TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024131243
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023041379
出願日
2023-03-15
発明の名称
表面造形方法及び表面造形装置
出願人
国立研究開発法人量子科学技術研究開発機構
,
学校法人近畿大学
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B23K
26/361 20140101AFI20240920BHJP(工作機械;他に分類されない金属加工)
要約
【課題】深さがナノメートルオーダー又はサブナノメートルオーダーである凹みを表面に造形可能な表面造形技術を提供すること。
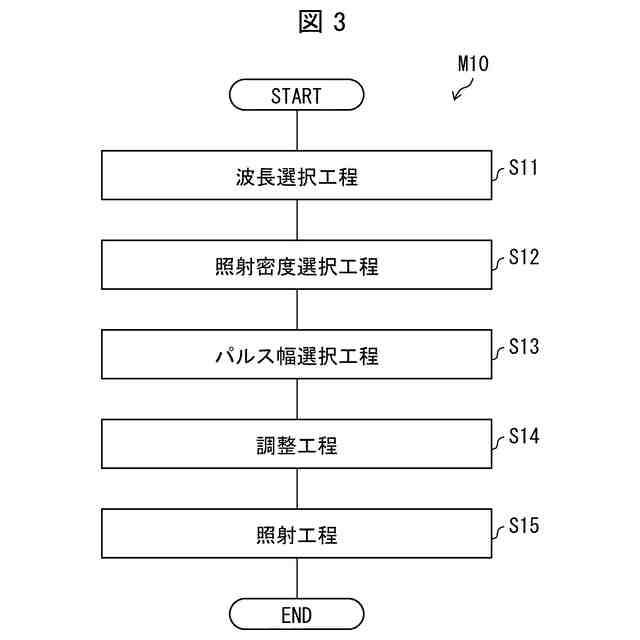
【解決手段】表面造形方法(M10)は、酸化アルミニウム及び酸化チタンの少なくとも何れかにより表面が構成されたターゲットに対してパルス状の軟X線レーザを照射する表面造形方法(M10)であって、パターンの細かさに応じて照射波長を1nm以上30nm以下の範囲から選択する波長選択工程(S11)と、前記波長選択工程で選択された照射波長を有する軟X線レーザを前記表面に照射する照射工程(S15)と、を含む。
【選択図】図3
特許請求の範囲
【請求項1】
酸化アルミニウム及び酸化チタンの少なくとも何れかにより表面が構成されたターゲットに対してパルス状の軟X線レーザを照射することによって、前記表面にパターンを造形する表面造形方法であって、
前記軟X線レーザの波長である照射波長を1nm以上30nm以下の範囲から選択する波長選択工程と、
前記波長選択工程で選択された照射波長を有する軟X線レーザを前記表面に照射する照射工程と、を含む、
ことを特徴とする表面造形方法。
続きを表示(約 940 文字)
【請求項2】
前記波長選択工程では、前記パターンの細かさに応じて前記軟X線レーザの波長である照射波長を1nm以上30nm以下の範囲から選択する、
ことを特徴とする請求項1に記載の表面造形方法。
【請求項3】
前記照射工程の前に実施される調整工程であって、前記軟X線レーザが前記表面において集光するように照射光学系を調整する調整工程を更に含む、ことを特徴とする請求項1又は2に記載の表面造形方法。
【請求項4】
前記照射工程の前に実施されるパルス幅選択工程であって、前記軟X線レーザのパルス幅を10×10
-15
秒以上10×10
-12
秒以下の範囲内において選択するパルス幅選択工程を更に含む、
ことを特徴とする請求項1又は2に記載の表面造形方法。
【請求項5】
酸化アルミニウム及び酸化チタンの少なくとも何れかにより表面が構成されたターゲットに対してパルス状の軟X線レーザを照射することによって、前記表面にパターンを造形する表面造形装置であって、
前記軟X線レーザの波長である照射波長を1nm以上30nm以下の範囲から選択する波長選択部と、
前記波長選択部によって選択された照射波長を有する軟X線レーザを前記表面に照射する照射光学系と、を備えている、
ことを特徴とする表面造形装置。
【請求項6】
前記波長選択部は、前記パターンの細かさに応じて前記軟X線レーザの波長である照射波長を1nm以上30nm以下の範囲から選択する、
ことを特徴とする請求項5に記載の表面造形装置。
【請求項7】
前記軟X線レーザが前記表面において集光するように前記照射光学系を調整する調整部を更に含む、
ことを特徴とする請求項5又は6に記載の表面造形装置。
【請求項8】
前記軟X線レーザのパルス幅を10×10
-15
秒以上10×10
-12
秒以下の範囲内において選択するパルス幅選択部を更に備えている、
ことを特徴とする請求項5又は6に記載の表面造形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軟X線レーザを用いてターゲットの表面にパターンを造形する表面造形方法及び表面造形装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
様々なレーザ光をターゲットの表面に照射することによって、当該表面にパターンを造形する表面造形技術が知られている。これらの表面造形技術は、レーザ加工とも呼ばれている。
【0003】
レーザ加工において用いられるレーザ光の波長は、さまざまである。レーザ加工に広く用いられているレーザ光は、例えば、赤外線、可視光線、及び紫外線である。レーザ光の波長は、ターゲットの表面を構成する材料や、パターンの細かさなどに応じて選択される。
【先行技術文献】
【非特許文献】
【0004】
T.-H. Dinh et al., Communication Physics 2, 150 (2019).
【発明の概要】
【発明が解決しようとする課題】
【0005】
造形されるパターンの細かさを左右する一要因として、照射するレーザ光のスポット径が挙げられる。光のスポット径は、可能な限り合焦した場合であっても、その光の波長程度までしか絞れないことが知られている。したがって、レーザ加工において細かいパターンを造形する場合には、より短い波長を有するレーザ光を用いることが好ましい。
【0006】
例えば、非特許文献1には、紫外線よりも波長が短い軟X線レーザを用いた表面造形技術が記載されている。
【0007】
この表面造形技術では、ターゲットとしてシリコンを用い、波長が10.3nmである軟X線レーザをターゲットの表面に照射することにより、深さがナノメートル(2nm/ショット)の凹みを表面に造形している。例えば、2nm/ショットの凹みを再現性よく造形することが可能であるということは、軟X線レーザのショット数を適宜定めることによって、2nmの精度で造形する凹みの深さを制御可能であることを意味する。
【0008】
その一方で、深さが上述したナノメートルオーダーよりも浅いサブナノメートルオーダー(オングストロームオーダーとも呼ばれる)である凹みを、表面に造形する表面造形技術も求められている。この表面造形技術を実現することにより、サブナノメートルオーダーの精度で造形する凹みの深さを制御することができる。深さをサブナノメートルオーダーで制御された凹みを表面に造形できる表面造形技術は、例えば、微量流路、精密鋳型や電子回路などの形成に適用することができる。
【0009】
本発明の一態様は、1ショット当たりの深さがサブナノメートルオーダーである凹みを表面に造形可能な表面造形技術を提供することを目的とする。
【課題を解決するための手段】
【0010】
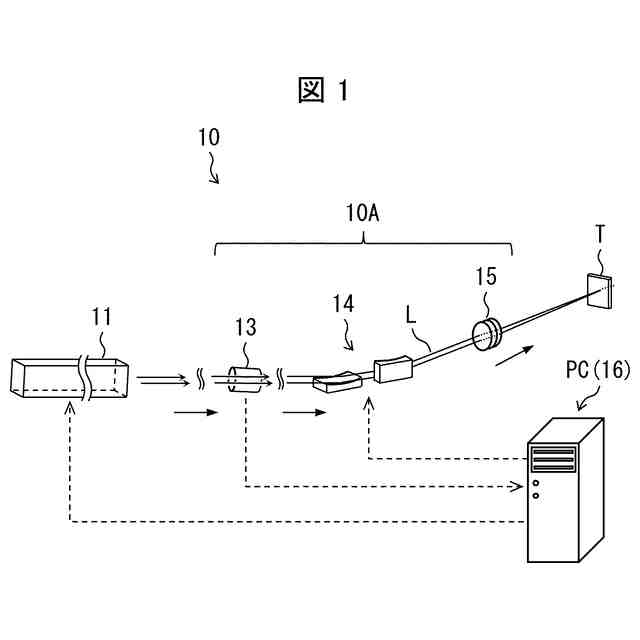
上記の課題を解決するために、本発明の第1の態様に係る表面造形方法は、酸化アルミニウム及び酸化チタンの少なくとも何れかにより表面が構成されたターゲットに対してパルス状の軟X線レーザを照射することによって、前記表面にパターンを造形する表面造形方法であって、前記軟X線レーザの波長である照射波長を1nm以上30nm以下の範囲から選択する波長選択工程と、前記波長選択工程で選択された照射波長を有する軟X線レーザを前記表面に照射する照射工程と、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
4か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社ダイヘン
溶接電源装置
22日前
株式会社ダイヘン
溶接電源装置
9日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
24日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
4日前
株式会社ダイヘン
多層盛り溶接方法
3か月前
日進工具株式会社
エンドミル
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
大見工業株式会社
ドリル
17日前
トヨタ自動車株式会社
接合方法
4か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
4か月前
株式会社ダイヘン
溶接装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社ダイヘン
溶接装置
4か月前
株式会社不二越
超硬合金製ドリル
3か月前
有限会社 ナプラ
ソルダペースト
1か月前
大肯精密株式会社
自動送り穿孔機
4か月前
トヨタ自動車株式会社
溶接マスク
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ