TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025157915
公報種別
公開特許公報(A)
公開日
2025-10-16
出願番号
2024060271
出願日
2024-04-03
発明の名称
燃料電池用セパレータの製造装置及び燃料電池用セパレータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H01M
8/0226 20160101AFI20251008BHJP(基本的電気素子)
要約
【課題】成形後の基材を容易に取り出すことができる燃料電池用セパレータの製造装置及び燃料電池用セパレータの製造方法を提供する。
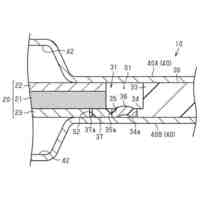
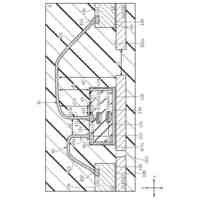
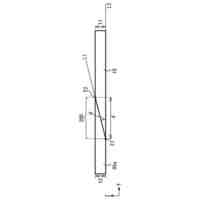
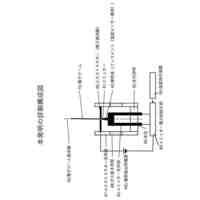
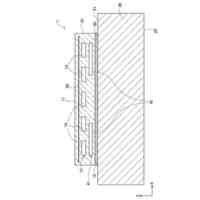
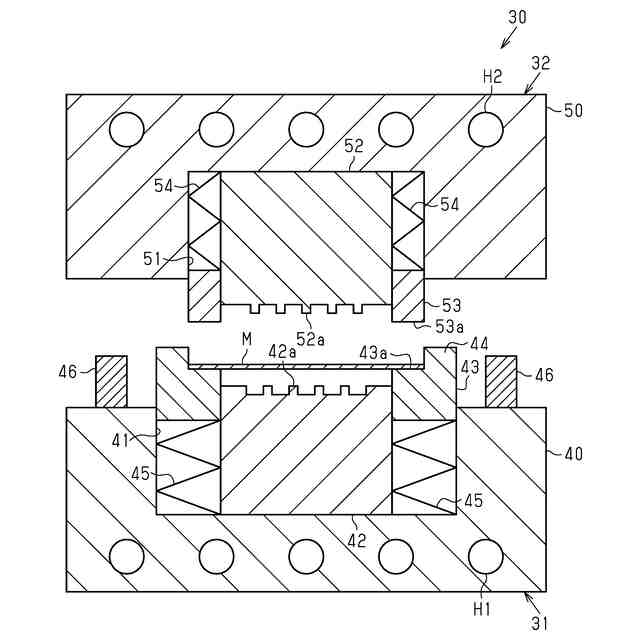
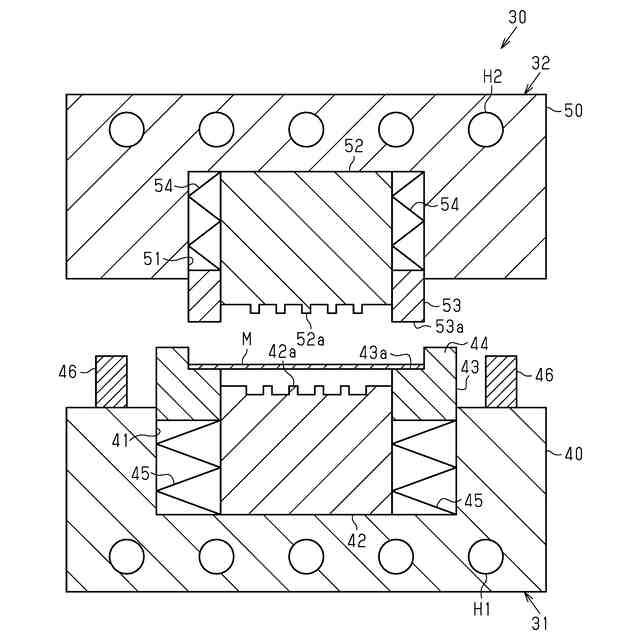
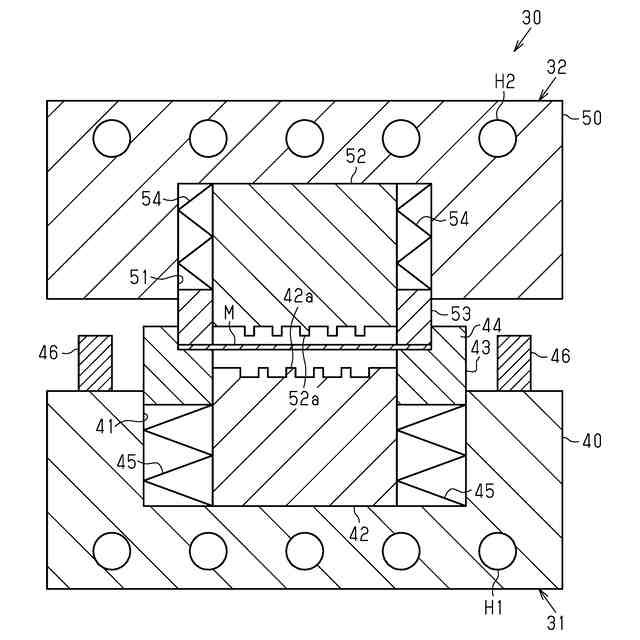
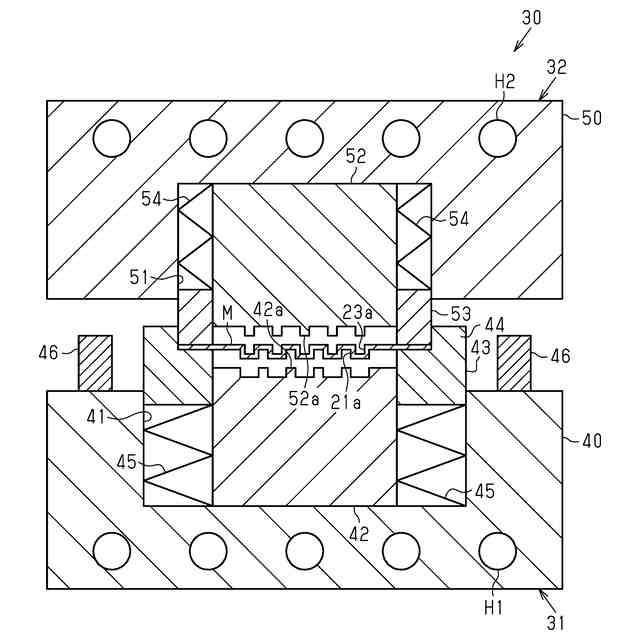
【解決手段】製造装置30は、型締め及び型開き可能に構成された固定型31及び可動型32を備える。固定型31は、基材Mに溝を成形する固定側成形部42と、型開き時に基材Mを固定側成形部42から引き離す固定側支持部43と、基材Mを固定側成形部42から引き離すための付勢力を固定側支持部43に付与する固定側付勢部45とを備える。可動型32は、固定側成形部42とは反対側から基材Mに溝を成形する可動側成形部52と、型開き時に基材Mを可動側成形部52から引き離す可動側支持部53と、基材Mを可動側成形部52から引き離すための付勢力を可動側支持部53に付与する可動側付勢部54とを備える。可動側付勢部54の付勢力は、固定側付勢部45の付勢力よりも大きい。
【選択図】図2
特許請求の範囲
【請求項1】
樹脂材と導電材とを含む板状の基材を熱プレスすることにより、流体が流れる複数の溝を板厚方向の両面に有する燃料電池用セパレータを製造する装置であって、
型締め及び型開き可能に構成された第1型及び第2型を備え、
前記第1型は、
前記基材に前記溝を成形する第1成形部と、
型締め時に前記基材を支持するとともに、型開き時に前記基材を前記第1成形部から引き離す第1支持部と、
前記基材を前記第1成形部から引き離すための付勢力を前記第1支持部に付与する第1付勢部と、を備え、
前記第2型は、
前記第1成形部とは反対側から前記基材に前記溝を成形する第2成形部と、
型締め時に前記第1支持部とは反対側から前記基材を支持するとともに、型開き時に前記基材を前記第2成形部から引き離す第2支持部と、
前記基材を前記第2成形部から引き離すための付勢力を前記第2支持部に付与する第2付勢部と、を備え、
前記第2付勢部の付勢力は、前記第1付勢部の付勢力よりも大きい、
燃料電池用セパレータの製造装置。
続きを表示(約 720 文字)
【請求項2】
前記第1支持部は、前記基材を支持する支持面を有しており、
型開き時の前記支持面は、前記第1成形部よりも前記第2型に近い側に位置している、
請求項1に記載の燃料電池用セパレータの製造装置。
【請求項3】
前記第1支持部は、前記基材を支持する支持面と、前記支持面から前記第2型に向かって起立するとともに前記基材の周縁部を取り囲む規制壁と、を有している、
請求項1に記載の燃料電池用セパレータの製造装置。
【請求項4】
型締め時の前記規制壁は、前記支持面の面方向において前記第2支持部に対向する、
請求項3に記載の燃料電池用セパレータの製造装置。
【請求項5】
請求項1~請求項4のいずれか一項に記載の燃料電池用セパレータの製造装置を用いた燃料電池用セパレータの製造方法であって、
前記第1型と前記第2型とを型締めすることにより、前記第1成形部と前記第2成形部とによって前記基材の板厚方向の両面に前記溝を成形する型締め工程と、
前記第1型と前記第2型との型開きに伴って、前記第2支持部によって前記基材を前記第2成形部から引き離す第1引き離し工程と、
前記第1型と前記第2型との型開きに伴って、前記第1支持部によって前記基材を前記第1成形部から引き離す第2引き離し工程と、を備える、
燃料電池用セパレータの製造方法。
【請求項6】
前記型締め工程に先立ち、前記第1支持部によって前記基材を前記第1成形部から離間させた状態で支持する支持工程を備える、
請求項5に記載の燃料電池用セパレータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、燃料電池用セパレータの製造装置及び燃料電池用セパレータの製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、熱可塑性の樹脂材中に導電性のフィラーが分散された素材シートを、熱プレス装置を用いて熱プレス成形することにより燃料電池用セパレータを製造する方法が開示されている。
【0003】
特許文献1に記載のセパレータは、板厚方向の一方側の面に複数のガス流路を有している。セパレータは、板厚方向の他方側の面に複数の冷却媒体流路を有している。ガス流路と冷却媒体流路とは、セパレータの面方向に交互に設けられている。
【0004】
特許文献1に記載の熱プレス装置は、下側成形面を有する固定型と、上側成形面を有する可動型とを備えている。下側成形面は、素材シートにガス流路を成形する複数の凹溝を有している。上側成形面は、素材シートに冷却媒体流路を成形する複数の突条を有している。熱プレス装置が型締めされることにより、素材シートにガス流路と冷却媒体流路とが同時に成形される。
【先行技術文献】
【特許文献】
【0005】
特開2023-154991号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一般的に、固定型と可動型との間で樹脂製品を成形する場合、成形品が可動型に食い付くように金型形状等が設定される。そして、型開き時には、可動型に設けられたノックアウト部材によって、成形品が可動型から引き離される。
【0007】
しかしながら、板厚方向の一方側の面及び他方側の面にガス流路及び冷却媒体流路がそれぞれ設けられたセパレータを成形する場合は、以下の不都合が生じるおそれがある。すなわち、ノックアウト部材が設けられていない固定型に成形品が食い付いたり、固定型と可動型との双方に成形品が食い付いたりするおそれがある。これらの場合、型開き時に成形品を取り出すことが困難となるおそれがある。
【課題を解決するための手段】
【0008】
上記課題を解決するための燃料電池用セパレータの製造装置は、樹脂材と導電材とを含む板状の基材を熱プレスすることにより、流体が流れる複数の溝を板厚方向の両面に有する燃料電池用セパレータを製造する装置であって、型締め及び型開き可能に構成された第1型及び第2型を備え、前記第1型は、前記基材に前記溝を成形する第1成形部と、型締め時に前記基材を支持するとともに、型開き時に前記基材を前記第1成形部から引き離す第1支持部と、前記基材を前記第1成形部から引き離すための付勢力を前記第1支持部に付与する第1付勢部と、を備え、前記第2型は、前記第1成形部とは反対側から前記基材に前記溝を成形する第2成形部と、型締め時に前記第1支持部とは反対側から前記基材を支持するとともに、型開き時に前記基材を前記第2成形部から引き離す第2支持部と、前記基材を前記第2成形部から引き離すための付勢力を前記第2支持部に付与する第2付勢部と、を備え、前記第2付勢部の付勢力は、前記第1付勢部の付勢力よりも大きい。
【0009】
上記構成によれば、型締め時に第1成形部と第2成形部とによって基材が熱プレスされることにより、基材の板厚方向の両面に溝が形成される。型締め時の基材は、第1支持部と第2支持部とによって支持される。ここで、第2支持部を付勢する第2付勢部の付勢力は、第1支持部を付勢する第1付勢部の付勢力よりも大きい。このため、型開き直後の第2支持部は、基材を第1支持部に押し付けることにより、第1成形部に対する第1支持部の移動を規制する。この状態で型開きが進行することにより、第2支持部が基材を第1支持部に押し付けた状態で、第2成形部のみが基材から離れる。つまり、第2支持部によって、基材が第2成形部から引き離される。その後、型開きの進行に伴って第2支持部が基材から離間する方向に移動することにより、第1支持部によって、基材が第1成形部から引き離される。以上のことから、型開きを行うことにより、第2支持部及び第1支持部によって、基材が第2成形部及び第1成形部から順次引き離される。したがって、成形後の基材を第1型及び第2型から容易に取り出すことができる。
【図面の簡単な説明】
【0010】
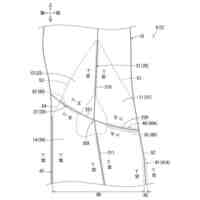
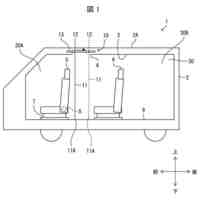
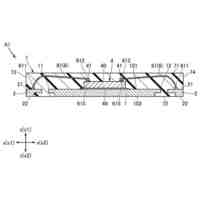
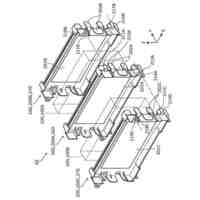
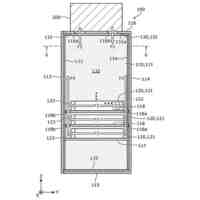
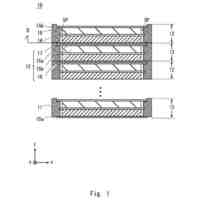
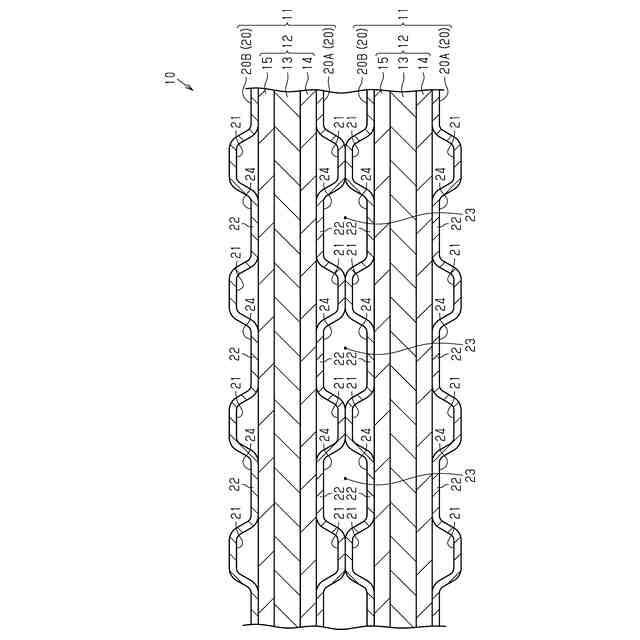
図1は、第1実施形態の燃料電池用セパレータを備える燃料電池スタックを示す断面図である。
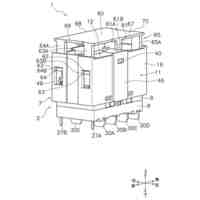
図2は、第1実施形態の燃料電池用セパレータの製造装置を示す断面図である。
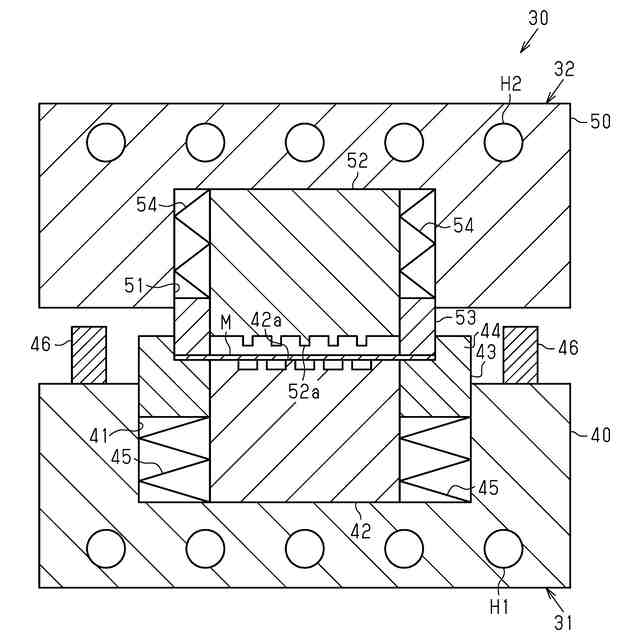
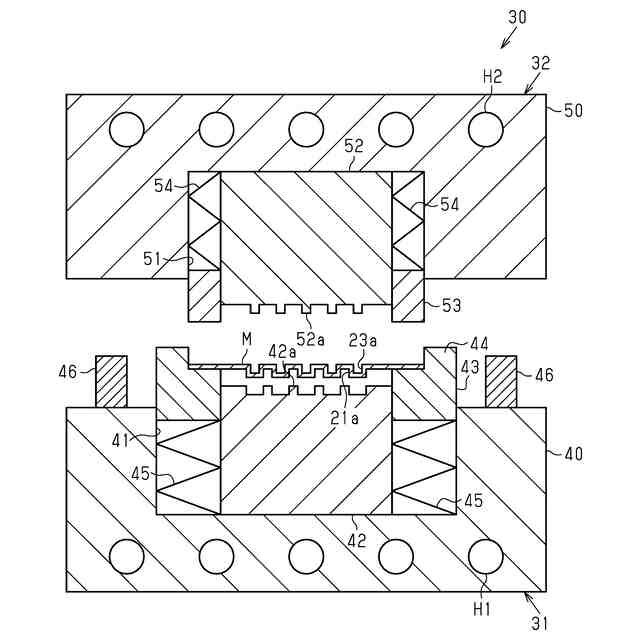
図3は、図2の可動型の降下により可動側支持部が基材に接触した状態を示す断面図である。
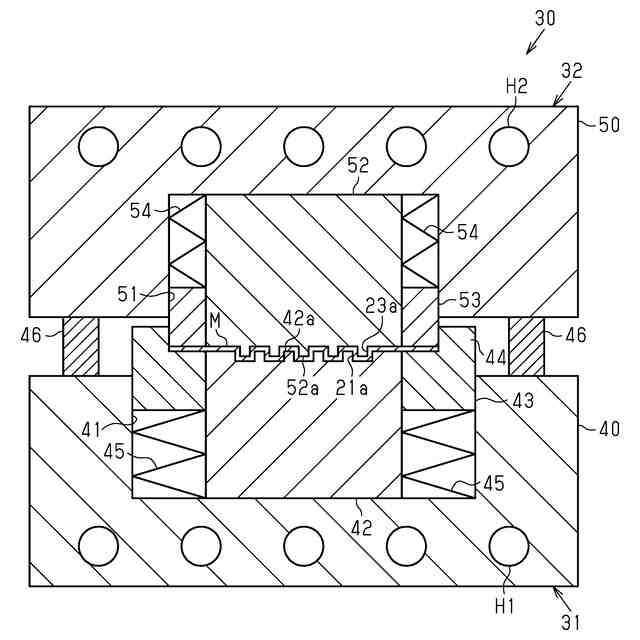
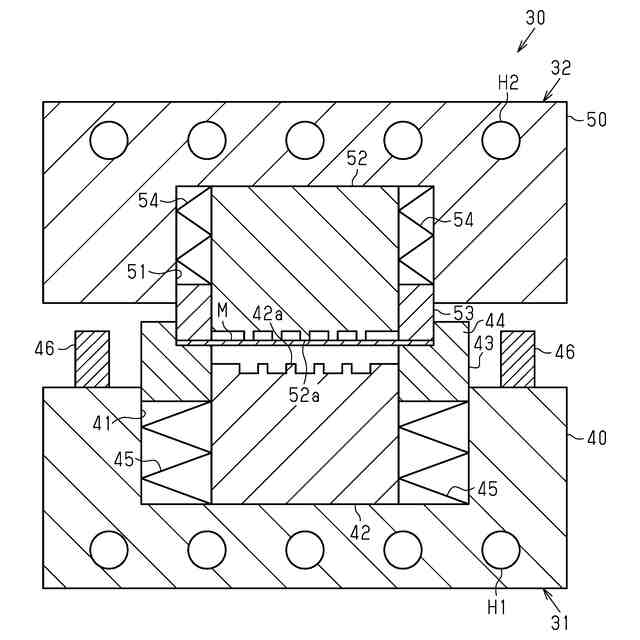
図4は、図3の可動型の降下により基材が固定側成形部に接触した状態を示す断面図である。
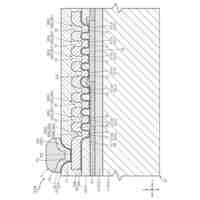
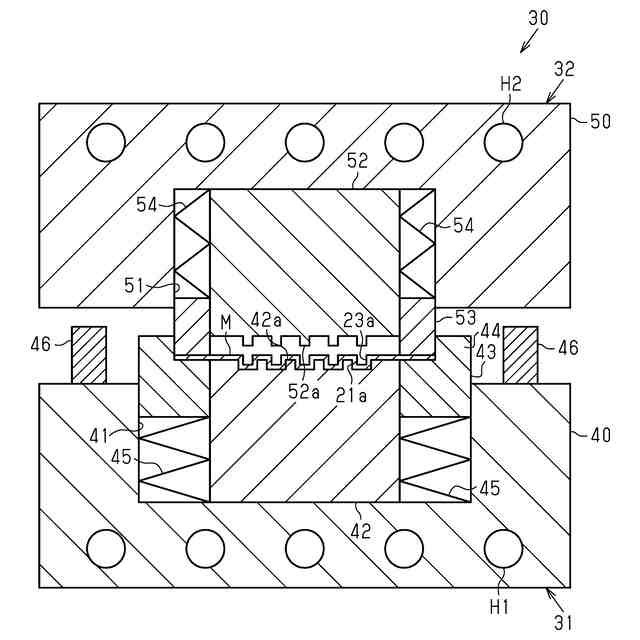
図5は、図4の可動型の降下により固定型と可動型との型締めが完了した状態を示す断面図である。
図6は、図5の可動型の上昇により可動側支持部が基材を可動側成形部から引き離した状態を示す断面図である。
図7は、図6の可動型の上昇により固定側支持部が基材を固定側成形部から引き離した状態を示す断面図である。
図8は、図7の可動型の上昇により固定型と可動型との型開きが完了した状態を示す断面図である。
図9は、第2実施形態の燃料電池用セパレータの製造装置において、可動型の降下により可動側成形部が基材に接触した状態を示す断面図である。
図10は、第2実施形態において、可動型の上昇により固定側支持部が基材を固定側成形部から引き離した状態を示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
乗物用シート
10日前
トヨタ紡織株式会社
乗物用シート
10日前
トヨタ紡織株式会社
乗物用照明装置
9日前
トヨタ紡織株式会社
燃料電池スタック
9日前
トヨタ紡織株式会社
燃料電池の単セル
10日前
トヨタ紡織株式会社
シート制御システム
12日前
豊田合成株式会社
車両用投影装置
4日前
豊田合成株式会社
車両用照明装置
4日前
トヨタ紡織株式会社
繊維状複合体及びその製造方法並びに粉体
17日前
トヨタ紡織株式会社
熱可塑性樹脂組成物及びその製造方法並びに成形体
17日前
トヨタ紡織株式会社
パーティション装置、パーティションシステム、及び制御装置
9日前
トヨタ紡織株式会社
燃料電池用セパレータの製造装置及び燃料電池用セパレータの製造方法
10日前
APB株式会社
蓄電セル
2日前
東ソー株式会社
絶縁電線
4日前
個人
フレキシブル電気化学素子
16日前
ローム株式会社
半導体装置
23日前
ローム株式会社
半導体装置
3日前
株式会社ユーシン
操作装置
16日前
ローム株式会社
半導体装置
18日前
日新イオン機器株式会社
イオン源
12日前
株式会社GSユアサ
蓄電設備
16日前
太陽誘電株式会社
全固体電池
23日前
オムロン株式会社
電磁継電器
17日前
株式会社ホロン
冷陰極電子源
23日前
太陽誘電株式会社
コイル部品
16日前
株式会社ホロン
冷陰極電子源
10日前
株式会社GSユアサ
蓄電装置
23日前
株式会社GSユアサ
蓄電設備
16日前
日本特殊陶業株式会社
保持装置
5日前
日東電工株式会社
積層体
17日前
ノリタケ株式会社
熱伝導シート
16日前
トヨタ自動車株式会社
冷却構造
4日前
サクサ株式会社
電池の固定構造
16日前
北道電設株式会社
配電具カバー
2日前
トヨタ自動車株式会社
蓄電装置
16日前
日本特殊陶業株式会社
保持装置
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ