により取得された高さ情報を利用して前記ウェーハの表面の高さ位置を補正する、請求項1に記載の加工装置。
【請求項3】
前記前方高さ検出部により取得された高さ情報と及び前記後方高さ検出部により取得された高さ情報に基づいて加工後の前記ダイシングストリートの表面状態を判定する、請求項1又は2に記載の加工装置。
【請求項4】
前記ウェーハの表面状態についての異常検出を行う、請求項1又は2に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、表面に半導体装置や電子部品等が形成されたウェーハを個々のチップに分割するには、細かなダイヤモンド砥粒を含む厚さ30μm程度の薄い砥石により、ウェーハに研削溝を入れてウェーハをカットするダイシングを行う加工装置が用いられている。
【0003】
当該加工装置では、ダイシングブレードを例えば30,000~60,000rpmで高速回転させてウェーハを研削し、ウェーハを完全切断(フルカット)又は不完全切断(ハーフカット或いはセミフルカット)が行われる。
【0004】
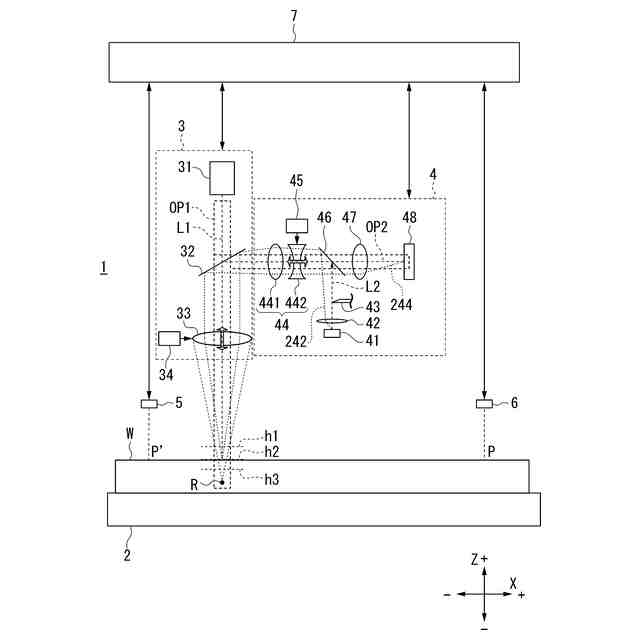
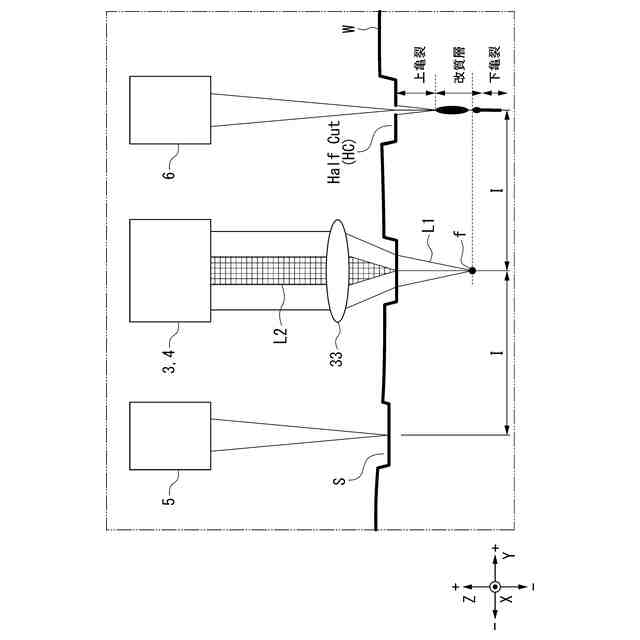
近年、従来のダイシングブレードによる切断に替えて、ウェーハの内部に集光点を合わせてレーザー光を入射し、ウェーハ内部に改質領域を形成して個々のチップに分割する加工装置が提案されている(例えば、特許文献1参照)。このような技術では、ウェーハの内部に形成する改質領域をウェーハの表面から一定の深さに形成するため、オートフォーカス機構を用いてウェーハの表面の高さ位置(厚み方向における位置)を検出してレーザー光の集光点の位置を高精度に制御する必要がある。
【0005】
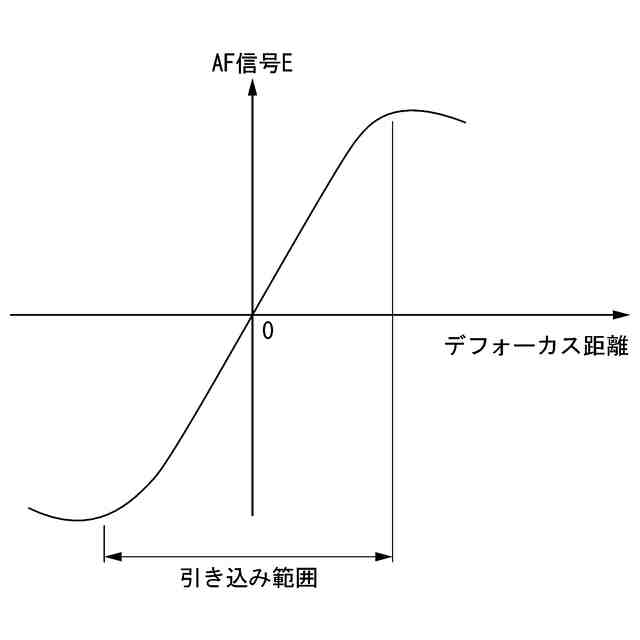
特許文献1に開示された技術では、ウェーハの内部の所定深さに均一に改質領域(変質層)を形成するために、ウェーハの表面に検出用レーザー光(オートフォーカス(AF)用レーザー光)を照射し、その反射光に基づいてウェーハの表面の高さ位置を検出し、常に一定の加工位置を保った状態で、加工が行われる。
【先行技術文献】
【特許文献】
【0006】
特開2016-139726号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
AF用レーザー光を加工用レーザー光と同一の光軸に通した場合、ウェーハの加工タイミングと略同時にウェーハの表面高さ位置を検出することができるため、指定した加工点において正確な加工を行うことができる。しかしながら、加工速度を上げた場合や、ウェーハ表面の高さ位置の変動が大きく、当該ウェーハ表面に対するAF用レーザー光の追従性能が不足している場合は、当該変動に対するAF用レーザー光を検出する検出器の応答に遅れが発生し、ウェーハ表面の正確な高さ位置を検出できない恐れがある。
【0008】
ここで、例えば変位センサなどの検出器を加工進行方向の前方に配置した場合は、ウェーハの表面高さ位置をウェーハの加工前に検出することができる。したがって、ウェーハ表面の凹凸を事前に検出し、検出結果をAF用レーザー光による高さ位置検出に利用することで、AF用レーザー光を検出する検出器の応答の遅れを低減することができる。しかしながら、この場合はウェーハの加工を行うタイミングでウェーハ表面の高さ位置の検出を行っていないため、当該事前のウェーハ表面の検出からウェーハ加工タイミングまでの間にウェーハの状態等が変化した場合、当該変化に対応してウェーハを加工することが困難である。
【0009】
本発明は、このような事情に鑑みてなされたもので、ウェーハの正確な加工を行うことができる加工装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
<1> 本発明の一実施形態に係る加工装置は、ウェーハの少なくとも一方向に延在する複数のダイシングストリートに沿って進行方向に移動しながら加工用レーザー光を照射する加工用レーザー照射装置と、上記加工用レーザー光と同一の光軸を有し、上記ウェーハの表面に検出用レーザー光を照射し、上記検出用レーザー光の反射光に基づいて上記ウェーハの表面の高さ位置を検出する同軸高さ検出部と、上記加工用レーザー照射装置に対して上記前方に位置する前方高さ検出部と、上記加工用レーザー照射装置に対して上記前方と逆側の後方に位置する後方高さ検出部と、を備え、上記前方高さ検出部は、上記複数のダイシングストリートの並列方向に移動可能であり、上記加工用レーザー照射装置による加工前の上記ダイシングストリートの高さ位置を検出し、上記後方高さ検出部は、上記複数のダイシングストリートの並列方向に移動可能であり、上記加工用レーザー照射装置による加工後の上記ダイシングストリートの高さ位置を検出する。
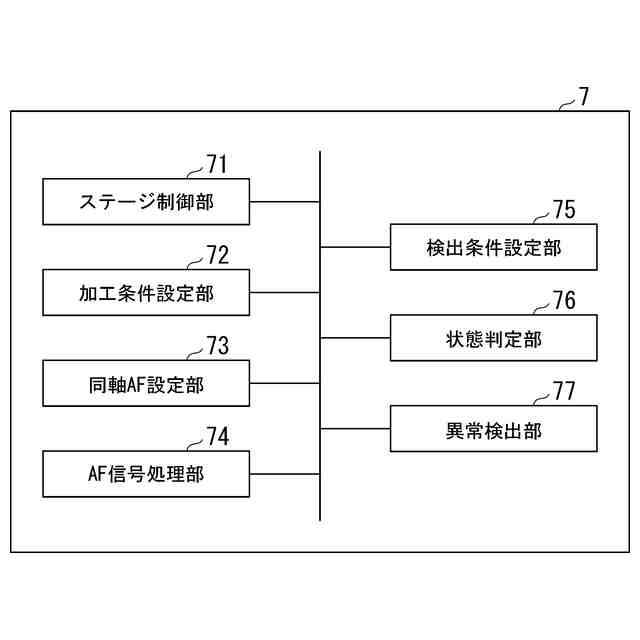
<2> 上記<1>に記載の加工装置は、上記前方高さ検出部により取得された高さ情報を利用してウェーハの表面の高さ位置を補正してもよい。
<3> 上記<1>又は<2>に記載の加工装置は、上記前方高さ検出部により取得された高さ情報と及び上記後方高さ検出部により取得された高さ情報に基づいて加工後の上記ダイシングストリートの表面状態を判定してもよい。
<4> 上記<1>~<3>にいずれかに記載の加工装置は、上記ウェーハの表面状態についての異常検出を行ってもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
2日前
株式会社東京精密
プローバ
2日前
株式会社東京精密
プローバ
11日前
株式会社東京精密
加工装置
2日前
株式会社東京精密
加工方法
2日前
株式会社東京精密
加工装置
21日前
株式会社東京精密
プローバ
7日前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
21日前
株式会社東京精密
ロッカー
1か月前
株式会社東京精密
プローバ
21日前
株式会社東京精密
加工装置
7日前
株式会社東京精密
プローバ
8日前
株式会社東京精密
プローバ
1日前
株式会社東京精密
電池検査装置
11日前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
カーフ洗浄装置
2か月前
株式会社東京精密
スラリー供給装置
22日前
株式会社東京精密
ハブレスブレード
2日前
株式会社東京精密
校正方法及び校正装置
7日前
株式会社東京精密
収容ボックスシステム
1日前
株式会社東京精密
ウェーハセンシング装置
2日前
株式会社東京精密
CMP装置及び研磨方法
1日前
株式会社東京精密
面取り装置及び面取り方法
2日前
株式会社東京精密
加工方法、及び、加工装置
1日前
株式会社東京精密
検査装置、及び、検査方法
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
11日前
株式会社東京精密
測定装置及び移動体の制御方法
11日前
株式会社東京精密
内径測定装置及びそのシステム
7日前
株式会社東京精密
測定装置及び移動体の制御方法
11日前
株式会社東京精密
測定装置及び移動体の制御方法
11日前
株式会社東京精密
面取り装置、及び、面取り方法
1日前
株式会社東京精密
CMP装置、及び、CMP方法
1か月前
株式会社東京精密
測定機の管理方法及び管理装置
11日前
株式会社東京精密
プローバおよびウェーハ冷却方法
2日前
株式会社東京精密
カメラのキャリブレーション方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ