TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025142853
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042443
出願日
2024-03-18
発明の名称
製品検査方法及び製品検査装置
出願人
日産自動車株式会社
,
株式会社明和eテック
代理人
個人
,
個人
,
個人
主分類
G01N
23/18 20180101AFI20250924BHJP(測定;試験)
要約
【課題】対象となる鋳巣を適切に評価することにより、コンピュータによって鋳造製品の欠陥を自動的に検査する。
【解決手段】製品検査方法は、鋳造製品100をX線撮影したCTデータに基づいて鋳巣を検出し、鋳造製品100の内部領域を第1領域110と第2領域120とに区分することを含む。また、製品検査方法は、第1領域110に存在している鋳巣毎に分類判定を行い、第2領域120に存在している鋳巣の全体量を評価する回帰予測を行う、ことを含む。
【選択図】図3
特許請求の範囲
【請求項1】
コンピュータが実行する、鋳造製品の欠陥を検査する製品検査方法であって、
前記鋳造製品をX線撮影した画像データに基づいて前記鋳造製品の内部領域に存在する鋳巣を検出し、
前記鋳造製品の外縁からの距離に基づいて、前記内部領域を第1領域と前記第1領域よりも内側に位置する第2領域とに区分し、
前記第1領域に存在している前記鋳巣毎に、前記鋳造製品の欠陥となる前記鋳巣であるか否かを判定する分類判定を行い、
前記第2領域に存在している前記鋳巣の全体量を定量的に評価することにより、前記鋳造製品の欠陥を判定する回帰予測を行う、
ことを含む製品検査方法。
続きを表示(約 890 文字)
【請求項2】
前記第1領域は、前記鋳造製品の外縁から規定距離以内に位置する第3領域を介して設けられ、
前記第3領域は、前記分類判定が行われない領域である、
請求項1記載の製品検査方法。
【請求項3】
前記鋳造製品の部位及び前記鋳巣の大きさに基づいて、前記内部領域において検出された鋳巣の中から、前記分類判定及び前記回帰予測の対象となる鋳巣を抽出する、ことをさらに含む、
請求項1記載の製品検査方法。
【請求項4】
前記分類判定は、機械学習によってニューラルネットワークのパラメータが設定された分類判定モデルによって行われる、
請求項1記載の製品検査方法。
【請求項5】
前記回帰予測は、機械学習によってニューラルネットワークのパラメータが設定された回帰予測モデルによって行われる、
請求項1記載の製品検査方法。
【請求項6】
前記画像データは、前記鋳造製品を三次元的にX線撮影した三次元画像データであり、
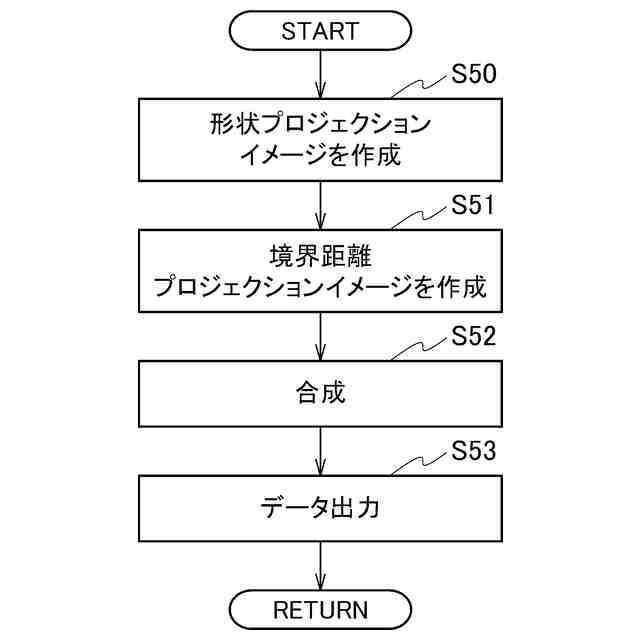
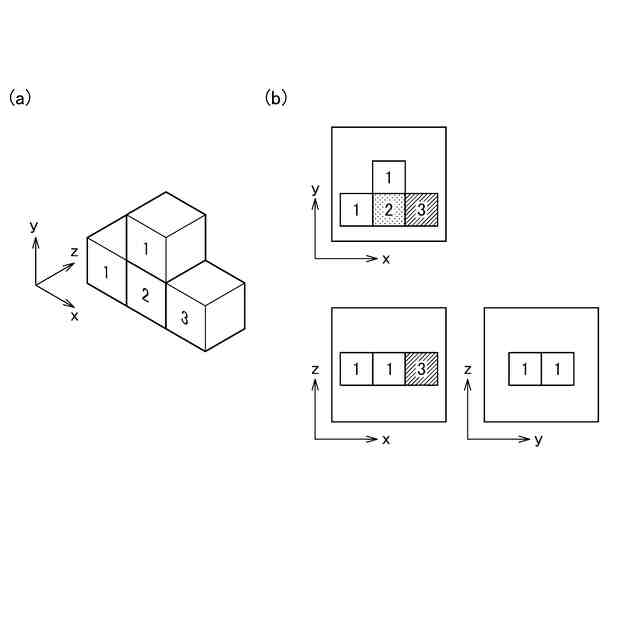
前記鋳巣の三次元画像データを、二次元平面に投影した二次元画像データに変換する、ことをさらに含む、
請求項1記載の製品検査方法。
【請求項7】
鋳造製品の欠陥を検査するための製品検査装置であって、
前記鋳造製品をX線撮影した画像データを取得するデータ取得部と、
コンピュータと、を備え、
前記コンピュータは、
前記鋳造製品をX線撮影した画像データに基づいて前記鋳造製品の内部領域に存在する鋳巣を検出し、
前記鋳造製品の外縁からの距離に基づいて、前記内部領域を第1領域と前記第1領域よりも内側に位置する第2領域とに区分し、
前記第1領域に存在している前記鋳巣毎に、前記鋳造製品の欠陥となる前記鋳巣であるか否かを判定する分類判定を行い、
前記第2領域に存在している前記鋳巣の全体量を定量的に評価することにより、前記鋳造製品の欠陥を判定する回帰予測を行う、
製品検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製品検査方法及び製品検査装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1は、X線検査装置、X線検査方法およびX線検査プログラムを開示している。特許文献1では、鋳造製品の欠陥を検出するにあたり、X線を鋳造製品に照射し、鋳造製品を透過した透過X線を検出する。検出された透過X線に基づいて鋳造製品が無欠陥である場合の透過X線を算出する。検出された透過X線と算出された無欠陥である場合の透過X線とを比較して鋳造製品の欠陥を検出する。
【先行技術文献】
【特許文献】
【0003】
特開2006-105794号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
製造された鋳造製品の内部には鋳巣がいくらか発生するものであるが、製品機能に影響を及ぼさない鋳巣もあれば、製品機能に影響を及ぼす鋳巣もある。コンピュータによって鋳造製品の欠陥を自動的に検査するには、対象となる鋳巣を適切に評価しなければならない。
【0005】
本発明は、上記課題に鑑みて成されたものであり、その目的は、対象となる鋳巣を適切に評価することにより、コンピュータによって鋳造製品の欠陥を自動的に検査することができる製品検査方法及び製品検査装置を提供する。
【課題を解決するための手段】
【0006】
本発明の一態様に係る製品検査方法は、鋳造製品をX線撮影した画像データに基づいて鋳巣を検出し、鋳造製品の内部領域を第1領域と第2領域とに区分し、第1領域に存在している鋳巣には分類判定を行い、第2領域に存在している鋳巣には全体量を評価する回帰予測を行う、ことを含む。
【発明の効果】
【0007】
本発明によれば、対象となる鋳巣を適切に評価することができるので、コンピュータによって鋳造製品の欠陥を自動的に検査することができる。
【図面の簡単な説明】
【0008】
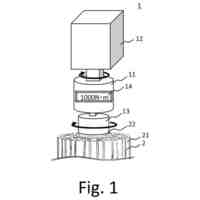
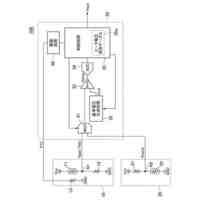
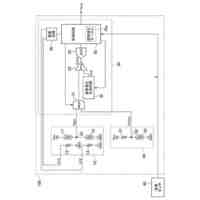
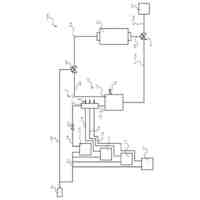
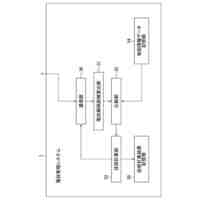
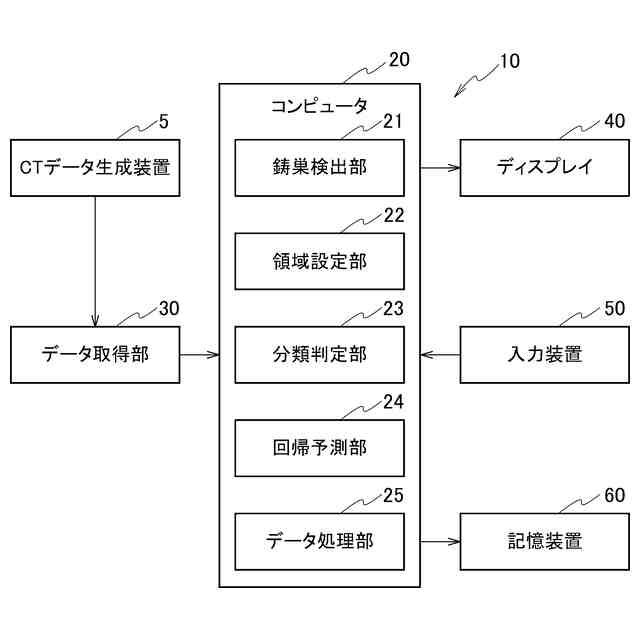
図1は、本実施形態に係る製品検査装置の構成を示すブロック図である。
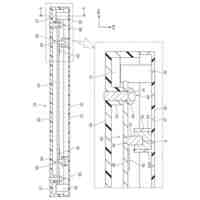
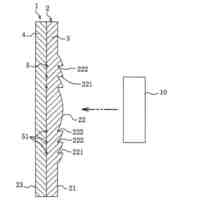
図2は、鋳造製品の内部領域を説明する図である。
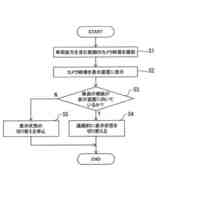
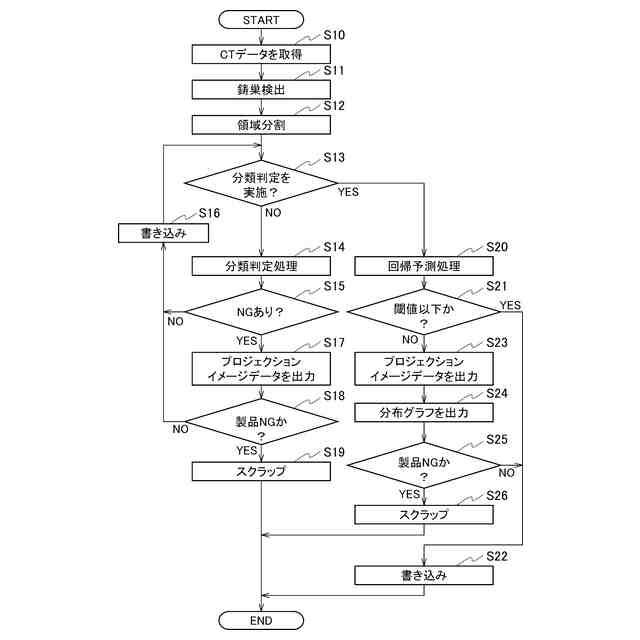
図3は、製品検査方法の手順を示すフローチャートである。
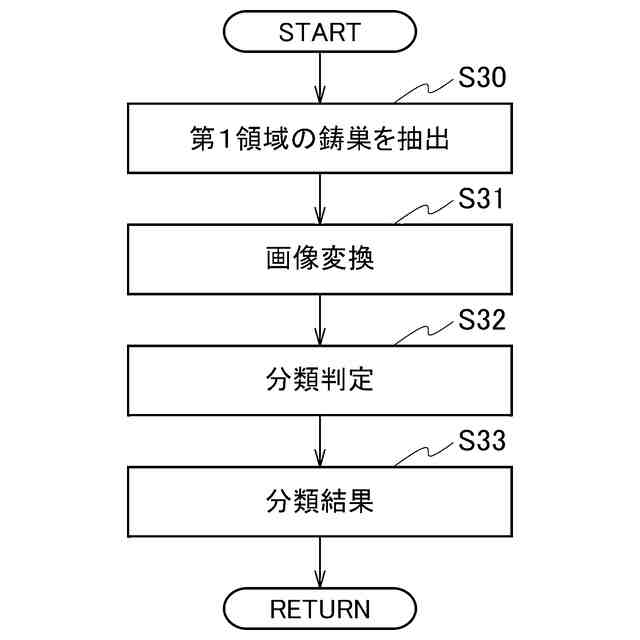
図4は、分類判定処理の詳細を示すフローチャートである。
図5は、回帰予測処理の詳細を示すフローチャートである。
図6は、画像変換処理の詳細を示すフローチャートである。
図7は、形状プロジェクションイメージの説明図である。
図8は、境界距離プロジェクションイメージの説明図である。
図9は、鋳巣NG度の全体量と製品NG度との関係を示す図である。
図10は、製品NG度の分布と閾値とを示す図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について、図面を参照して説明する。図面の記載において同一部分には同一符号を付して説明を省略する。
【0010】
図1を参照し、本実施形態に係る製品検査装置10を説明する。製品検査装置10は、鋳造製品の欠陥を検査する装置である。例えば、鋳造製品は、車両に搭載されるエンジンのシリンダブロックであり、金型内に材料(例えばアルミニウム合金)の溶湯を流し込んで成型されている。鋳造製品の内部領域には、空隙である鋳巣が発生している。製品検査装置10は、鋳造製品の内部領域にある鋳巣を検出し、検出した鋳巣に基づいて鋳造製品の欠陥を検査する。ここで、鋳造製品の内部領域とは、設計上材料が満たされている領域であり、鋳造製品の内部形状として造形される空間を含まない意味である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日産自動車株式会社
画像処理方法及び画像処理装置
2日前
日産自動車株式会社
画像表示方法及び画像表示装置
2日前
日産自動車株式会社
充放電制御方法及び充放電制御システム
3日前
日産自動車株式会社
駐車支援方法、駐車支援装置及びコンピュータプログラム
2日前
個人
メジャー文具
5日前
日本精機株式会社
位置検出装置
11日前
日本精機株式会社
位置検出装置
11日前
日本精機株式会社
位置検出装置
11日前
ユニパルス株式会社
ロードセル
4日前
大和製衡株式会社
組合せ秤
16日前
大和製衡株式会社
組合せ秤
16日前
アズビル株式会社
圧力センサ
10日前
株式会社チノー
放射光測温装置
4日前
株式会社ヨコオ
ソケット
3日前
株式会社東芝
センサ
16日前
株式会社ヨコオ
ソケット
4日前
株式会社東芝
センサ
16日前
エイブリック株式会社
磁気センサ回路
10日前
ダイキン工業株式会社
監視装置
2日前
トヨタ自動車株式会社
監視装置
3日前
トヨタ自動車株式会社
検査装置
13日前
株式会社ユーシン
操作検出装置
13日前
TDK株式会社
ガスセンサ
4日前
個人
粘塑性を用いた有限要素法の定式化
25日前
TDK株式会社
ガスセンサ
10日前
株式会社東芝
重量測定装置
9日前
株式会社ナリス化粧品
角層細胞採取用具
23日前
TDK株式会社
磁気センサ
3日前
東レエンジニアリング株式会社
計量装置
13日前
TDK株式会社
ガスセンサ
9日前
富士電機株式会社
エンコーダ
10日前
三恵技研工業株式会社
融雪レドーム
3日前
多摩川精機株式会社
冗長エンコーダ
3日前
日本特殊陶業株式会社
センサ
2日前
中国電力株式会社
電柱管理システム
2日前
日本特殊陶業株式会社
センサ
2日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ