TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099692
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216561
出願日
2023-12-22
発明の名称
ポリエステルフィルム
出願人
東レ株式会社
代理人
主分類
C08J
5/18 20060101AFI20250626BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】70℃~140℃での加熱を伴う加工工程を経た際のしわ発生や加工ずれを抑制することができるポリエステルフィルムを提供する。
【解決手段】30℃における寸法に対する幅方向の70℃~140℃の寸法変化率が0.00%以上0.20%以下であるポリエステルフィルム。
【選択図】なし
特許請求の範囲
【請求項1】
30℃における寸法に対する幅方向の70℃~140℃の寸法変化率が0.00%以上0.20%以下であるポリエステルフィルム。
続きを表示(約 300 文字)
【請求項2】
前記ポリエステルフィルムの30℃における寸法に対する長手方向の70℃~140℃の寸法変化率が-0.10%以上0.30%以下である請求項1に記載のポリエステルフィルム。
【請求項3】
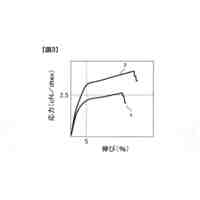
前記ポリエステルフィルムの長手方向の100℃でのF5値が48MPa以上80MPa以下である請求項1に記載のポリエステルフィルム。
【請求項4】
前記ポリエステルフィルムの厚みが15μm以上500μm以下である請求項1に記載のポリエステルフィルム。
【請求項5】
前記ポリエステルフィルムの片面に離型層を有してなる請求項1に記載のポリエステルフィルム。
発明の詳細な説明
【技術分野】
【0001】
本発明は加熱を伴う加工工程を経た際の寸法安定性が高いポリエステルフィルムに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
ポリエステルフィルムは、機械特性や熱特性、コストの観点から、工業材料用途として広範に用いられている。中でも、昨今のスマートフォンや電気自動車、自動運転の普及に伴う電子部材、特に、積層セラミックコンデンサ(以下、MLCCということがある)の需要拡大に応じて、その製造に使用されるポリエステルフィルムの消費量も増加することが見込まれている。MLCCは以下の工程を経て製造される。離型層を塗布した基材フィルム上に誘電体ペーストを塗工、乾燥し、内部電極印刷後に誘電体ペーストからなる固形物を離型フィルムから剥離する。得られた誘電体シートを積層、プレスして圧縮後、所定の大きさに切断し、焼成した後に外部電極を鍍金することで完成する。
【0003】
MLCC製造用の基材フィルムに求められる特性として厚みの均一性、異物や粗大突起等の欠陥がないこと、誘電体ペースト乾燥時や内部電極印刷時に加熱することから、加工温度領域での寸法安定性が挙げられる。また、MLCC製造用の基材フィルムは一般的にポリエステルフィルムの片面に離型層が積層されているが、この離型層は離型成分を含有する溶剤をポリエステルフィルム片面に塗工後に加熱乾燥する工程を経て積層されている。従って離型層積層工程においても加工温度領域での寸法安定性は重要となる。これまでに寸法安定性を向上させたポリエステルフィルムを提供する技術として、特許文献1ではポリエステルフィルムの表面粗さと結晶化度を規定することで、ポリエステルフィルム製造時にフィルムロールとして巻き取った際のしわ発生を抑制した熱転写インクリボン用ポリエステルフィルムが、特許文献2ではポリエステルフィルムの表面粗さと動摩擦係数を規定することで、局所的な弛み欠点のない転写材用ポリエステルフィルムロールが、それぞれ開示されている。また積層セラミックコンデンサの製造工程の基材として用いる場合に好適なポリエステルフィルムとしては、ポリエステルフィルムの長手方向の屈折率と両面の表面粗さを規定した特許文献3や、ポリエステルフィルムの長手方向及び幅方向のヤング率と80℃~140℃における長手方向の寸法変化率を規定した特許文献4が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2018-144243号公報
特開2018-123318号公報
特開2015-174357号公報
特開2023-39921号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、MLCCが小型化、大容量化される傾向に伴い、誘電体シートの厚みは益々薄膜化されている。加えて、自動運転のような信頼性が特に重要視される分野への利用も増加している。その為、従来の基材フィルムではMLCCの品質への影響が小さかったが、加工時に基材フィルムに生じる微細なしわに起因する誘電体シートの厚み不良も、MLCCの品質や歩留まりに大きく影響するようになってきた。またMLCC製造時には、内部電極の印刷された誘電体シートを基材フィルムから剥離して多数積層する工程を経るが、基材フィルムの寸法安定性が低いと、積層後の内部電極の印刷ずれが生じる原因にもなる。
【0006】
一般的にポリエステルフィルムを使用した加工工程では、フィルム幅方向には張力が加えられていないことから、加工時に生じるしわや電極の印刷ずれに対してはフィルム幅方向の寸法安定性が特に重要となる。また加工時に生じるしわの中でも、加工時に熱を加える工程でのしわ発生抑制等の為には、加工温度領域における寸法安定性が重要となる。例えばMLCC製造時においては離型層塗工、誘電体シート形成、内部電極印刷といった工程で加熱を伴う加工工程を経るが、離型層塗工時には90℃~140℃に、誘電体シート形成時には50℃~100℃に、内部電極印刷時には40℃~120℃に加熱する例が示されている。従ってポリエステルフィルムのガラス転移温度以上140℃以下での寸法安定性を向上させることが、前記不具合を抑制することに効果的である。
【0007】
これまでに特許文献1から3のような150℃や190℃での加熱収縮率について規定された寸法安定性の高いポリエステルフィルムについては数多く開示されているが、MLCC製造工程での微細などを抑制する為には、140℃以下の温度領域での特に幅方向の寸法安定性を高度に制御する必要がある。
【0008】
本発明の課題は、70℃~140℃での加熱を伴う加工工程を経た際のしわ発生や加工ずれを抑制することができるポリエステルフィルムを提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、上記実情に鑑み鋭意検討した結果、以下の構成とすることで、上記の課題を解決したポリエステルフィルムとすることができることを見出し本発明に至った。
【0010】
すなわち、本発明の好ましい一態様は以下の構成からなる。
(1)30℃における寸法に対する幅方向の70℃~140℃の寸法変化率が0.00%以上0.20%以下であるポリエステルフィルム。
(2)前記ポリエステルフィルムの30℃における寸法に対する長手方向の70℃~140℃の寸法変化率が-0.10%以上0.30%以下である(1)に記載のポリエステルフィルム。
(3)前記ポリエステルフィルムの長手方向の100℃でのF5値が48MPa以上80MPa以下である(1)または(2)に記載のポリエステルフィルム。
(4)前記ポリエステルフィルムの厚みが15μm以上500μm以下である(1)~(3)のいずれかに記載のポリエステルフィルム。
(5)前記ポリエステルフィルムの片面に離型層を有してなる(1)~(4)のいずれかに記載のポリエステルフィルム。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
防護服
11日前
東レ株式会社
浄水器
29日前
東レ株式会社
複合半透膜
1か月前
東レ株式会社
積層フィルム
10日前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
積層多孔質膜
2か月前
東レ株式会社
風車ブレード
1か月前
東レ株式会社
加飾用フィルム
15日前
東レ株式会社
光透過性表皮材
10日前
東レ株式会社
無配向フィルム
4日前
東レ株式会社
黒色樹脂組成物
15日前
東レ株式会社
不織布の製造装置
9日前
東レ株式会社
多層積層フィルム
1か月前
東レ株式会社
多孔質炭素シート
1か月前
東レ株式会社
貼合体の製造方法
4日前
東レ株式会社
赤外線遮蔽構成体
4日前
東レ株式会社
飛翔体用ブレード
4日前
東レ株式会社
サンドイッチ構造体
1か月前
東レ株式会社
太陽電池モジュール
10日前
東レ株式会社
合成繊維の巻取装置
2か月前
東レ株式会社
織物および繊維製品
2か月前
東レ株式会社
中空糸膜モジュール
15日前
東レ株式会社
テーパ付き円筒部材
10日前
東レ株式会社
溶融紡糸口金パック
16日前
東レ株式会社
遮熱性アクリル繊維
16日前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
マルチフィラメント
3か月前
東レ株式会社
熱硬化性樹脂組成物
2か月前
東レ株式会社
車両用衝撃吸収部材
4日前
東レ株式会社
フィルムの製造装置
4日前
東レ株式会社
繊維断面の検査方法
16日前
東レ株式会社
ポリエステルフィルム
1日前
東レ株式会社
引抜成形品の製造方法
1か月前
東レ株式会社
複合成形体の製造方法
29日前
東レ株式会社
ガス拡散層の製造方法
1か月前
東レ株式会社
ポリエステルフィルム
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ