TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025125531
公報種別
公開特許公報(A)
公開日
2025-08-27
出願番号
2025019755
出願日
2025-02-10
発明の名称
鋼片の溶削装置、鋼片の溶削方法及び、鋼片の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
7/06 20060101AFI20250820BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 適切な鋼片の予熱状態を判断することが可能な、鋼片の溶削装置等を提供する。
【解決手段】
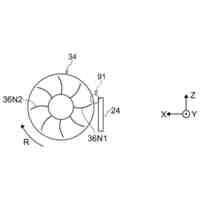
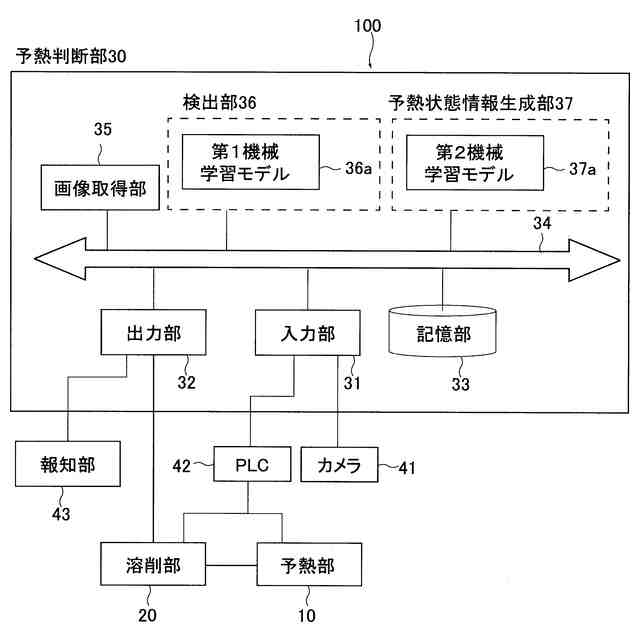
鋼片を予熱する予熱部と、前記予熱部で予熱された前記鋼片の予熱状態を判断する予熱判断部と、前記予熱部で予熱された前記鋼片を溶削する溶削部と、を含む鋼片の溶削装置である。前記予熱判断部は、予熱された前記鋼片の画像を取得する画像取得部と、前記画像において、前記鋼片の溶融物の形態を検出する検出部と、前記鋼片の溶融物の形態に基づいて、前記鋼片の予熱状態を示す予熱状態情報を生成する予熱状態情報生成部と、を有する。前記溶削部は、前記予熱状態情報に基づいて前記鋼片を溶削する。
【選択図】図1
特許請求の範囲
【請求項1】
鋼片を予熱する予熱部と、前記予熱部で予熱された前記鋼片の予熱状態を判断する予熱判断部と、前記予熱部で予熱された前記鋼片を溶削する溶削部と、を含む鋼片の溶削装置であって、
前記予熱判断部は、予熱された前記鋼片の画像を取得する画像取得部と、
前記画像において、前記鋼片の溶融物の形態を検出する検出部と、
前記鋼片の溶融物の形態に基づいて、前記鋼片の予熱状態を示す予熱状態情報を生成する予熱状態情報生成部と、を有し、
前記溶削部は、前記予熱状態情報に基づいて前記鋼片を溶削する、鋼片の溶削装置。
続きを表示(約 1,400 文字)
【請求項2】
前記予熱状態情報生成部は、前記鋼片の溶融物の形態として鋼片の湯だまり及び、鋼片の筋状の形態を用いて、前記鋼片の予熱状態を示す予熱状態情報を生成する、請求項1に記載の鋼片の溶削装置。
【請求項3】
前記検出部は、前記画像を入力データとし、前記鋼片の溶融物の形態を出力する第1機械学習モデルを有し、
前記予熱状態情報生成部は、前記鋼片の溶融物の形態を入力データとし、前記鋼片の予熱状態情報を出力する第2機械学習モデルを有する、請求項1に記載の鋼片の溶削装置。
【請求項4】
前記検出部は、前記画像を入力データとし、前記鋼片の湯だまり及び、前記筋状の形態を出力する第1機械学習モデルを有し、
前記予熱状態情報生成部は、前記鋼片の湯だまり及び、前記筋状の形態を入力データとし、前記鋼片の予熱状態情報を出力する第2機械学習モデルを有する、請求項2に記載の鋼片の溶削装置。
【請求項5】
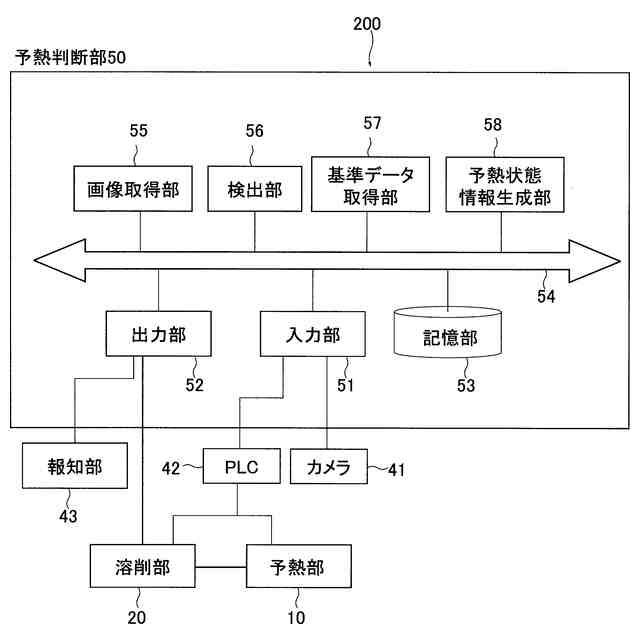
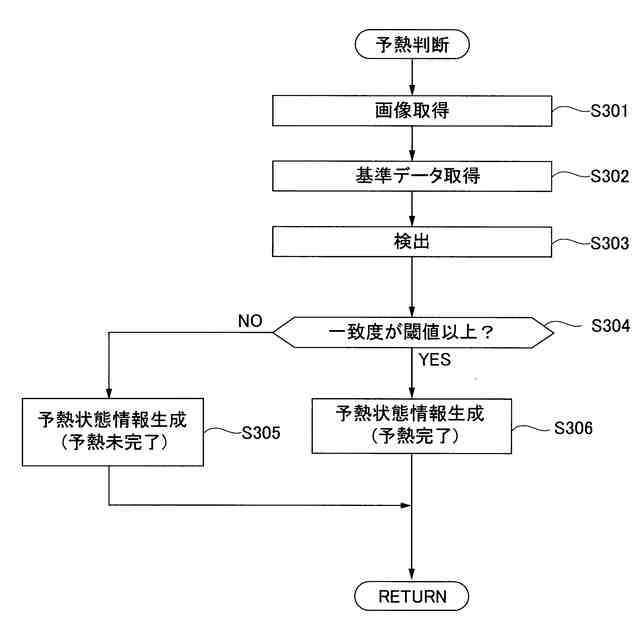
前記鋼片の予熱状態の基準となる基準データを取得する基準データ取得部を有し、
予熱状態情報生成部は、前記鋼片の溶融物の形態と、前記基準データと、に基づいて、前記鋼片の予熱状態情報を生成する、請求項1~4のいずれかに記載の鋼片の溶削装置。
【請求項6】
鋼片を予熱する予熱ステップと、前記予熱ステップで予熱された前記鋼片の予熱状態を判断する予熱判断ステップと、前記予熱ステップで予熱された前記鋼片を溶削する溶削ステップと、を含む鋼片の溶削方法であって、
前記予熱判断ステップは、
予熱された前記鋼片の画像を取得する画像取得ステップと、
前記画像において、前記鋼片の溶融物の形態を検出する検出ステップと、
前記鋼片の溶融物の形態に基づいて、前記鋼片の予熱状態を示す予熱状態情報を生成する予熱状態情報生成ステップと、を有し、
前記溶削ステップでは、前記予熱状態情報に基づいて前記鋼片を溶削する、鋼片の溶削方法。
【請求項7】
前記予熱状態情報生成ステップは、前記鋼片の溶融物の形態として鋼片の湯だまり及び、筋状の形態を用いて、前記鋼片の予熱状態を示す予熱状態情報を生成する請求項6に記載の鋼片の溶削方法。
【請求項8】
前記検出ステップは、前記画像を入力データとし、前記鋼片の溶融物の形態を出力する第1機械学習モデルを用いて行われ、
前記予熱状態情報生成ステップは、前記鋼片の溶融物の形態を入力データとし、前記鋼片の予熱状態情報を出力する第2機械学習モデルを用いて行われる、請求項6に記載の鋼片の溶削方法。
【請求項9】
前記検出ステップは、前記画像を入力データとし、前記鋼片の湯だまり及び、前記筋状の形態を出力する第1機械学習モデルを用いて行われ、
前記予熱状態情報生成ステップは、前記鋼片の溶融物の形態として鋼片の湯だまり及び、前記筋状の形態を入力データとして用い、前記鋼片の予熱状態情報を出力する第2機械学習モデルを用いて行われる、請求項7に記載の鋼片の溶削方法。
【請求項10】
前記鋼片の予熱状態の基準となる基準データを取得する基準データ取得ステップを有し、
予熱状態情報生成ステップでは、前記鋼片の溶融物の形態と、前記基準データと、に基づいて、前記鋼片の予熱状態情報が生成される、請求項6~9のいずれかに記載の鋼片の溶削方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、予熱された鋼片を溶削する鋼片の溶削装置、鋼片の溶削方法及び、鋼片の製造方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
分塊圧延又は、連続鋳造で得られた鋼片の表面には、表面疵や介在物といった、製品として圧延する際に有害となる表面欠陥が存在する。これらの表面欠陥は、例えば、マシンスカーフで鋼片の表面を任意の深さまで溶削することで除去される。
【0003】
マシンスカーフによる溶削では、鋼片の装置入側の部分の表面を溶融させ予熱することが行われる。当該予熱は、燃料ガス及び、酸素を含むガスを燃焼させた予熱火炎を鋼片に向けて噴出させることにより行われる。
【0004】
鋼片の予熱の完了の判断は、オペレーターによってなされる。具体的には、オペレーターは、予熱がなされている鋼片の画像において、湯だまりの生成状況及び、表面輝度に応じて予熱状況を判断している。
【0005】
オペレーターによる画像判断は、個人の技量によって左右され、表面欠陥の除去が完全になされない場合がある。予熱が完了されていない状態で、マシンスカーフによる溶削が行われると、予熱むらが発生し、溶削のしすぎによる鋼片のエグレ、深掘りが発生したり、表面欠陥の溶削残りが発生したりする。
【0006】
そこで、鋼片の予熱むらを検知することが行われている。例えば、鋼片のブルームの表面に形成された湯だまりの範囲に基づいて、予熱状態を判断することが特許文献1に開示されている。
【0007】
また、鋼片のブルームの表面の画像において、湯だまりの範囲が占める割合に基づいて、予熱状態を判断することが特許文献2に開示されている。
【0008】
さらに、鋼片の所定の領域における表面輝度が閾値を越えたときの時間と、マシンスカーフ装置に対して予熱を終了する指示を出した時間である予熱終了時間と、に基づいて、鋼片の予熱状態を判断することが特許文献3に開示されている。
【先行技術文献】
【特許文献】
【0009】
特開平5-269577号公報
特開平7-164143号公報
特開2015-167977号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1及び、2では、鋼片の撮像画像における湯だまりの面積により予熱状態を判断しているが、依然として、鋼材の幅方向の予熱むらが生じる問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
6日前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
4か月前
株式会社ダイヘン
溶接電源装置
21日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
個人
切削油供給装置
3日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
16日前
株式会社アンド
半田付け方法
3か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
日進工具株式会社
エンドミル
4か月前
大見工業株式会社
ドリル
29日前
株式会社FUJI
チャック装置
5か月前
ブラザー工業株式会社
工作機械
4か月前
ブラザー工業株式会社
工作機械
4か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
トヨタ自動車株式会社
接合方法
4か月前
株式会社トヨコー
被膜除去方法
3か月前
住友重機械工業株式会社
加工装置
1か月前
株式会社不二越
ブローチ盤
10日前
株式会社コスメック
クランプ装置
4か月前
株式会社ダイヘン
溶接装置
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ