TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124998
公報種別
公開特許公報(A)
公開日
2025-08-27
出願番号
2024020795
出願日
2024-02-15
発明の名称
芯金治具およびパイプの製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
37/0535 20250101AFI20250820BHJP(工作機械;他に分類されない金属加工)
要約
【課題】造管溶接の際に、ブランク材両端の突合せ精度を高めることができ、溶接不良を低減できる芯金治具を提供する。
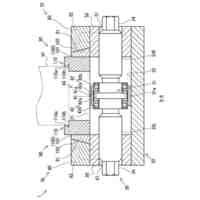
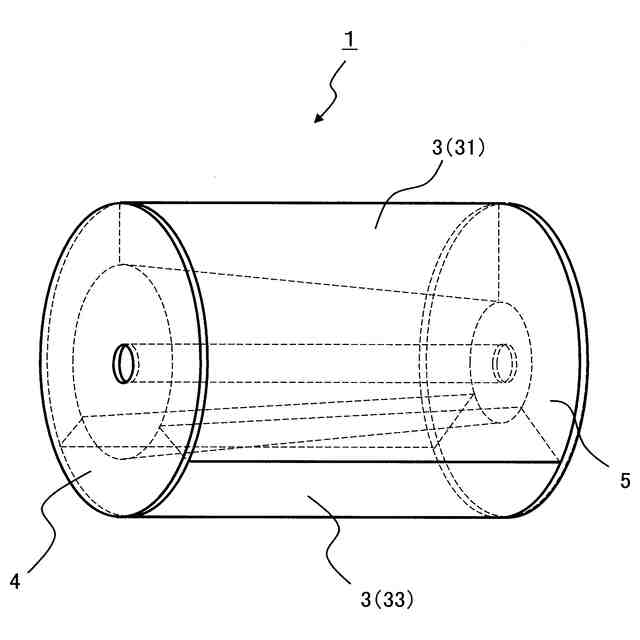
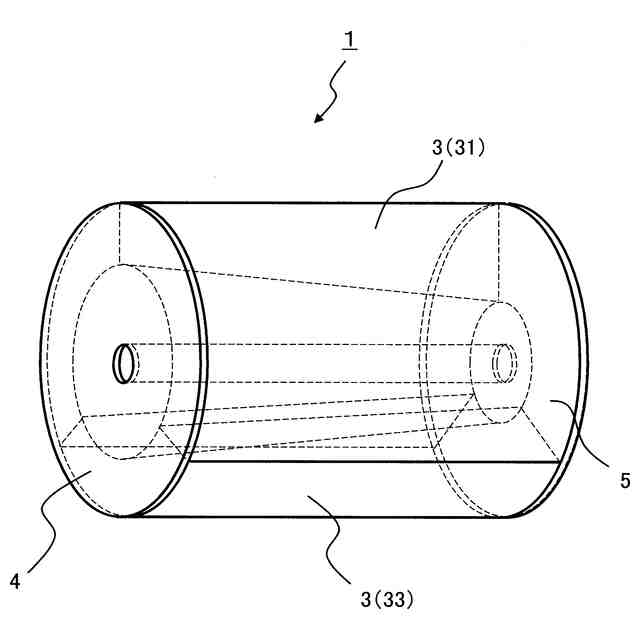
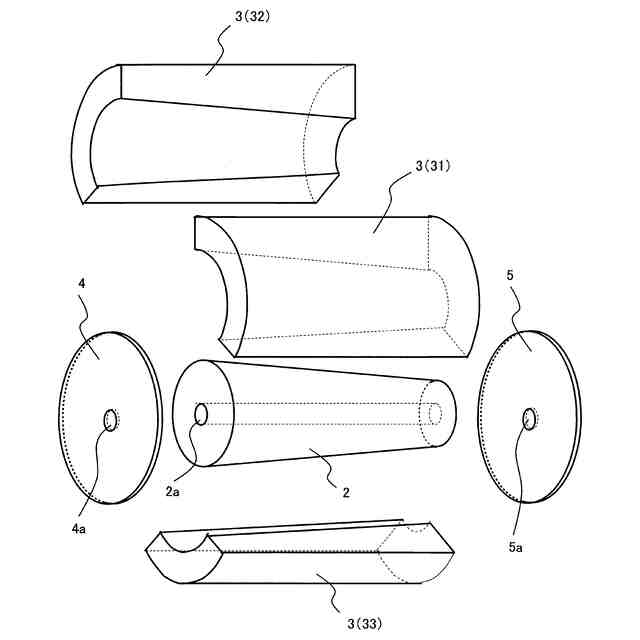
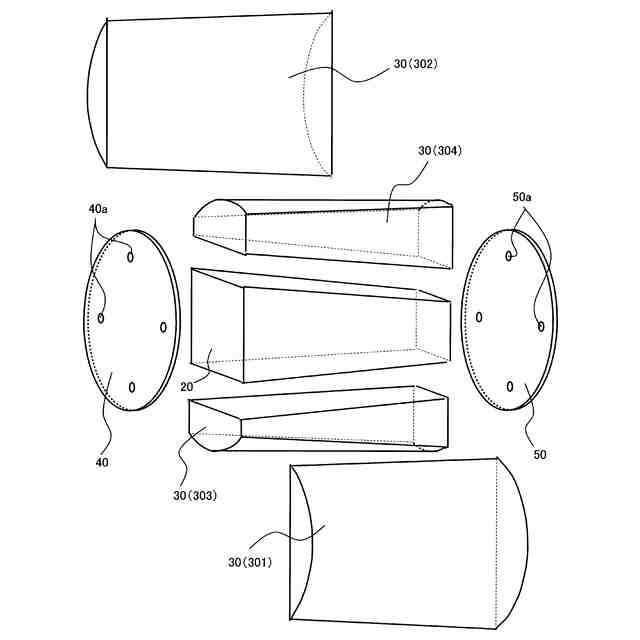
【解決手段】パイプの造管溶接用の芯金治具であって、前記芯金治具は、造管するパイプの内径を外径とする略円柱形状であり、かつ、それぞれが別体とされた、中心部材と、外周部材と、上面部材と、下面部材が、締結により一体とされて構成されており、前記中心部材は、テーパ形状であり、前記外周部材は、前記中心部材の側面に接して配置され、さらに上面視で、3個以上6個以下に分割された外周片部材により構成され、前記上面部材と前記下面部材は、それぞれ前記中心部材と前記外周部材の上面側および下面側に配置され、前記締結が解かれることで分解可能である、芯金治具。
【選択図】図1
特許請求の範囲
【請求項1】
パイプの造管溶接用の芯金治具であって、
前記芯金治具は、造管するパイプの内径を外径とする略円柱形状であり、かつ、それぞれが別体とされた、中心部材と、外周部材と、上面部材と、下面部材が、締結により一体とされて構成されており、
前記中心部材は、テーパ形状であり、
前記外周部材は、前記中心部材の側面に接して配置され、さらに上面視で、3個以上6個以下に分割された外周片部材により構成され、
前記上面部材と前記下面部材は、それぞれ前記中心部材と前記外周部材の上面側および下面側に配置され、
前記締結が解かれることで分解可能である、芯金治具。
続きを表示(約 220 文字)
【請求項2】
前記中心部材は、略円錐台形状、または多角錐台形状である、請求項1に記載の芯金治具。
【請求項3】
前記芯金治具は、側面に、軸方向に平行な溝を有する、請求項1に記載の芯金治具。
【請求項4】
前記芯金治具は、側面に、軸方向に平行な溝を有する、請求項2に記載の芯金治具。
【請求項5】
請求項1~4のいずれかに記載の芯金治具を用いてパイプを製造する、パイプの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、芯金治具に関し、特に、円筒状に巻き加工したブランク材の両端を突合せ溶接してパイプとする造管溶接において、突合せ精度を良好とし、溶接不良を抑止することを可能にするパイプの造管溶接用の芯金治具に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
パイプの製造方法として、板状のブランク材に巻き加工を施し、円筒状としたブランク材の両端を突合せて溶接する造管溶接方法が知られている。従来の巻き加工では、例えば特許文献1に記載されるように、板状のブランク材を金属ロールと弾性樹脂ロールの間に通すことで巻き加工する加工方法(以下、ウレタンロールフォーム加工ともいう。)が用いられる。
【先行技術文献】
【特許文献】
【0003】
特開平8-197285号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
図6は、ウレタンロールフォーム加工の工程を説明する説明図(模式図)である。図6に示すように、ウレタンロールフォーム加工では、板状のブランク材を、金属ロール(鋼ロール)と弾性樹脂ロール(ウレタンロール)の間に通すことで、円筒状に加工する。
【0005】
そして、円筒状に加工されたブランク材は、図7に示すように、外側から金型(外金型)でクランプして押圧することで、その両端が突き合わされ、その状態で突合せ部を溶接することでパイプが製造されていた。
【0006】
しかしながら、かかるウレタンロールフォーム加工では、ブランク材の両端(巻き始め部、巻き終わり部)が樹脂に食い込むため、巻き加工が不十分になる場合があった。図8は、ウレタンロールフォーム加工でブランク材を巻き加工したときの、ブランク材先端の加工状態を示す模式図である。図8に示すように、ウレタンロールフォーム加工では、ブランク材の先端がウレタンロールに食い込むため、先端部分における巻き加工(R加工)が不十分になる場合があった。特にブランク材が硬い素材の場合には、ブランク材先端の巻き加工が不十分になりやすい。
【0007】
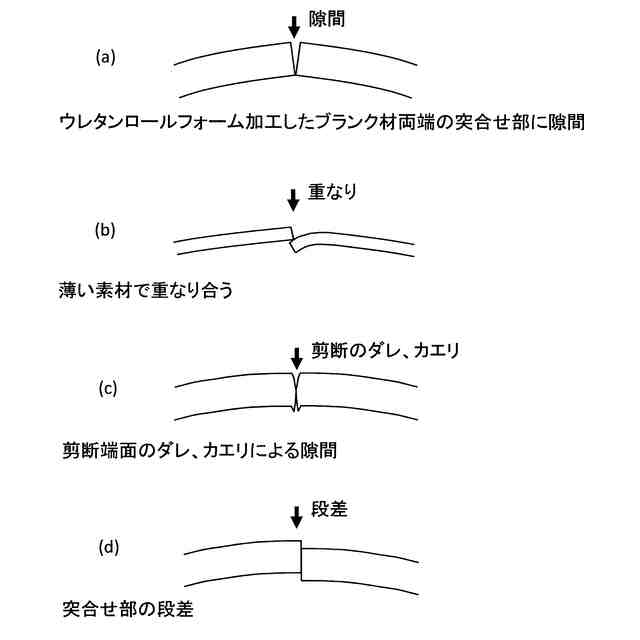
そして、その状態で、ブランク材の両端を溶接(造管溶接)すると、突合せ部には段差や隙間が生じやすく、溶接不良になりやすいという問題があった。図9は、突合せ部に不具合が生じた場合の例を模式的に示した図である。図9(a)は、突合せ部に隙間が生じた場合の例、図9(b)は、突合せ部で重なりが生じた場合の例、図9(c)は、突合せ部に、ブランク材の剪断断面のダレ、カエリによって隙間が生じた場合の例、図9(d)は、突合せ部に段差が生じた場合の例である。
【0008】
このような突合せ部の不具合の原因としては、前述したように巻き加工が不十分となったことばかりでなく、例えばブランク材の素材での反りや捻じれ、ブランク材端面のダレやバリといった剪断品質なども挙げられる。
【0009】
このような不具合が生じた突合せ部を溶接してパイプを製造すると、パイプの形状不良や材質不良が生じやすいという問題があった。また、これらの突合せ状態では、溶接箇所で断面形状不良になるばかりでなく、溶接における溶け込みを確保するために入熱量を高める必要があるため、溶落ちによる穴あきや、熱影響が広範囲におよんで造管溶接後のパイプの強度や、耐食性といった材質面での不良原因になるという問題があった。
【0010】
突合せ部を溶接する際には、突合せ部に段差や隙間がないようにブランク材両端を突き合わせた状態で溶接することが望ましい。このような状態を確保するため、図7に示したように、金型でクランプしつつ押圧することで、ブランク材両端の突合せ精度を確保しようとするのが一般的である。しかしながら、金型での押し付けを適正化しても、突合せ部に隙間や段差が残ることがあり、そのような場合には、溶接の入熱を溶け落ちが生じない程度に高めて突合せ精度の悪い部分を含めて広範囲に溶融させる方法が採られる。しかしながら、そのような方法を採用した場合、溶接ビードが太くなったり、熱影響部(HAZ部)が広くなり、材質不良が生じやすくなるという問題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
7日前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
22日前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
個人
切削油供給装置
4日前
株式会社ダイヘン
多層盛り溶接方法
4か月前
日進工具株式会社
エンドミル
4か月前
キヤノン電子株式会社
加工システム
17日前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社トヨコー
被膜除去方法
3か月前
大見工業株式会社
ドリル
1か月前
ブラザー工業株式会社
工作機械
4か月前
トヨタ自動車株式会社
接合方法
4か月前
村田機械株式会社
レーザ加工機
3か月前
ブラザー工業株式会社
工作機械
4か月前
株式会社不二越
超硬合金製ドリル
3か月前
津田駒工業株式会社
センタリングバイス
11日前
トヨタ自動車株式会社
溶接マスク
2か月前
株式会社ダイヘン
溶接装置
4か月前
ビアメカニクス株式会社
レーザ加工装置
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ