TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126619
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022943
出願日
2024-02-19
発明の名称
H形鋼の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
1/088 20060101AFI20250822BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】粗圧延機による粗圧延工程の工夫によって、仕上圧延後のH形鋼のフランジ部のフランジ幅の長手方向のばらつきを低減することができるH形鋼の製造方法を提供する。
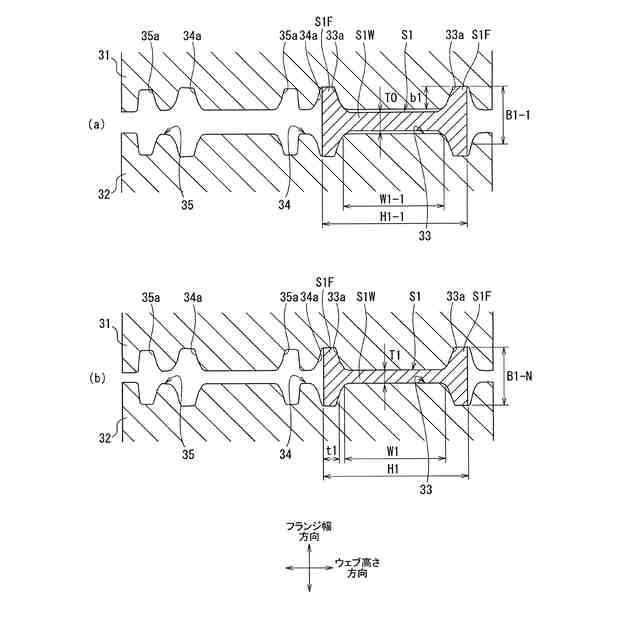
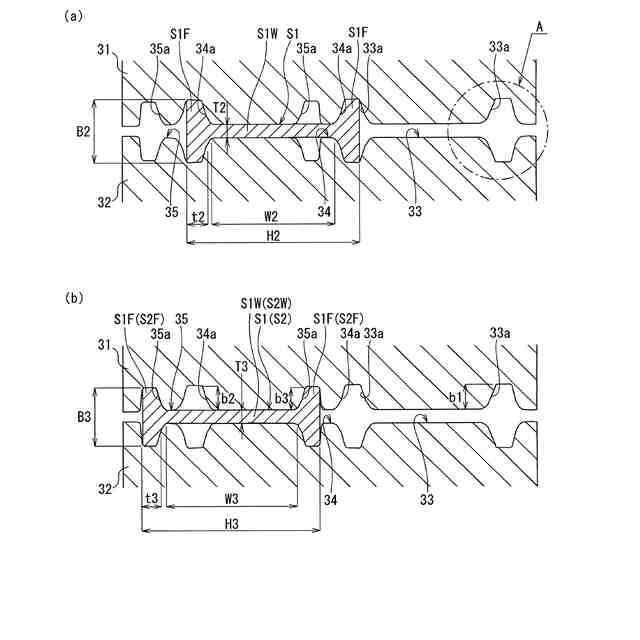
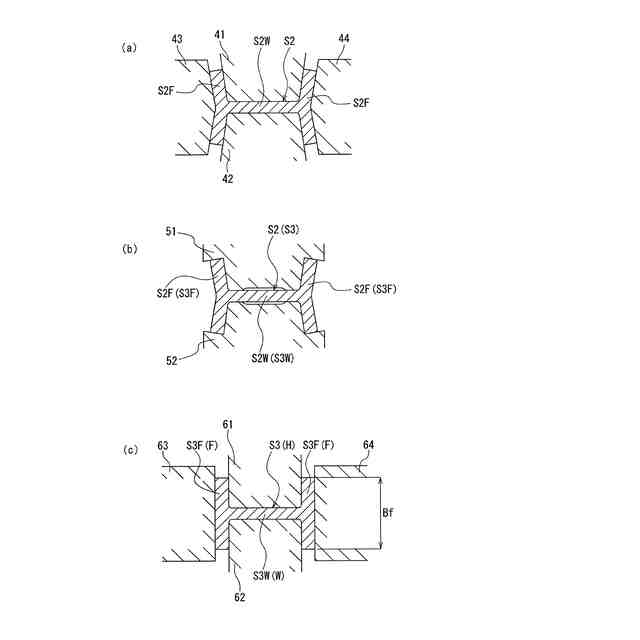
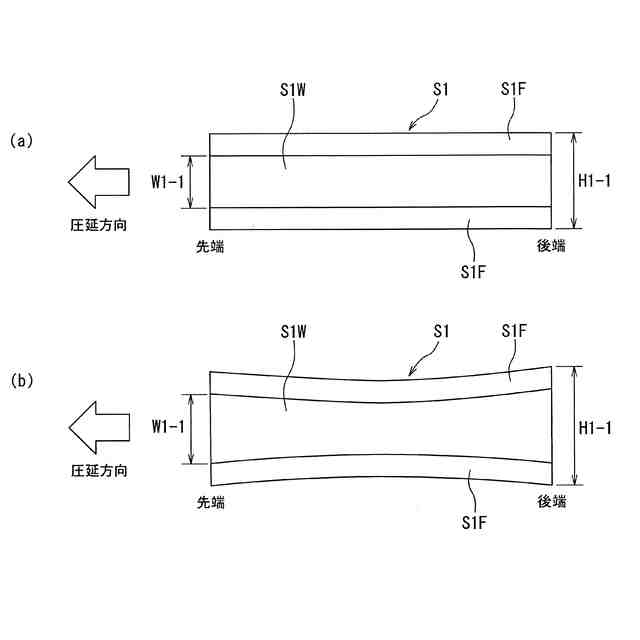
【解決手段】H形鋼の製造方法における粗圧延工程は、サイジング圧延用孔型33を用いて、H形鋼素材S1のウェブ部S1Wを厚さ方向に圧延し、かつ、H形鋼素材S1のフランジ部S1Fを幅方向に圧延するサイジング圧延工程を含む。サイジング圧延用孔型33は、H形鋼素材S1のフランジ部S1Fのフランジ脚長S0よりも短い深さb1を有する、フランジ部S1Fを圧延するための溝部33aを、上圧延ロール31及び下圧延ロール32のそれぞれの周面に形成してある。サイジング圧延工程における1パス目において、サイジング圧延用孔型33を用いて、H形鋼素材S1のフランジ部S1Fだけを圧下する圧延を行う。
【選択図】図3
特許請求の範囲
【請求項1】
ウェブ部と該ウェブ部の幅方向両端部に設けられた一対のフランジ部とを有するH形鋼素材を粗圧延機によって粗圧延して粗形鋼片とする粗圧延工程と、前記粗形鋼片を中間圧延機によって圧延して仕上圧延用の被圧延材とする中間圧延工程と、仕上圧延用の前記被圧延材を仕上圧延機によって仕上圧延して製品寸法のH形鋼とする仕上圧延工程とを有するH形鋼の製造方法であって、
前記粗圧延工程が、前記粗圧延機に設けられた上圧延ロール及び下圧延ロールの周面に形成されたサイジング圧延用孔型を用いて、前記H形鋼素材のウェブ部を厚さ方向に圧延し、かつ、前記H形鋼素材のフランジ部を幅方向に圧延するサイジング圧延工程を含み、
前記サイジング圧延用孔型を、前記H形鋼素材の前記フランジ部のフランジ脚長よりも短い深さを有する、前記フランジ部を圧延するための溝部を、前記上圧延ロール及び下圧延ロールのそれぞれの周面に形成したサイジング圧延用孔型とし、
前記サイジング圧延工程における1パス目において、前記サイジング圧延用孔型を用いて、前記H形鋼素材の前記フランジ部だけを圧下する圧延を行うことを特徴とするH形鋼の製造方法。
続きを表示(約 350 文字)
【請求項2】
前記溝部の深さが前記H形鋼素材の前記フランジ部のフランジ脚長に対して70~99%である前記サイジング圧延用孔型を用いて、前記サイジング圧延工程における1パス目の圧延を行うことを特徴とする請求項1に記載のH形鋼の製造方法。
【請求項3】
前記サイジング圧延工程における1パス目のフランジ部のフランジ幅圧下率を0.5~20%として圧延を行うことを特徴とする請求項1又は2に記載のH形鋼の製造方法。
【請求項4】
前記溝部における、前記H形鋼素材の前記フランジ部の先端外面に当接する当接斜面の抜け勾配を20~40%とした前記サイジング圧延用孔型を用いて、前記サイジング圧延工程における1パス目の圧延を行うことを特徴とする請求項1又は2に記載のH形鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粗圧延工程、中間圧延工程、及び仕上圧延工程を備えたH形鋼の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
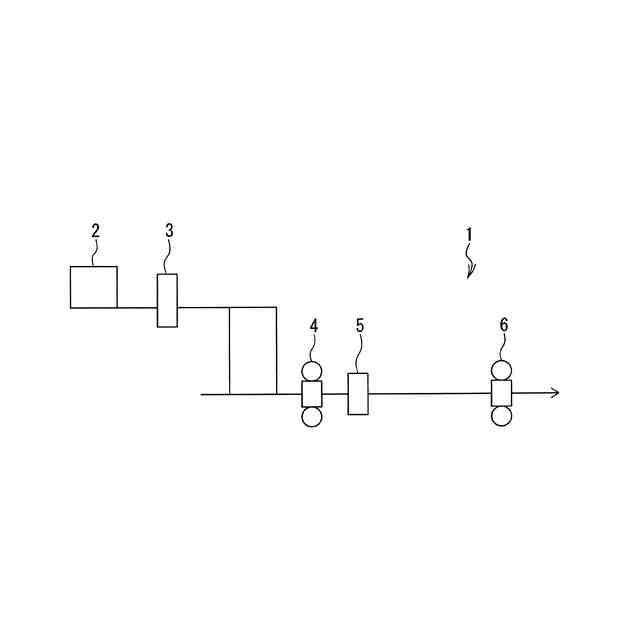
一般に、H形鋼は、粗圧延工程、中間圧延工程、及び仕上圧延工程を経て製造される。粗圧延工程では、加熱炉で加熱されたH形鋼素材をブレークダウン圧延機によって粗圧延して粗形鋼片とする。中間圧延工程では、粗圧延工程で粗圧延された粗形鋼片を中間ユニバーサル圧延機及び中間エッジング圧延機によって圧延して略製品寸法となる仕上圧延用の被圧延材とする。仕上圧延工程では、中間圧延工程で圧延された略製品寸法となる仕上圧延用の被圧延材を仕上ユニバーサル圧延機によって仕上圧延して製品寸法のH形鋼とする。
【0003】
従来、この種のH形鋼の製造方法として、例えば、特許文献1乃至4に示すものが提案されている。
特許文献1に示すH形鋼用粗形鋼片の圧延方法は、二重可逆式圧延機によりH形鋼用粗形鋼片を圧延するに際し、ウェブ深さをそれぞれ同一の深さとした隣り合う2つ以上の造形孔型のうち粗形鋼片のウェブ高さにマッチする2つの造形孔型のウェブ部を共用し、粗形鋼片をこの共用する2つの造形孔型のウェブ部に跨った状態に挿通してフランジ幅を縮小圧延する段階を有するものである。
【0004】
この特許文献1に示すH形鋼用粗形鋼片の圧延方法によれば、フランジ幅縮小のための孔型が必要ないので、単一断面のビームブランクからウェブ高さが高く、しかもフランジ幅の狭いH形鋼を圧延することができる。
【0005】
また、特許文献2に示すH形鋼の圧延方法は、素材鋼片に、ブレークダウン圧延、粗ユニバーサル圧延およびエッジング圧延を行う粗圧延、仕上ユニバーサル圧延を順次施すH形鋼の圧延方法において、先材の仕上ユニバーサル圧延後もしくは粗ユニバーサル圧延後の長さ方向のフランジ幅分布を求める。そして、フランジ幅分布に基づいて次材に対する粗ユニバーサル圧延のフランジ厚み圧下率、ウェブ厚み圧下率のいずれかまたは両方を、先材の設定値を基準として変更するものである。
【0006】
この特許文献2に示すH形鋼の圧延方法によれば、特別な装置なしで、製品長さ方向のフランジ幅精度が良好なH形鋼を安定して製造することができる。
【0007】
また、特許文献3に示すH形鋼の圧延方法は、素材鋼片に、ブレークダウン圧延、粗ユニバーサル圧延およびエッジング圧延を行う粗圧延、仕上ユニバーサル圧延を順次施すH形鋼の圧延方法において、粗ユニバーサル圧延中、被圧延材の長手方向でフランジ厚み圧下率、ウェブ厚み圧下率のいずれか一方または両方を変化させるものである。
【0008】
この特許文献3に示すH形鋼の圧延方法によれば、製品長さ方向のフランジ幅精度が良好なH形鋼を安定して製造することができる。
【0009】
更に、特許文献4に示すH形鋼用粗圧延材のフランジ幅可変圧延方法は、孔底の幅方向中央に中央膨出部と中央膨出部の両側に溝部を形成した複数のフランジ拡幅孔型と、ウェブ部及びフランジ部を圧下する整形孔型とを有する二重孔型ロールを用い、矩形断面鋼片を素材としてH形鋼フランジ相当側面に割り込み・拡幅圧延した後、整形圧延を行うものである。そして、各フランジ拡幅孔型のうち第1孔型を除く孔型および整形孔型における最後パス後の被圧延材のフランジ幅を当該孔型の孔底幅より狭くし各孔型に被圧延材のフランジ相当部が充満しないように圧延するものである。
【0010】
この特許文献4に示すH形鋼用粗圧延材のフランジ幅可変圧延方法によれば、矩形断面のスラブを素材としてH形鋼の粗圧延材を二重孔型ロールを用いたブレークダウンミルで製造するに際して、ロール組替えをせずに一組のロール対のみでフランジ幅が異なりウェブ高さが等しい複数シリーズの粗圧延材を圧延することができる。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
株式会社不二越
NC転造盤
1か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
株式会社不二越
NC転造盤
5か月前
日伸工業株式会社
プレス加工装置
2か月前
オムロン株式会社
導線折り曲げ治具
5日前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
工機ホールディングス株式会社
ニブラ
3か月前
株式会社アマダ
曲げ金型
4日前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社トラバース
パンチング加工装置
4か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社TMEIC
監視装置
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
日産自動車株式会社
逐次成形方法
6か月前
株式会社アマダ
曲げ加工機
2か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
ユニプレス株式会社
プレス加工装置
1か月前
株式会社三明製作所
転造装置
4日前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
5か月前
トヨタ紡織株式会社
プレス金型装置
3か月前
株式会社不二越
転造加工用平ダイス
5か月前
東洋製罐株式会社
有底筒状体加工装置
6か月前
JFEスチール株式会社
熱延鋼板の製造方法
1か月前
株式会社アマダ
プレスブレーキ
1か月前
株式会社TMEIC
制御システム
2か月前
株式会社エナテック
製品分離システム
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ