TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025122388
公報種別
公開特許公報(A)
公開日
2025-08-21
出願番号
2024017828
出願日
2024-02-08
発明の名称
判定装置
出願人
株式会社プロテリアル
代理人
名古屋国際弁理士法人
主分類
B29B
7/72 20060101AFI20250814BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】押出機の立ち上げが完了した時刻を正確に判定できる判定装置を提供すること。
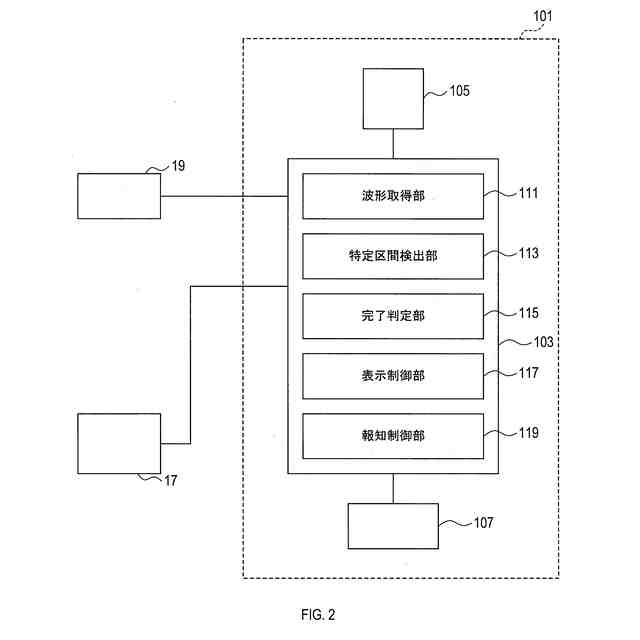
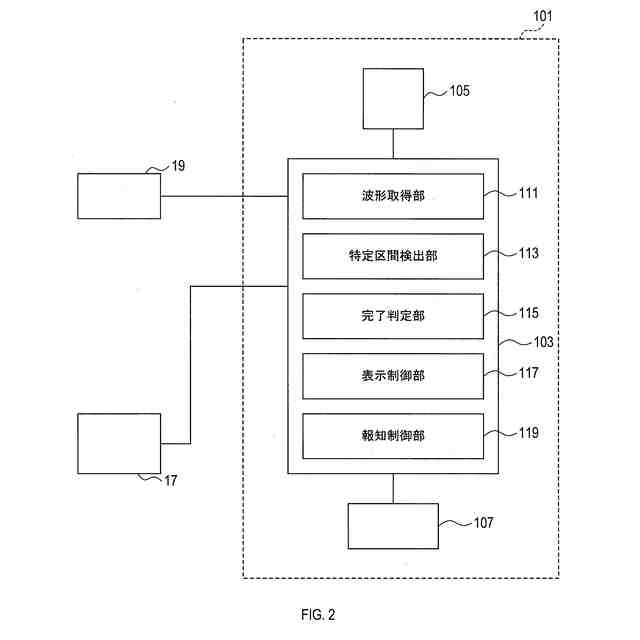
【解決手段】判定装置は、波形取得部と、特定区間検出部と、完了判定部と、を備える。波形取得部は、押出機の立ち上げ時に、押出機から、(a)押出機における樹脂圧力、及び(b)押出機が備えるスクリューモータの負荷電流値のうちの少なくとも一方である観測値の波形を取得する。特定区間検出部は、観測値の波形において、傾きの絶対値が閾値以下である一次式に近似できる特定区間を検出する。完了判定部は、特定区間が現れた時刻から所定の付加時間だけ後の時刻に、押出機の立ち上げが完了すると判定する。
【選択図】図2
特許請求の範囲
【請求項1】
押出機の立ち上げ時に、前記押出機から、(a)前記押出機における樹脂圧力、及び(b)前記押出機が備えるスクリューモータの負荷電流値のうちの少なくとも一方である観測値の波形を取得するように構成された波形取得部と、
前記観測値の波形において、傾きの絶対値が閾値以下である一次式に近似できる特定区間を検出するように構成された特定区間検出部と、
前記特定区間が現れた時刻から所定の付加時間だけ後の時刻に、前記押出機の立ち上げが完了すると判定する完了判定部と、
を備える判定装置。
続きを表示(約 300 文字)
【請求項2】
請求項1に記載の判定装置であって、
前記観測値は前記(a)である、
判定装置。
【請求項3】
請求項1又は2に記載の判定装置であって、
前記特定区間検出部は、前記(a)の波形と、前記(b)の波形とのそれぞれについて、前記特定区間を検出するように構成され、
前記完了判定部は、前記(a)の波形から検出された前記特定区間が現れた時刻と、前記(b)の波形から検出された前記特定区間が現れた時刻とのうち、遅い方の時刻から、前記付加時間だけ後の時刻に、前記押出機の立ち上げが完了すると判定するように構成された、
判定装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は判定装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1に押出機が記載されている。押出機の立ち上げ時に、作業者は、樹脂圧力計の数値と、スクリューモータの負荷電流計の数値とを読み取りながら、立ち上げが完了したか否かを判定していた。立ち上げが完了したと判定した時刻までに押出機から押し出された樹脂は、製品に使用されることなく廃棄される。立ち上げが完了したと判定した時刻以降に押出機から押し出された樹脂は、製品に使用される。
【先行技術文献】
【特許文献】
【0003】
特開平10-109354号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
作業者ごとに、立ち上げが完了したと判定する時刻がばらつくことがあった。立ち上げが完了したと判定する時刻が過度に早いと、本来は廃棄すべき樹脂が製品に使用されてしまう。また、立ち上げが完了したと判定する時刻が過度に遅いと、本来は製品に使用できる樹脂が廃棄されてしまう。
【0005】
本開示の1つの局面では、押出機の立ち上げが完了する時刻を正確に判定できる判定装置を提供することが好ましい。
【課題を解決するための手段】
【0006】
本開示の1つの局面は、押出機の立ち上げ時に、前記押出機から、(a)前記押出機における樹脂圧力、及び(b)前記押出機が備えるスクリューモータの負荷電流値のうちの少なくとも一方である観測値の波形を取得するように構成された波形取得部と、前記観測値の波形において、傾きの絶対値が閾値以下である一次式に近似できる特定区間を検出するように構成された特定区間検出部と、前記特定区間が現れた時刻から所定の付加時間だけ後の時刻に、前記押出機の立ち上げが完了すると判定する完了判定部と、を備える判定装置である。
【0007】
本開示の1つの局面である判定装置は、押出機の立ち上げが完了する時刻を正確に判定できる。
【図面の簡単な説明】
【0008】
押出機の構成を表す説明図である。
判定装置の構成を表すブロック図である。
判定装置が実行する処理を表すフローチャートである。
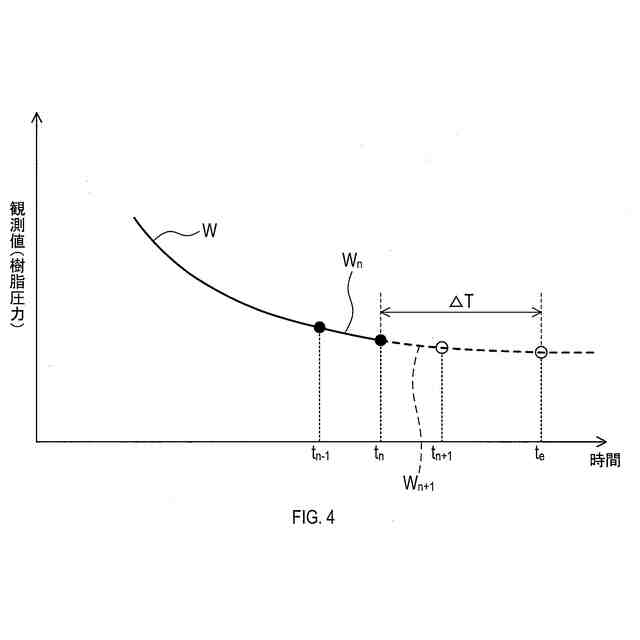
観測値の波形における時刻t
n-1
、t
n
、t
n+1
、付加時間ΔT、及び立ち上げ完了時刻t
e
を表す説明図である。
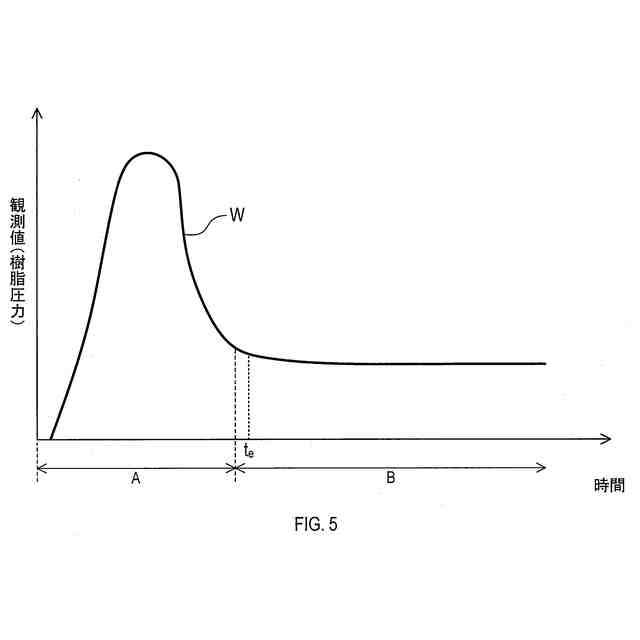
押出機の立ち上げ時と、その後における観測値の波形を表す説明図である。
【発明を実施するための形態】
【0009】
本開示の例示的な実施形態について図面を参照しながら説明する。
<第1実施形態>
1.押出機1の構成
押出機1の構成を、図1に基づき説明する。押出機1は、原料2を供給するための構成として、ホッパ3、フィーダモータ5、及び原料フィーダ7を備える。原料2は、ホッパ3に供給される。フィーダモータ5は、原料フィーダ7が備えるスクリュー7Aを駆動する。ホッパ3に供給された原料2は、スクリュー7Aにより、後述するバレル部9に送られる。
【0010】
押出機1は、樹脂を押し出すための構成として、バレル部9、スクリュー11、スクリューモータ13、及びヘッド部15を備える。バレル部9は中空の筒状の部材である。スクリュー11はバレル部9の内部に収容されている。スクリュー11はスクリューモータ13により駆動される。バレル部9の内部にある原料2は、スクリュー11により、ヘッド部15の方向に送られる。バレル部9の内部で原料2から生じた樹脂16は、ヘッド部15から、押出機1の外部に押し出される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
28日前
シーメット株式会社
光造形装置
8か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社日本製鋼所
押出機
10か月前
個人
射出ミキシングノズル
10か月前
グンゼ株式会社
ピン
8か月前
株式会社FTS
ロッド
7か月前
日機装株式会社
加圧システム
4か月前
個人
樹脂可塑化方法及び装置
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
株式会社漆原
シートの成形方法
3か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社FTS
成形装置
8か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社シロハチ
真空チャンバ
10か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社コスメック
射出成形装置
3か月前
株式会社リコー
画像形成システム
8か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
3か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社神戸製鋼所
混練機
6か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社不二越
射出成形機
1日前
株式会社FTS
セパレータ
7か月前
東レ株式会社
溶融押出装置および押出方法
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































