TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153306
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055711
出願日
2024-03-29
発明の名称
熱処理方法及び熱処理装置
出願人
高周波熱錬株式会社
代理人
主分類
C21D
9/00 20060101AFI20251002BHJP(鉄冶金)
要約
【課題】熱処理時の鋼線の撓み変形を有効に抑制し、熱処理後に、真直度が比較的高い鋼線を得ることができる熱処理方法及び熱処理装置を提供する。
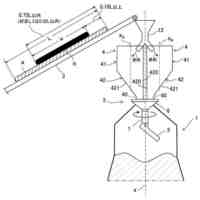
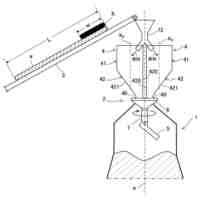
【解決手段】この発明の熱処理方法は、鋼線SWに熱処理を施す方法であって、鋼線SWを加熱した後に冷却する途中で、前記鋼線SWへの軸方向の引張力の作用の下、前記鋼線SWに対して軸方向の周りでねじり方向の回転力を作用させて、ねじり変形を生じさせるねじり工程を含むものである。
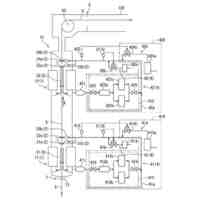
【選択図】図1
特許請求の範囲
【請求項1】
鋼線に熱処理を施す方法であって、
鋼線を加熱した後に冷却する途中で、前記鋼線への軸方向の引張力の作用の下、前記鋼線に対して軸方向の周りでねじり方向の回転力を作用させて、ねじり変形を生じさせるねじり工程を含む、熱処理方法。
続きを表示(約 790 文字)
【請求項2】
前記ねじり工程を、前記鋼線の温度を保持しながら行う、請求項1に記載の熱処理方法。
【請求項3】
前記ねじり工程の前に、前記加熱後の前記鋼線を冷却する高温側冷却工程と、前記ねじり工程の後に、前記高温側冷却工程の際よりも低温の鋼線をさらに冷却する低温側冷却工程とを含む、請求項1又は2に記載の熱処理方法。
【請求項4】
前記高温側冷却工程で、前記鋼線の自然冷却を行う、請求項3に記載の熱処理方法。
【請求項5】
前記低温側冷却工程で、冷媒を用いた前記鋼線の強制冷却を行う、請求項3に記載の熱処理方法。
【請求項6】
前記低温側冷却工程を、前記鋼線を軸方向の周りに回転させながら行う、請求項3に記載の熱処理方法。
【請求項7】
前記ねじり工程の前から前記鋼線に軸方向の引張力を作用させ、前記ねじり工程で、前記鋼線への当該引張力を増大させる、請求項1又は2に記載の熱処理方法。
【請求項8】
鋼線の焼入れ時における加熱後の冷却の途中に、前記ねじり工程を行う、請求項1又は2に記載の熱処理方法。
【請求項9】
前記焼入れに引き続き、前記鋼線の焼戻しを行う、請求項8に記載の熱処理方法。
【請求項10】
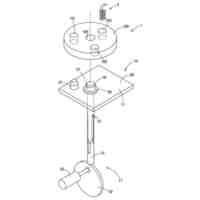
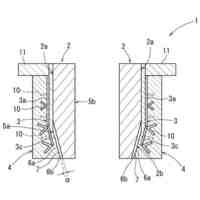
鋼線に熱処理を施すことに用いられる装置であって、
鋼線を保持する保持部と、
前記保持部に保持された鋼線に対し、軸方向の引張力を作用させることが可能な進退駆動機構と、
前記保持部に保持された鋼線に対し、軸方向の周りで少なくともねじり方向の回転力を作用させて、ねじり変形を生じさせることが可能な回転駆動機構と、
鋼線を加熱する加熱部と
を備える、熱処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この発明は、鋼線の焼入れないし焼戻し等の熱処理に用いられる熱処理方法及び熱処理装置に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
たとえば、樹脂の射出成形や金属のダイカストに用いられる金型の押出ピン等では、所要の特性を満足するため、耐摩耗性、耐衝撃性及び耐熱性等を高めた合金工具鋼その他の材質からなる鋼製の線材、いわゆる鋼線を用いることがある。そのような鋼線でさらに硬さを増大させて押出ピン等としての使用時の曲がりを防止するには、鋼線に対して焼入れ及び焼戻しを行うことが有効である。
【0003】
一方、棒材や平板等のワークを軸線上でねじることで変形させて機械部品や意匠物等を製作する塑性加工(ツイスト加工)が知られている。例えば、特許文献1には、ねじり変形の負荷トルクを減少させ、位相位置決め精度の良いツイスト加工を行うことを目的として、対向する2つの回転軸と、ワークの加熱装置と、各前記回転軸と前記加熱装置とを制御する制御装置とを用いて、ワークにツイスト加工を行う方法であって、前記2つの回転軸によってワークの両端を保持させて、前記2つの回転軸を同期回転させる第1の同期回転ステップと、前記2つの回転軸を同期回転させながら前記ワークを前記加熱装置により加熱する加熱ステップと、前記加熱ステップでの加熱開始から所定の加熱時間の経過後、前記2つの回転軸の回転速度に差を設定することで前記ワークにねじり動作を加えるツイスト加工ステップと、前記ツイスト加工ステップの終了後、前記2つの回転軸を同期回転させる第2の同期回転ステップと、前記第2の同期回転ステップの実行中に前記加熱装置による加熱を停止する加熱停止ステップと、前記加熱装置による加熱の停止後、前記2つの回転軸の同期回転を停止する解除ステップと、を実行することを特徴とするツイスト加工方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2023-11367号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
鋼線に焼入れないし焼戻し等の熱処理を施すに当っては、鋼線の材質によっては、鋼線を比較的高い温度に加熱することを要する場合がある。しかるに、鋼線を高温に加熱すると、その熱処理時に、鋼線は熱膨張に伴って大きく弓なりに撓む変形が生じ得る。この場合、熱処理を経た後の鋼線の真直度が低下するという問題がある。
【0006】
熱処理時に鋼線の撓み変形を抑制するには、鋼線に軸方向の引張力を作用させながら熱処理を行うことが有効であると考えられる。但し、引張力は、鋼線の破断が起こらない程度の大きさとする必要があるところ、破断しない程度の引張力の作用だけでは、鋼線の撓み変形を十分に抑制することができなかった。
【0007】
この発明は、上述したような問題に対処することを課題とするものであり、その目的は、熱処理時の鋼線の撓み変形を有効に抑制し、熱処理後に、真直度が比較的高い鋼線を得ることができる熱処理方法及び熱処理装置を提供することにある。
【課題を解決するための手段】
【0008】
この発明の熱処理方法は、鋼線に熱処理を施す方法であって、鋼線を加熱した後に冷却する途中で、前記鋼線への軸方向の引張力の作用の下、前記鋼線に対して軸方向の周りでねじり方向の回転力を作用させて、ねじり変形を生じさせるねじり工程を含むものである。
【0009】
前記ねじり工程は、前記鋼線の温度を保持しながら行うことが好ましい。
【0010】
上記の熱処理方法は、前記ねじり工程の前に、前記加熱後の前記鋼線を冷却する高温側冷却工程と、前記ねじり工程の後に、前記高温側冷却工程の際よりも低温の鋼線をさらに冷却する低温側冷却工程とを含むことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
九州高周波熱錬株式会社
焼入れ装置
10日前
高周波熱錬株式会社
熱処理方法及び熱処理装置
10日前
高周波熱錬株式会社
熱処理鋼線の製造装置及び熱処理鋼線の製造方法
19日前
個人
バイオ水素製鉄方法
1か月前
新和環境株式会社
炉システム
7か月前
新和環境株式会社
炉システム
7か月前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
転炉精錬方法
6か月前
日本製鉄株式会社
溶鉄の製造方法
12日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
富士電子工業株式会社
焼入れ装置
2か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
株式会社伊原工業
還元鉄の製造方法
7か月前
中外炉工業株式会社
連続式熱処理炉
5か月前
日本製鉄株式会社
スラグの排出方法
7か月前
日本製鉄株式会社
溶銑の予備処理方法
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
4か月前
株式会社デンケン
高温炉
7か月前
中外炉工業株式会社
前処理装置
3か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
10日前
株式会社不二越
熱処理システム
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
10日前
大同特殊鋼株式会社
浸炭部材の製造方法
4か月前
日本製鉄株式会社
脱りん方法
5か月前
JFEスチール株式会社
高炉の原料装入方法
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
7か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
1か月前
大同特殊鋼株式会社
熱処理設備
2か月前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
高炉の冷却構造
1か月前
富士電子工業株式会社
クランクシャフト支持装置
5か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ