TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025075500
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186717
出願日
2023-10-31
発明の名称
ロータ製造方法及びロータ
出願人
ニデック株式会社
代理人
個人
,
個人
主分類
H02K
15/027 20250101AFI20250508BHJP(電力の発電,変換,配電)
要約
【課題】磁気特性が向上したロータを、容易に製造できる製造方法を提供する。
【解決手段】ロータ製造方法は、鋼板を打ち抜いて、前記コア板部と、前記複数のピース板部と、前記複数のピース板部のそれぞれと前記コア板部とを径方向に連結する複数の連結部と、を有する積層鋼板を形成する打ち抜き工程と、前記積層鋼板を厚み方向に積層して積層体を形成する積層工程と、前記積層体から前記複数の連結部を除去し、前記コア板部と前記複数のピース板部との間に磁石を配置する磁石配置空間を形成する連結部除去工程と、を有する。
【選択図】図11
特許請求の範囲
【請求項1】
中心軸に対して径方向に拡がるコア板部と、前記コア板部に対して径方向外方に離れた位置で周方向に並ぶ複数のピース板部とが、それぞれ厚み方向に積層され、前記コア板部と前記複数のピース板部との間に複数の磁石が位置するロータの製造方法であって、
鋼板を打ち抜いて、前記コア板部と、前記複数のピース板部と、前記複数のピース板部のそれぞれと前記コア板部とを径方向に連結する複数の連結部と、を有する積層鋼板を形成する打ち抜き工程と、
前記積層鋼板を厚み方向に積層して積層体を形成する積層工程と、
前記積層体から前記複数の連結部を除去し、前記コア板部と前記複数のピース板部との間に磁石を配置する磁石配置空間を形成する連結部除去工程と、
を有する、ロータ製造方法。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載のロータ製造方法において、
前記打ち抜き工程では、
前記連結部を前記コア板部及び前記ピース板部に対してプッシュバック加工するプッシュバック工程を含み、
前記プッシュバック工程において前記コア板部及び前記ピース板部に対して元の位置に戻された前記連結部によって、前記コア板部と前記ピース板部とを径方向に連結する、
ロータ製造方法。
【請求項3】
請求項2に記載のロータ製造方法において、
前記プッシュバック工程では、
前記コア板部の径方向外側端面よりも径方向内方の位置で前記連結部の前記径方向内側をプッシュバック加工し、前記ピース板部の径方向内側端面よりも径方向外方の位置で前記連結部の前記径方向外側をプッシュバック加工する、
ロータ製造方法。
【請求項4】
請求項1から請求項3のいずれか一つに記載のロータ製造方法において、
前記連結部除去工程で前記連結部を除去することにより形成された前記磁石配置空間内に、前記複数の磁石を配置する磁石配置工程をさらに有する、
ロータ製造方法。
【請求項5】
請求項1から請求項3のいずれか一つに記載のロータ製造方法において、
前記積層工程では、
前記コア板部のかしめ位置と、前記複数のピース板部それぞれのかしめ位置とで、積層方向に隣り合う前記積層鋼板を厚み方向にかしめつつ積層する、
ロータ製造方法。
【請求項6】
鋼板が厚み方向に積層されて軸方向に延びる筒状のロータコア部と、
鋼板が厚み方向に積層されてそれぞれ前記軸方向に延びるとともに、前記ロータコア部に対して径方向外方に離れた位置で周方向に並ぶ複数のコアピース部と、
それぞれ前記軸方向に延びるとともに、前記ロータコア部と前記複数のコアピース部との間で前記周方向に並ぶ複数の磁石と、
を有し、
前記ロータコア部は、
径方向外側の面に、前記軸方向に見て前記磁石の径方向内側の面に沿って周方向に延びるコア外側面と、
前記コア外側面に対して径方向内方に凹むコア凹部とを有し、
前記コアピース部は、
径方向内側の面に、前記軸方向に見て前記磁石の径方向外側の面に沿って周方向に延びるピース内側面と、
前記ピース内側面に対して径方向外方に凹むピース凹部とを有する、
ロータ。
【請求項7】
請求項6に記載のロータにおいて、
前記ロータコア部の前記コア凹部の内面を構成する前記鋼板の端面では、
厚み方向にせん断面と破断面とが並んでいて、
前記コアピース部の前記ピース凹部の内面を構成する前記鋼板の端面では、
厚み方向にせん断面と破断面とが並んでいる、
ロータ。
【請求項8】
請求項6に記載のロータにおいて、
前記鋼板は、
前記コア外側面を構成する端部、及び、前記ピース内側面を構成する端部に、厚み方向の一方に突出する突出部を有し、
前記コア凹部の内面を構成する端部、及び、前記ピース凹部の内面を構成する端部に、前記厚み方向の他方に突出する突出部を有する、
ロータ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータ製造方法及びロータに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
積層鋼板によって構成された筒状のロータコア部と、それぞれ積層鋼板によって構成され、前記ロータコア部に対して径方向外方に離れた位置で周方向に並ぶ複数のコアピース部とを有し、前記ロータコア部と前記コアピース部との間に複数の磁石が配置されたロータが知られている。このようなロータとして、ベース部と、前記ベース部の径方向外側に配列される複数の片状部と、を有するロータコアと、前記ロータコアの内部に配した複数のマグネットと、を有するロータが開示されている(例えば、特許文献1)。
【0003】
前記ロータでは、前記ベース部と前記片状部との間に、周方向の全周にわたって、鋼板の領域が存在しない。また、前記ロータでは、周方向に隣り合うマグネットの間に、空間が形成される。これにより、前記ロータでは、前記ベース部と前記片状部との間、及び、前記周方向に隣り合うマグネットの間に、空気、または、樹脂等のフラックスバリアを設けることができる。これにより、磁束ループの発生を抑えて、ロータの磁気特性を向上させることができる。
【先行技術文献】
【特許文献】
【0004】
国際公開第2018/124093号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上述の構成を有するロータでは、ロータコア部は、厚み方向に積層された複数の鋼板によって構成されている。前記ロータコア部に対して径方向外方に離れた複数のコアピース部は、それぞれ厚み方向に積層された複数の鋼板によって構成されている。したがって、前記ロータの製造時において前記鋼板を積層する際の作業性がよくない。そこで、磁気特性が向上したロータを、容易に製造できる製造方法が求められている。
【0006】
本発明の目的は、磁気特性が向上したロータを、容易に製造できる製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の一実施形態に係るロータ製造方法は、中心軸に対して径方向に拡がるコア板部と、前記コア板部に対して径方向外方に離れた位置で周方向に並ぶ複数のピース板部とが、それぞれ厚み方向に積層され、前記コア板部と前記複数のピース板部との間に複数の磁石が位置するロータの製造方法である。前記ロータ製造方法は、鋼板を打ち抜いて、前記コア板部と、前記複数のピース板部と、前記複数のピース板部のそれぞれと前記コア板部とを径方向に連結する複数の連結部と、を有する積層鋼板を形成する打ち抜き工程と、前記積層鋼板を厚み方向に積層して積層体を形成する積層工程と、前記積層体から前記複数の連結部を除去し、前記コア板部と前記複数のピース板部との間に磁石を配置する磁石配置空間を形成する連結部除去工程と、を有する。
【0008】
本発明の一実施形態に係るロータは、鋼板が厚み方向に積層されて軸方向に延びる筒状のロータコア部と、鋼板が厚み方向に積層されてそれぞれ前記軸方向に延びるとともに、前記ロータコア部に対して径方向外方に離れた位置で周方向に並ぶ複数のコアピース部と、それぞれ前記軸方向に延びるとともに、前記ロータコア部と前記複数のコアピース部との間で前記周方向に並ぶ複数の磁石と、を有する。前記ロータコア部は、径方向外側の面に、前記軸方向に見て前記磁石の径方向内側の面に沿って周方向に延びるコア外側面と、前記コア外側面に対して径方向内方に凹むコア凹部とを有する。前記コアピース部は、径方向内側の面に、前記軸方向に見て前記磁石の径方向外側の面に沿って周方向に延びるピース内側面と、前記ピース内側面に対して径方向外方に凹むピース凹部とを有する。
【発明の効果】
【0009】
本発明の一実施形態に係るロータ製造方法によれば、磁気特性が向上したロータを、容易に製造できる製造方法を提供できる。
【図面の簡単な説明】
【0010】
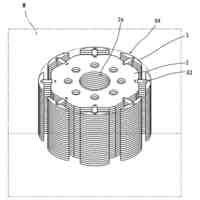
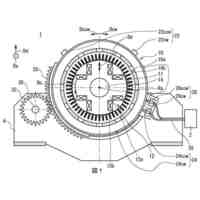
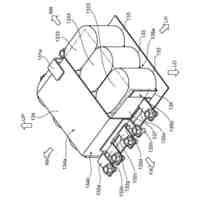
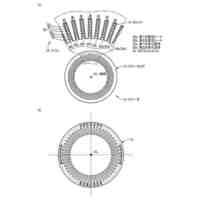
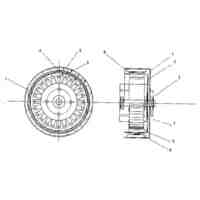
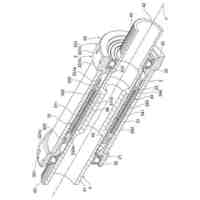
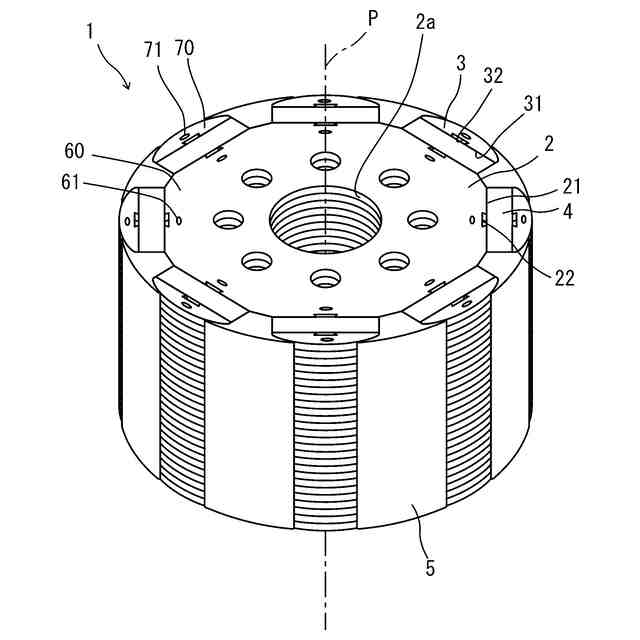
図1は、実施形態に係るロータの概略構成を示す斜視図である。
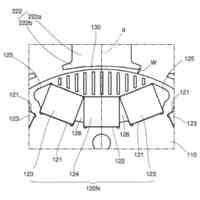
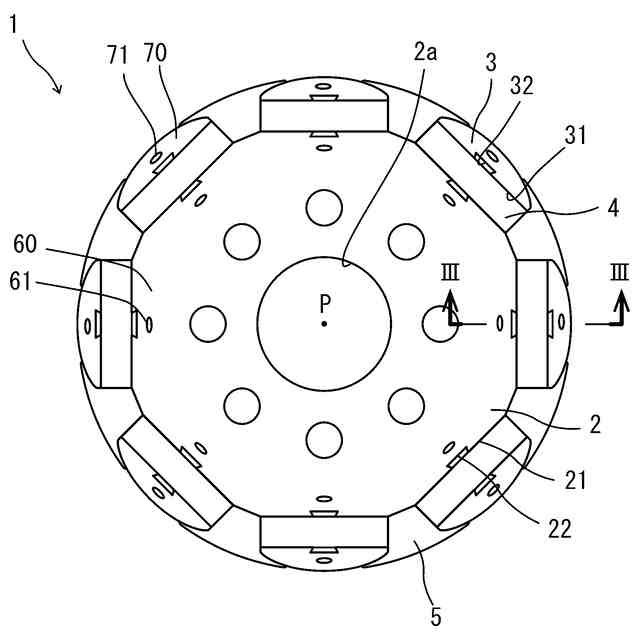
図2は、ロータの概略構成を示す平面図である。
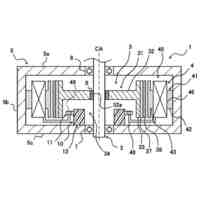
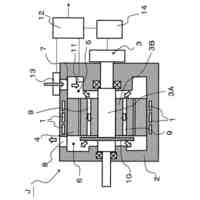
図3は、図2のIII-III線断面図である。
図4は、ロータにおいて1つの層を構成するコア板部及び複数のピース板部の平面図である。
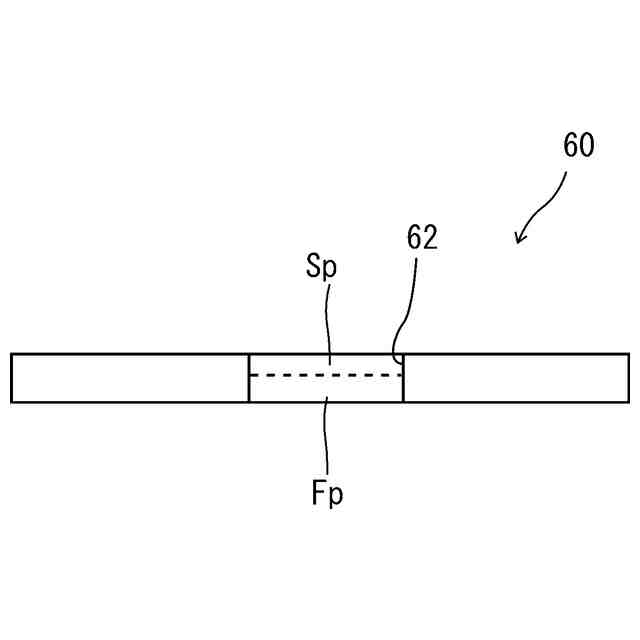
図5Aは、コア板部の径方向外側の端面の形状を模式的に示す図である。
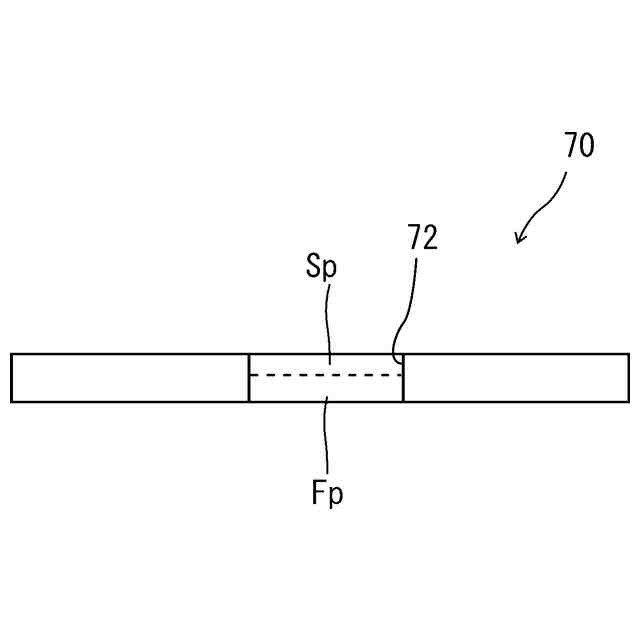
図5Bは、ピース板部の径方向内側の端面の形状を模式的に示す図である。
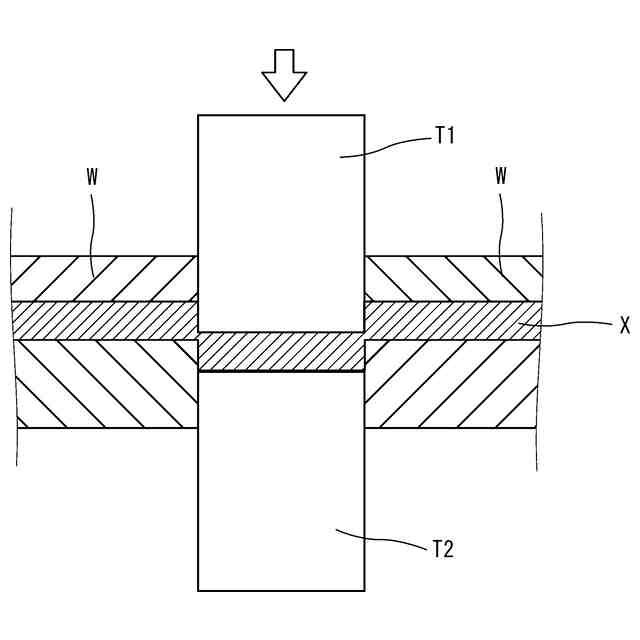
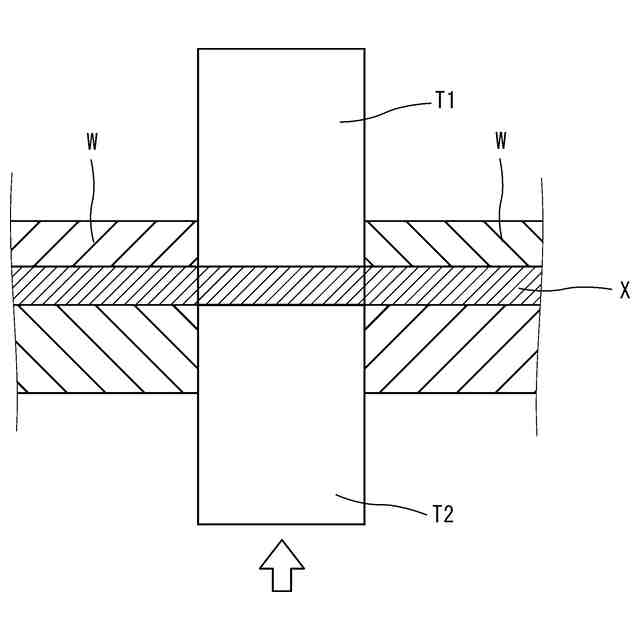
図6Aは、プッシュバック加工を説明する図である。
図6Bは、プッシュバック加工を説明する図である。
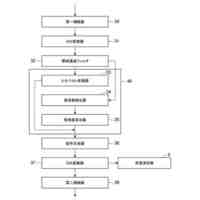
図7は、ロータの製造方法を示すフローチャートである。
図8は、鋼板の打ち抜き図である。
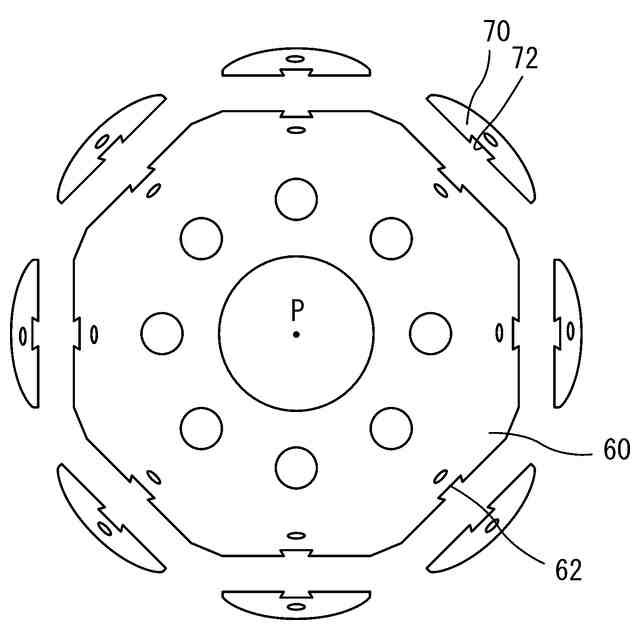
図9は、鋼板を打ち抜いて形成した積層鋼板を厚み方向に見た図である。
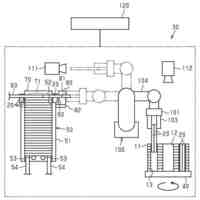
図10は、金型内に積層鋼板を挿入する様子を説明する図である。
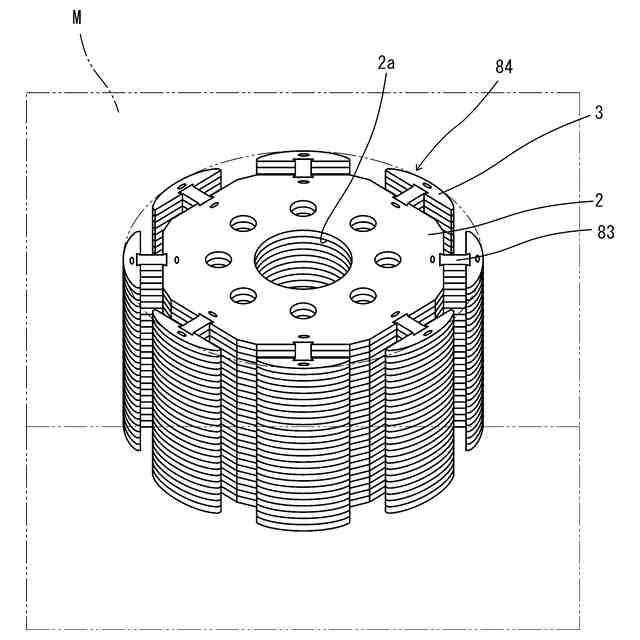
図11は、金型内に形成された積層体の概略構成を説明する図である。
図12は、積層体から連結部を除去する様子を説明する図である。
図13は、積層体から連結部を除去した後の、金型の断面図である。
図14は、金型内に樹脂を充填した後の、金型の断面図である。
図15は、金型から取り出された積層体の概略構成を示す斜視図である。
図16は、磁石配置空間に磁石を配置する様子を説明する図である。
図17Aは、プッシュバック加工によって、連結部をコア板部及び複数のピース板部から切り離す様子を説明する図である。
図17Bは、プッシュバック加工によって、連結部から切り離されたコア板部の端面の形状を模式的に示す図である。
図17Cは、プッシュバック加工によって、コア板部に対して連結部を元の位置に戻す際に、コア板部の端面が変形する様子を模式的に示す図である。
図17Dは、プッシュバック加工によって変形したコア板部の端面の形状を模式的に示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ニデック株式会社
ロータ製造方法及びロータ
3日前
ニデック株式会社
ロータ及びそれを備えるモータ
5日前
ニデック株式会社
モータユニット
3日前
ニデック株式会社
モータ
16日前
個人
発電システム
3日前
西芝電機株式会社
回転電機
6日前
日産自動車株式会社
発電機
2日前
住友電装株式会社
電気接続箱
3日前
住友電装株式会社
電気接続箱
3日前
マツダ株式会社
電力変換装置
3日前
トヨタ自動車株式会社
充電システム
5日前
ダイハツ工業株式会社
モータ製造装置
9日前
株式会社ダイヘン
電圧調整装置
16日前
ミネベアミツミ株式会社
モータ
5日前
株式会社アイドゥス企画
負荷追従電動モータ
10日前
新光電子株式会社
発振器
5日前
トヨタ自動車株式会社
ステータ
3日前
株式会社ミツバ
回転電機
3日前
トヨタ紡織株式会社
磁石挿入装置
16日前
株式会社アイドゥス企画
磁力トルクコンバータ
10日前
ミネベアミツミ株式会社
発電装置
5日前
ミネベアミツミ株式会社
発電装置
5日前
株式会社アイシン
回転電機用ステータ製造方法
11日前
株式会社ゲットクリーンエナジー
発電機
17日前
株式会社アイシン
回転電機用ステータ製造方法
11日前
株式会社デンソー
電気機器
5日前
株式会社ゲットクリーンエナジー
モーター
3日前
株式会社ダイヘン
無線給電システム
16日前
日本精工株式会社
モータ
4日前
マクセル株式会社
電池の放電装置
6日前
株式会社TMEIC
電力変換装置
6日前
株式会社豊田自動織機
回転電機
16日前
株式会社TMEIC
電力変換装置
9日前
トヨタバッテリー株式会社
二次電池システム
16日前
株式会社アイシン
車載制御装置
5日前
株式会社デンソー
電力変換装置
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ