TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025032630
公報種別
公開特許公報(A)
公開日
2025-03-12
出願番号
2023138023
出願日
2023-08-28
発明の名称
金型装置の下死点把握方法及び金型装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B30B
15/06 20060101AFI20250305BHJP(プレス)
要約
【課題】より高い精度で可動型の下死点を把握することができる金型装置の下死点把握方法及び金型装置を提供する。
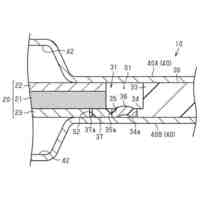
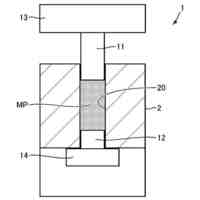
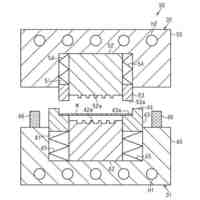
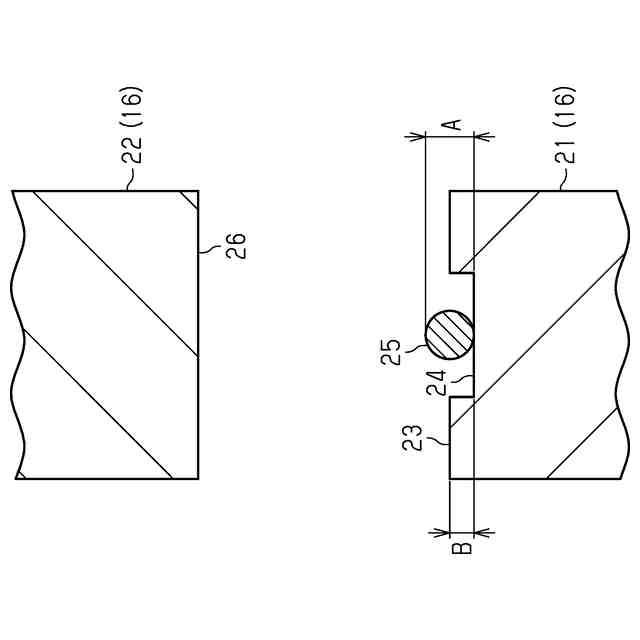
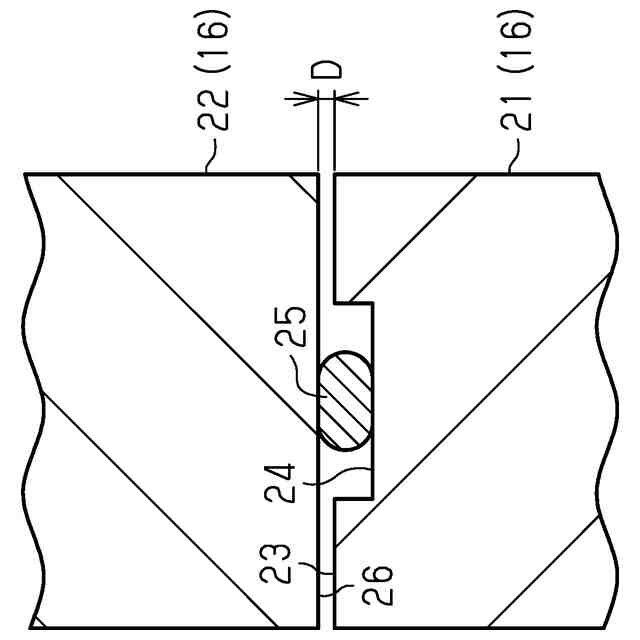
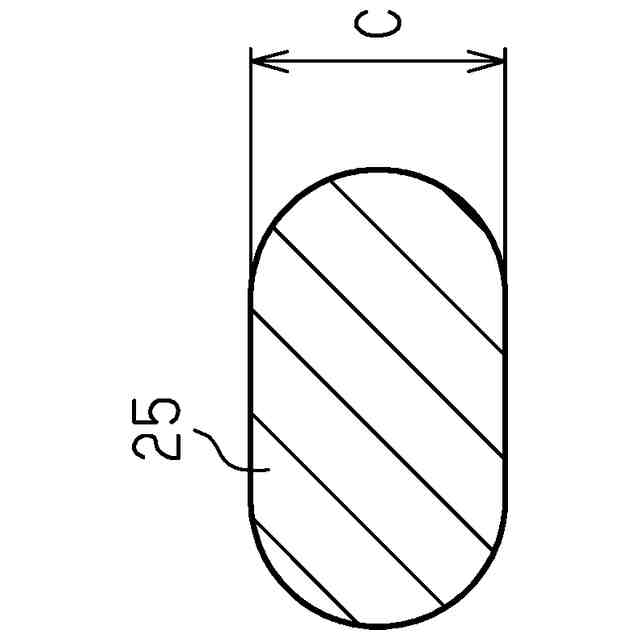
【解決手段】金型装置は、固定型と、可動型と、固定型における可動型との対向面及び可動型における固定型との対向面にそれぞれ設けられた互いに対向する一対のストロークエンドブロック16とを備える。一対のストロークエンドブロックのうち固定型に設けられた一方の先端面23には、凹溝24が形成される。金型装置の下死点把握方法は、凹溝24の深さBよりも外径Aが大きい被変形部材25を一部が凹溝24から突出するように配置する配置工程と、可動型を下死点まで移動させて一対のストロークエンドブロック16によって被変形部材25を圧縮して塑性変形させる圧縮工程と、塑性変形した被変形部材25の圧縮方向の厚さを測定する測定工程と、測定した被変形部材25の厚さに基づいて可動型の下死点を算出する算出工程と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
固定型と、前記固定型に対して接近及び離隔するように移動可能に対向して配置された可動型と、前記固定型における前記可動型との対向面及び前記可動型における前記固定型との対向面にそれぞれ設けられた互いに対向する少なくとも一対のストロークエンドブロックとを備えた金型装置の下死点把握方法であって、
一対の前記ストロークエンドブロックのうち前記固定型に設けられた一方の前記ストロークエンドブロックの先端面には、凹部が形成され、
圧縮されることにより塑性変形するとともに前記凹部の深さよりも最大幅が大きい被変形部材を一部が前記凹部から突出するように前記凹部に配置する配置工程と、
前記可動型を下死点まで移動させて一対の前記ストロークエンドブロックによって前記被変形部材を挟んで圧縮することにより塑性変形させる圧縮工程と、
前記圧縮工程で塑性変形した前記被変形部材の圧縮方向の厚さを測定する測定工程と、
前記測定工程で測定した前記被変形部材の前記厚さに基づいて前記可動型の下死点を算出する算出工程と、
を備えることを特徴とする金型装置の下死点把握方法。
続きを表示(約 320 文字)
【請求項2】
前記凹部は、直線状に延びる凹溝であることを特徴とする請求項1に記載の金型装置の下死点把握方法。
【請求項3】
固定型と、前記固定型に対して接近及び離隔するように移動可能に対向して配置された可動型と、前記固定型における前記可動型との対向面及び前記可動型における前記固定型との対向面にそれぞれ設けられた互いに対向する少なくとも一対のストロークエンドブロックとを備えた金型装置であって、
前記固定型に設けられた前記ストロークエンドブロックの先端面には、一対の前記ストロークエンドブロックによって挟まれて圧縮されることによって塑性変形する被変形部材が配置される凹部が形成されていることを特徴とする金型装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型装置の下死点把握方法及び金型装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
一般に、プレス機は、その作動による蓄熱や外気温度の変化などによってスライドの下死点がずれることがある。このため、従来は、例えば特許文献1に示すプレス機の下死点位置判定方法が知られている。こうしたプレス機の下死点位置判定方法では、次のようにしてスライドの下死点が適正か否かを判定している。
【0003】
プレス機のボルスタ及びスライドにそれぞれ取り付けられた一対の金型の少なくとも一方には、高さ寸法を異にする複数の突部を有した刻印部分が形成されている。スライドを下死点へ移動させると、上記刻印部分の上記各突部の押圧作用により、被加工材の非製品領域に凹所がいくつか形成される。この上記非製品領域に形成される凹所の数に基づいてスライドの下死点が適正か否かを判定する。
【先行技術文献】
【特許文献】
【0004】
特開2010-142852号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上述のようなプレス機の下死点位置判定方法では、複数の突部同士間における最小の高さ寸法の差がスライドの下死点の測定誤差となる。このため、より高い精度でスライドの下死点を把握する上では、改善の余地を残すものとなっている。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための手段及びその作用効果について記載する。
上記課題を解決する金型装置の下死点把握方法は、固定型と、前記固定型に対して接近及び離隔するように移動可能に対向して配置された可動型と、前記固定型における前記可動型との対向面及び前記可動型における前記固定型との対向面にそれぞれ設けられた互いに対向する少なくとも一対のストロークエンドブロックとを備えた金型装置の下死点把握方法であって、一対の前記ストロークエンドブロックのうち前記固定型に設けられた一方の前記ストロークエンドブロックの先端面には、凹部が形成され、圧縮されることにより塑性変形するとともに前記凹部の深さよりも最大幅が大きい被変形部材を一部が前記凹部から突出するように前記凹部に配置する配置工程と、前記可動型を下死点まで移動させて一対の前記ストロークエンドブロックによって前記被変形部材を挟んで圧縮することにより塑性変形させる圧縮工程と、前記圧縮工程で塑性変形した前記被変形部材の圧縮方向の厚さを測定する測定工程と、前記測定工程で測定した前記被変形部材の前記厚さに基づいて前記可動型の下死点を算出する算出工程と、を備えることを要旨とする。
【0007】
上記方法によれば、圧縮工程で塑性変形した被変形部材の圧縮方向の厚さの実測値に基づいて可動型の下死点を算出するため、より高い精度で可動型の下死点を把握することができる。
【0008】
上記課題を解決する金型装置は、固定型と、前記固定型に対して接近及び離隔するように移動可能に対向して配置された可動型と、前記固定型における前記可動型との対向面及び前記可動型における前記固定型との対向面にそれぞれ設けられた互いに対向する少なくとも一対のストロークエンドブロックとを備えた金型装置であって、前記固定型に設けられた前記ストロークエンドブロックの先端面には、一対の前記ストロークエンドブロックによって挟まれて圧縮されることによって塑性変形する被変形部材が配置される凹部が形成されていることを要旨とする。
【0009】
上記構成によれば、凹部に被変形部材を配置した状態で可動型を下死点まで移動させて一対のストロークエンドブロックによって被変形部材を挟んで圧縮すると、被変形部材が塑性変形する。この塑性変形した被変形部材の圧縮方向の厚さを測定することで、当該厚さの実測値に基づいて可動型の下死点を算出することができる。このため、より高い精度で可動型の下死点を把握することができる。
【図面の簡単な説明】
【0010】
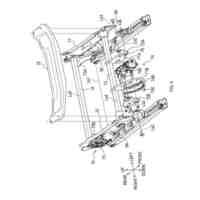
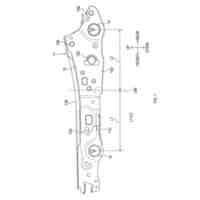
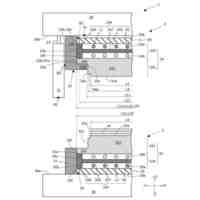
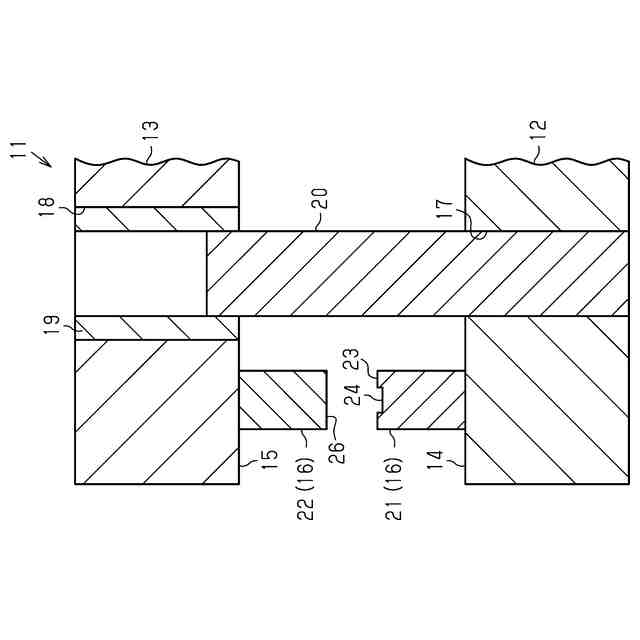
一実施形態の可動型が上死点にあるときの金型装置の要部を示す断面模式図である。
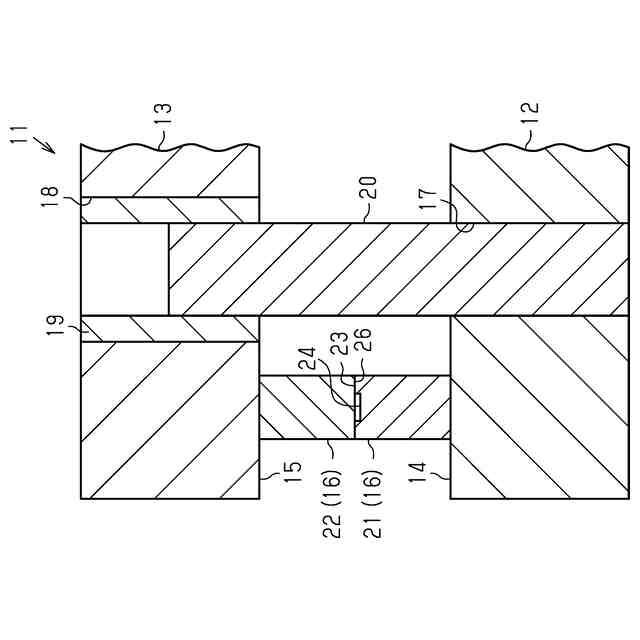
図1において可動型が下死点にあるときの状態を示す断面模式図である。
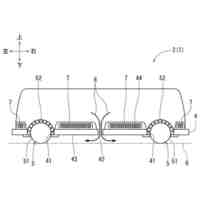
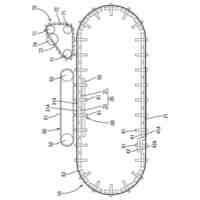
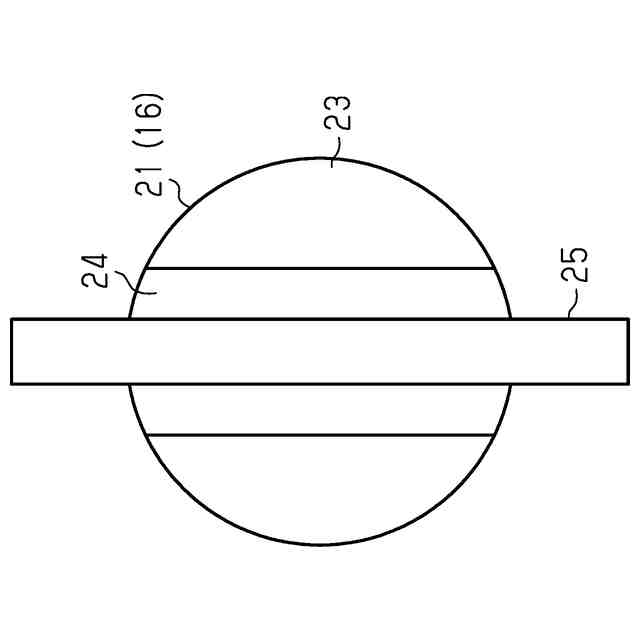
凹溝に被変形部材を配置したときの固定側ブロックを示す平面模式図である。
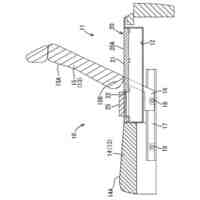
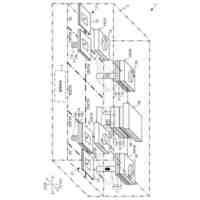
図3の状態の固定側ブロックと当該固定側ブロックと対向するとともに可動型が上死点に位置するときの可動側ブロックとを示す要部拡大断面模式図である。
図4において可動型の下死点への移動に伴って固定側ブロックと可動側ブロックとで被変形部材が圧縮されたときの状態を示す要部拡大断面模式図である。
図5において圧縮により塑性変形された後の被変形部材を示す断面模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
シート
20日前
トヨタ紡織株式会社
アイロン
25日前
トヨタ紡織株式会社
デッキボード
25日前
トヨタ紡織株式会社
乗物用シート
5日前
トヨタ紡織株式会社
乗物用シート
5日前
トヨタ紡織株式会社
乗物用シート
20日前
トヨタ紡織株式会社
乗物用照明装置
4日前
トヨタ紡織株式会社
カップホルダー
14日前
トヨタ紡織株式会社
車両用排熱装置
18日前
トヨタ紡織株式会社
燃料電池スタック
4日前
トヨタ紡織株式会社
乗物用シート装置
18日前
トヨタ紡織株式会社
燃料電池の単セル
5日前
トヨタ紡織株式会社
クッションフレーム
19日前
トヨタ紡織株式会社
シート制御システム
7日前
トヨタ紡織株式会社
繊維状複合体の製造方法
12日前
トヨタ紡織株式会社
繊維状複合体の製造方法
12日前
トヨタ紡織株式会社
エアバッグの力布取付構造
18日前
トヨタ紡織株式会社
鉄心の焼鈍方法及び焼鈍用治具
18日前
トヨタ紡織株式会社
熱可塑性樹脂組成物の製造方法
12日前
トヨタ紡織株式会社
剥離装置及び積層体の剥離方法
22日前
トヨタ紡織株式会社
植物繊維含有樹脂ボードの製造方法
18日前
トヨタ紡織株式会社
熱可塑性樹脂組成物及びその製造方法
12日前
トヨタ紡織株式会社
繊維状物質及びその製造方法並びに粉体
12日前
トヨタ紡織株式会社
繊維状複合体及びその製造方法並びに粉体
12日前
トヨタ紡織株式会社
燃料電池用セパレータ及び燃料電池の単セル
18日前
トヨタ紡織株式会社
熱可塑性樹脂組成物及びその製造方法並びに成形体
12日前
トヨタ紡織株式会社
プレス方法
26日前
トヨタ紡織株式会社
パーティション装置、パーティションシステム、及び制御装置
4日前
トヨタ紡織株式会社
燃料電池用セパレータの製造装置及び燃料電池用セパレータの製造方法
5日前
日機装株式会社
加圧装置
5か月前
株式会社ヨコオ
製造装置
5か月前
日機装株式会社
加圧システム
6か月前
大同工業株式会社
高温成形用金型
3か月前
住友重機械工業株式会社
プレス装置
5か月前
住友重機械工業株式会社
プレス装置
4か月前
日本発條株式会社
加工油供給方法及び装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ