TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025138908
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2025120368,2022087076
出願日
2025-07-17,2022-05-27
発明の名称
プレス方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B21D
28/02 20060101AFI20250917BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】積層体の回転時にダイ及びスクイズリングに生じる負荷を低減できるプレス方法を提供する。
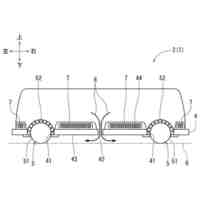
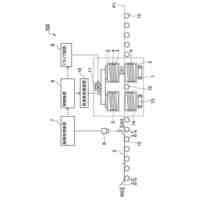
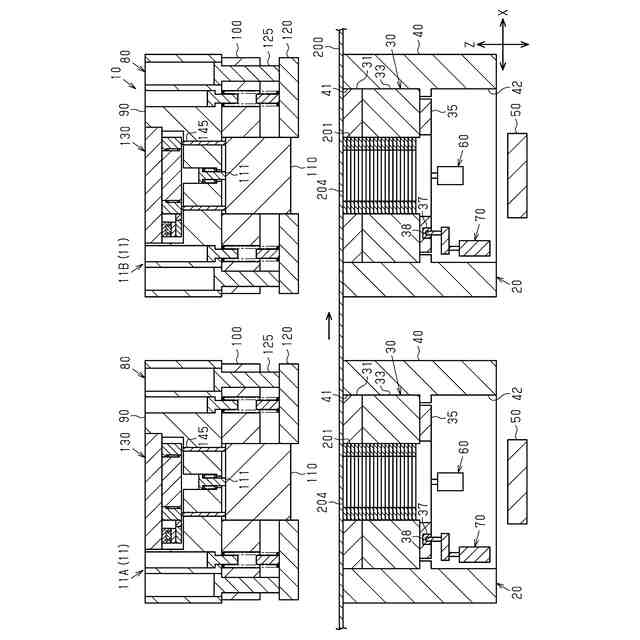
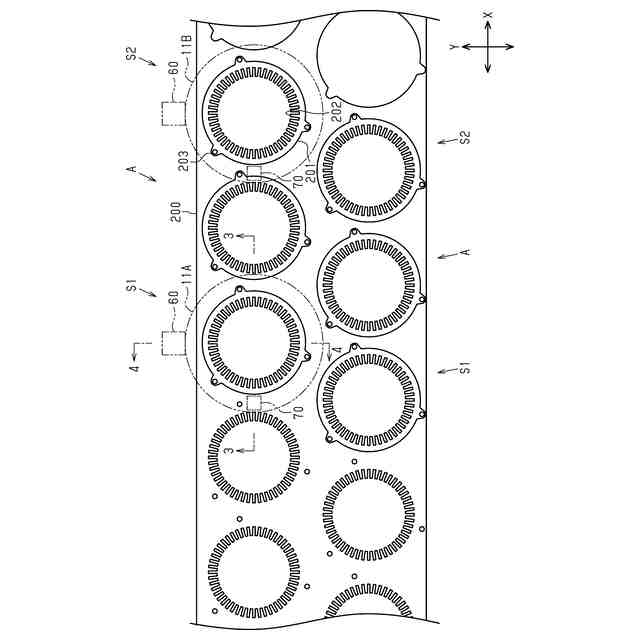
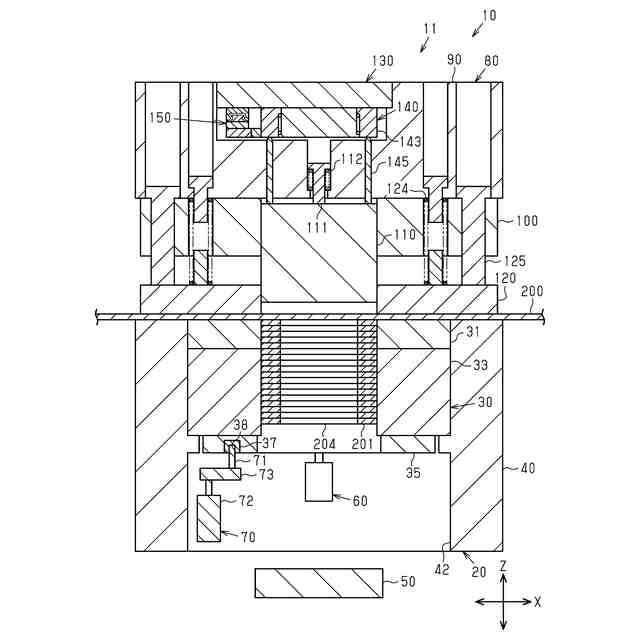
【解決手段】プレス方法は、間欠的に搬送されるワーク200の搬送方向Xに並ぶ2組の積層ユニット11A,11Bを用いて、ワーク200から鉄心片201を打ち抜く。各積層ユニット11A,11Bは、積層体204を形成する積層モードと、ストリッパ120がワーク200から離れている間にダイ31及びスクイズリング33を回転させる回転動作を、ストリッパ120が複数回昇降する間に複数回行う回転モードとに切り替え可能に構成されている。積層ユニット11Aを積層モードに設定した際には、積層ユニット11Bを回転モードに設定する。積層ユニット11Aを回転モードに設定した際には、積層ユニット11Bを積層モードに設定する。
【選択図】図1
特許請求の範囲
【請求項1】
間欠的に搬送されるワークの搬送方向に並ぶ2組の積層ユニットを用いて、前記ワークから鉄心片を打ち抜くプレス方法であって、
前記積層ユニットの各々は、
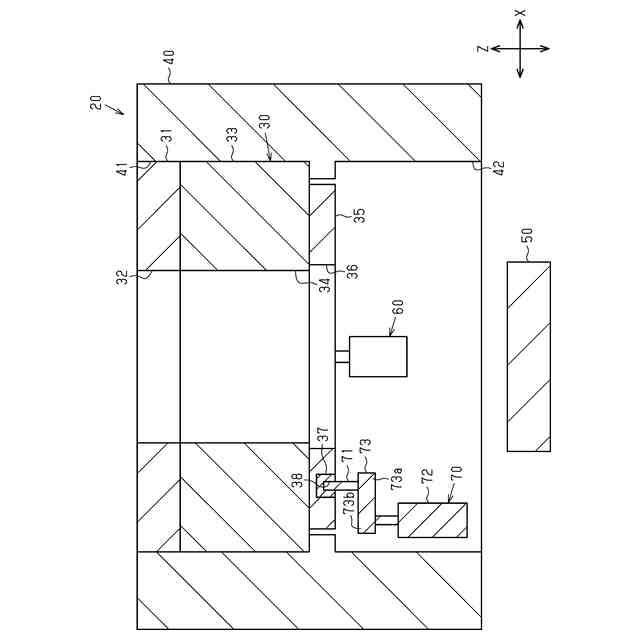
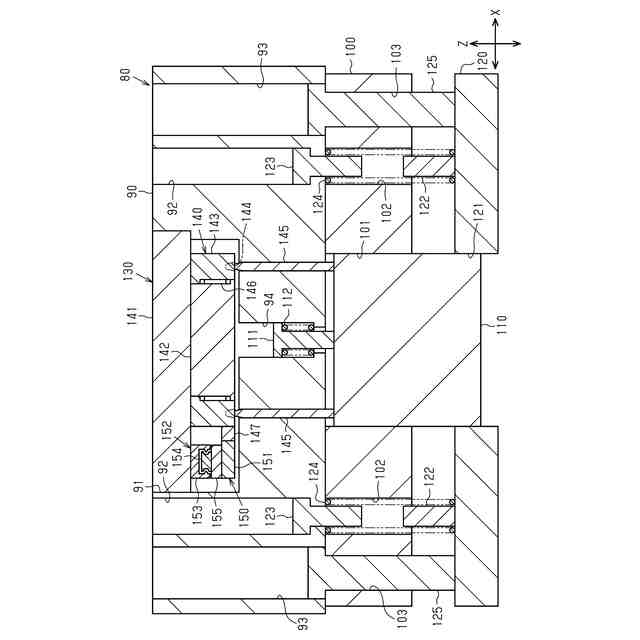
ダイ及びパンチにより前記ワークから前記鉄心片を打ち抜くとともに、前記鉄心片を前記ダイに連通するスクイズリングの内部において積層させることで積層体を形成する積層モードと、
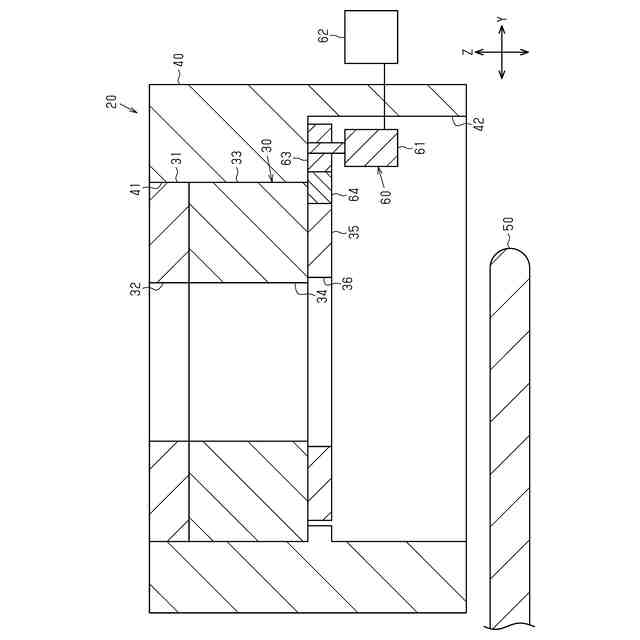
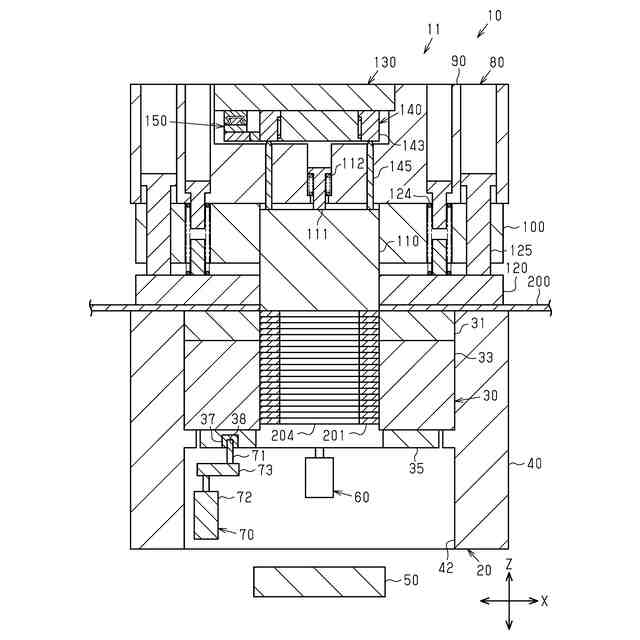
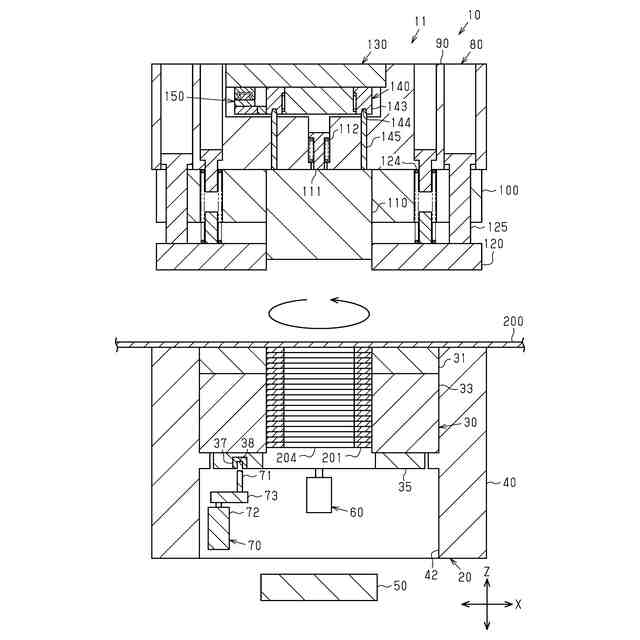
前記パンチを前記ワークから退避させた状態で、前記鉄心片の打ち抜き時に前記ワークを前記ダイに対して押さえ付けるストリッパが前記ワークから離れている間に前記ダイ及び前記スクイズリングを回転させる回転動作を、前記ストリッパが複数回昇降する間に複数回行う回転モードと、に切り替え可能に構成されており、
前記2組の積層ユニットのうち前記搬送方向における上流側の積層ユニットを前記積層モードに設定した際には、前記搬送方向における下流側の積層ユニットを前記回転モードに設定し、前記上流側の積層ユニットを前記回転モードに設定した際には、前記下流側の積層ユニットを前記積層モードに設定する、
プレス方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、回転電機のロータコアやステータコアなどの鉄心は、電磁鋼板から打ち抜かれた複数の鉄心片が積層された筒状の積層体を備えている。
電磁鋼板は、2つの圧延ロールの隙間を通過して圧延されることによって帯状に形成されている。2つの圧延ロールの隙間は、2つの圧延ロールの平行度や、各圧延ロールに作用する荷重などに起因して、圧延ロールの軸方向において一定ではないことがある。この場合、上記隙間を通過する電磁鋼板には、板厚が大きい部分と小さい部分とが存在することになる。こうした電磁鋼板から打ち抜かれた鉄心片が積層された積層体では、鉄心片の板厚が大きい部分同士及び小さい部分同士が重なり合う。このため、積層体の厚さがその周方向の位置によってばらつく。この場合、積層体が偏心するため、回転電機の性能が損なわれるおそれがある。
【0003】
特許文献1には、積層体の厚さばらつきを抑制するために積層体の回転積層を行う装置が開示されている。回転積層では、所定枚数の鉄心片が積層された積層体が周方向に回転された後、当該積層体に対して次の鉄心片の積層が行われる。
【0004】
特許文献1に記載の装置は、ダイを有する下ダイセットと、パンチを有する上ダイセットとを備えている。上ダイセットは、下ダイセットに対して昇降可能に設けられている。ダイに対してパンチが昇降することによって、電磁鋼板から鉄心片が打ち抜かれる。
【0005】
下ダイセットは、ダイに連通して設けられ、鉄心片を保持するスクイズリングと、ダイ及びスクイズリングを一体に回転させる転積駆動機構とを有している。スクイズリングの内部において、複数の鉄心片が順次積層されることで積層体が形成される。
【0006】
上ダイセットは、電磁鋼板をダイに対して押さえ付けるストリッパプレートと、パンチによる鉄心片の打ち抜き及び空打ちを切り替えるカムプレートとを有している。
カムプレートは、パンチの基端面に接触するとともにパンチの昇降方向に対して直交する方向にスライド可能に設けられている。パンチは、カムプレートのスライド動作に伴って、下ダイセットに対して突出した状態と退避した状態とに切り替えられる。これにより、パンチによる鉄心片の打ち抜き及び空打ちが切り替えられる。
【0007】
また、特許文献1に記載の装置は、電磁鋼板の搬送方向に並ぶ2組の積層ステーションを備えている。各積層ステーションは、上述したダイと、スクイズリングと、転積駆動機構とを有している。
【0008】
各積層ステーションでは、スクイズリングの内部において積層体が形成されると、パンチが空打ち状態となるとともに、転積駆動機構によって当該積層体が周方向に回転される。その後、パンチが打ち抜き状態となることで、上記積層体に対して鉄心片が積層される。このようにして、各積層ステーションにおいて積層体の回転積層が行われる。
【0009】
更に同装置では、一方の積層ステーションにおいて鉄心片の打ち抜き動作を行っている際には、他方の積層ステーションにおいて打ち抜き動作を停止するとともに積層体の回転動作を行う。2つの積層ステーションのそれぞれにおいて打ち抜き動作と回転動作とが交互に行われることで、積層体の生産効率が高められている。
【先行技術文献】
【特許文献】
【0010】
特開2011-205836号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
アイロン
3日前
トヨタ紡織株式会社
デッキボード
3日前
トヨタ紡織株式会社
剥離装置及び積層体の剥離方法
今日
トヨタ紡織株式会社
プレス方法
4日前
トヨタ紡織株式会社
情報処理装置、コンテンツ切替方法、車両およびプログラム
10日前
個人
ヘッダー加工機
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
10日前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社TMEIC
監視装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社三明製作所
転造装置
1か月前
ユニプレス株式会社
プレス加工装置
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社不二越
転造加工用平ダイス
6か月前
株式会社TMEIC
制御システム
3か月前
株式会社TMEIC
誘導加熱装置
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
20日前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ