TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085367
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199195
出願日
2023-11-24
発明の名称
電池の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
10/0585 20100101AFI20250529BHJP(基本的電気素子)
要約
【課題】生産管理の簡易化が可能な電池の製造方法を提供する。
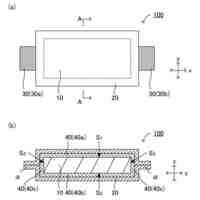
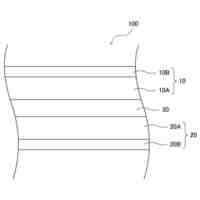
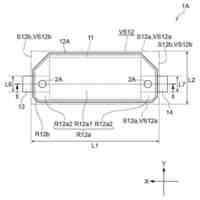
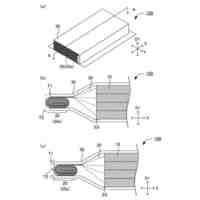
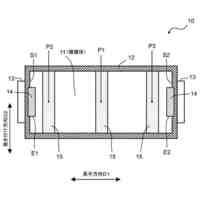
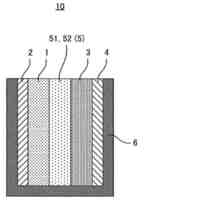
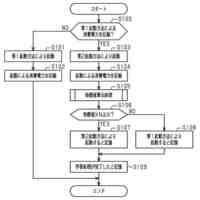
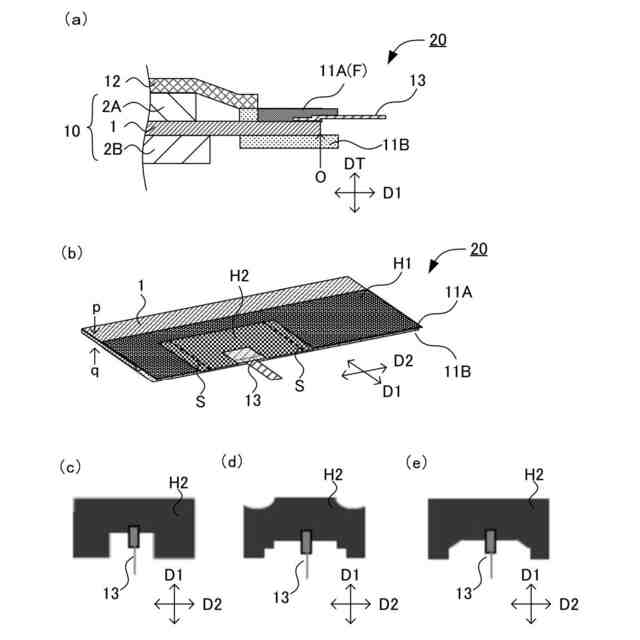
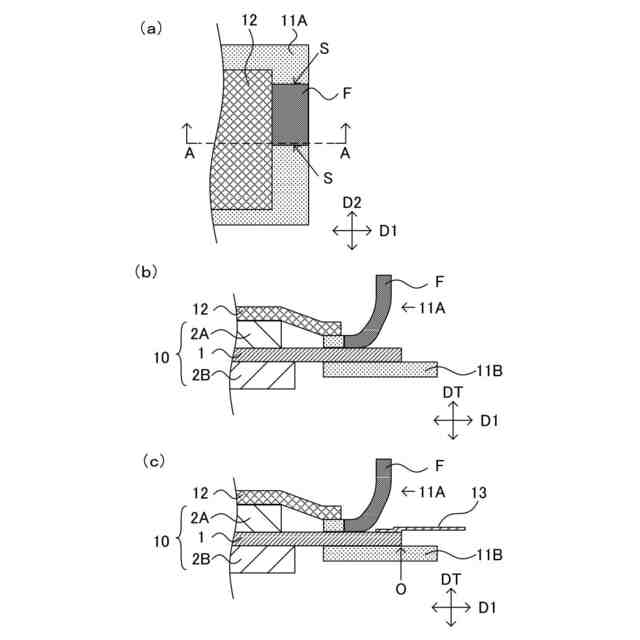
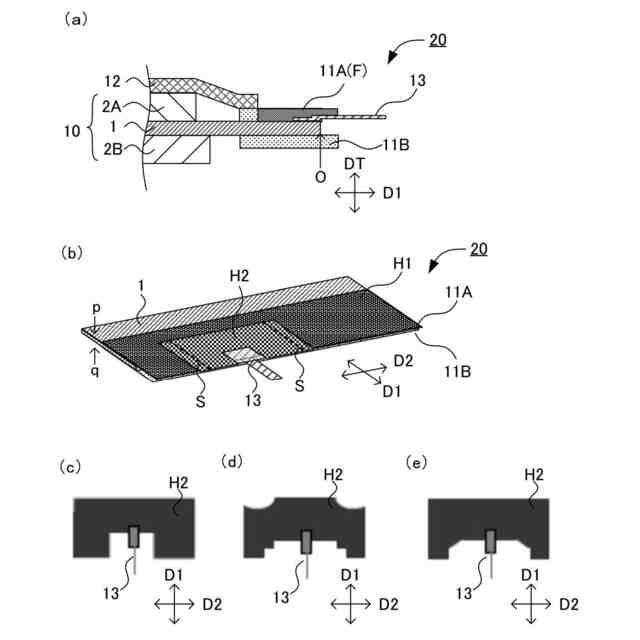
【解決手段】集電体1と、厚さ方向において集電体の第1面に形成された合材層2A、2Bと、を有する電極部材を準備する、準備処理と、第1面に配置され、かつ、2か所のスリット部Sが形成された第1樹脂シート11Aと、第1面と対向する集電体の第2面に配置された第2樹脂シート11Bと、を熱溶着して、集電体の外縁部を覆う、第1シール処理と、セパレータ12を、第1樹脂シートと熱溶着させて電極部材上に積層する、セパレータ積層処理と、スリット部により、厚さ方向に折り曲げ可能となった第1樹脂シートの折り曲げ部Fを、折り曲げることで集電体を露出させ、露出した集電体と端子13とを接合する、端子接合処理と、折り曲げ部を熱溶着することでスリット部を充填して電極を得る、第2シール処理と、を有する電極作製工程を含む、電池の製造方法である。
【選択図】図6
特許請求の範囲
【請求項1】
電極を作製する、電極作製工程と、
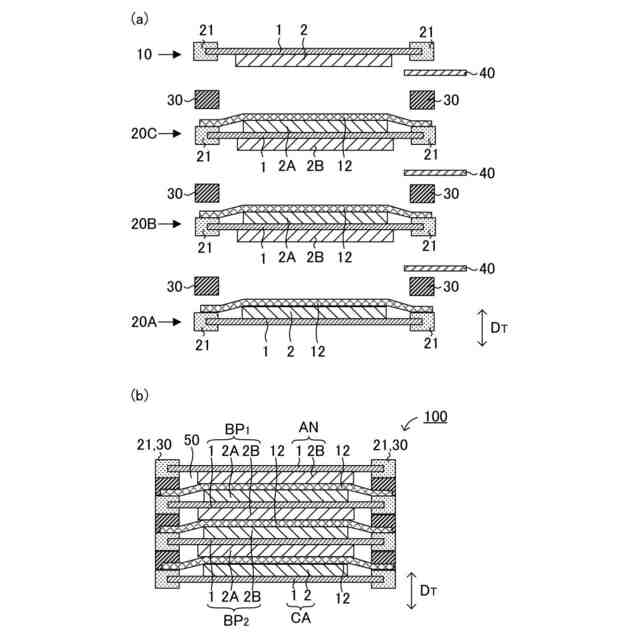
前記電極を用いて電極積層体を得る、積層工程と、を有する電池の製造方法であって、
前記電極作製工程は、
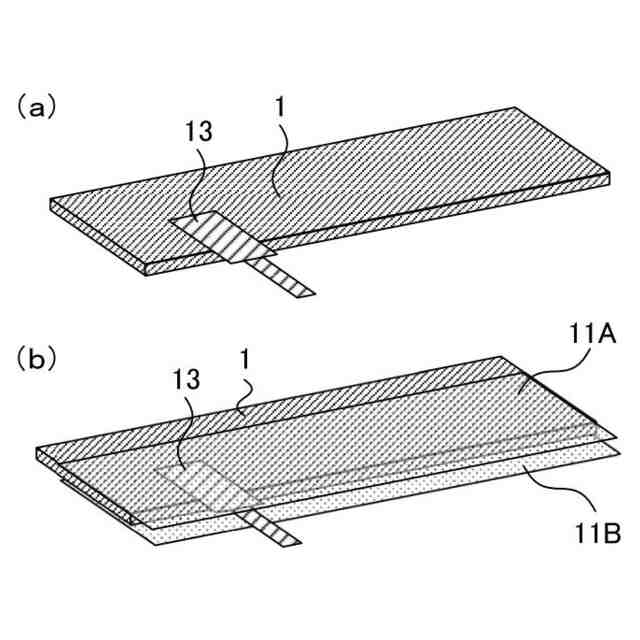
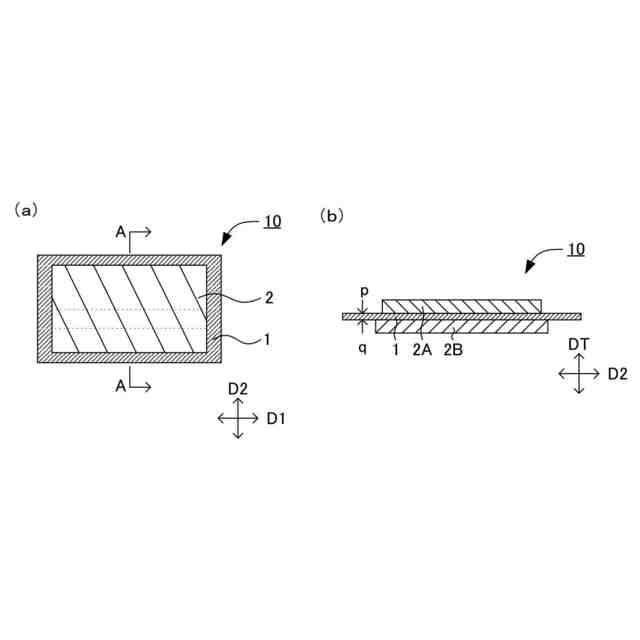
集電体と、厚さ方向において前記集電体の第1面に形成された合材層と、を有する電極部材を準備する、準備処理と、
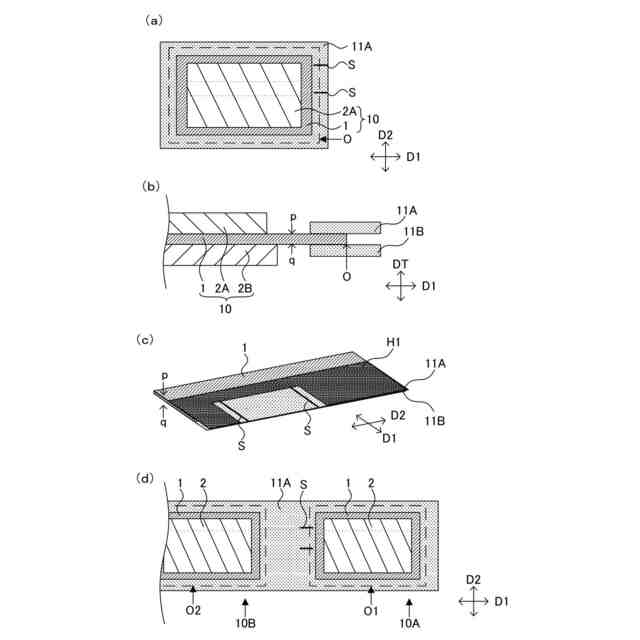
前記第1面に配置され、かつ、2か所のスリット部が形成された第1樹脂シートと、前記第1面と対向する前記集電体の第2面に配置された第2樹脂シートと、を熱溶着して、前記集電体の外縁部を覆う、第1シール処理と、
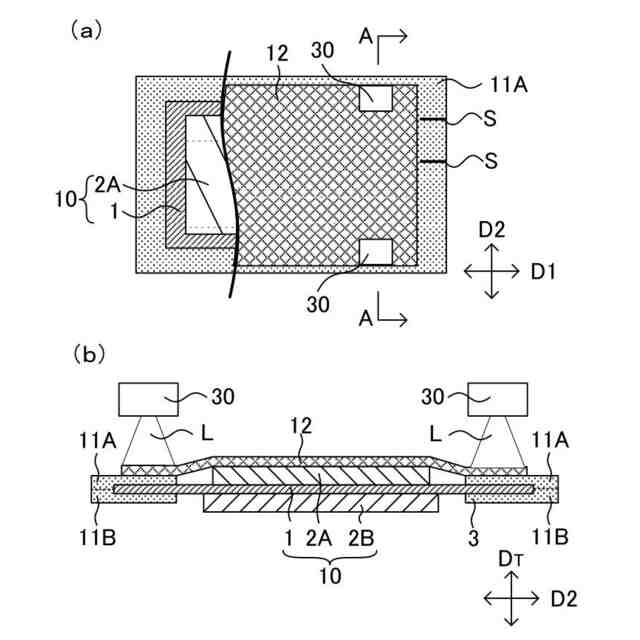
セパレータを、前記第1樹脂シートと熱溶着させて前記電極部材上に積層する、セパレータ積層処理と、
前記スリット部により、前記厚さ方向に折り曲げ可能となった前記第1樹脂シートの折り曲げ部を、折り曲げることで前記集電体を露出させ、露出した前記集電体と端子とを接合する、端子接合処理と、
前記折り曲げ部を熱溶着することで前記スリット部を充填して前記電極を得る、第2シール処理と、を有する、電池の製造方法。
続きを表示(約 490 文字)
【請求項2】
前記第2シール処理において、インパルス機を用いて前記熱溶着を行う、請求項1に記載の電池の製造方法。
【請求項3】
前記準備処理において、複数の前記電極部材を準備し、
前記第1シール処理後の前記複数の前記電極部材は、前記第1樹脂シートおよび前記第2樹脂シートにより架橋されており、
前記セパレータ積層処理後であって、前記端子接合処理の前に、架橋部分の前記第1樹脂シートおよび第2樹脂シートを切断して、前記複数の前記電極部材を枚葉する、枚葉処理を有する、請求項1に記載の電池の製造方法。
【請求項4】
前記電極は、前記厚さ方向において、正極活物質層、前記集電体および負極活物質層をこの順に有する、バイポーラ電極である、請求項1に記載の電池の製造方法。
【請求項5】
前記セパレータ積層処理において、前記第1樹脂シートと前記セパレータとは、前記スリット部が形成された前記第1樹脂シートの辺部の延在方向と直交する方向に延在する前記第1樹脂シートの辺部において、熱溶着される、請求項1に記載の電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電池の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
パソコン、ビデオカメラおよび携帯電話などの情報関連機器および通信機器が普及している。また、環境への負荷を低減する観点から、電気自動車などモーターを使用した自動車が普及している。これらに伴い、それらの電源として利用される電池に関する様々な検討が行われている。
【0003】
例えば、特許文献1には、電圧検出線を備えた蓄電装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2023-036303号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
生産管理の観点から、電池の製造方法における管理の簡易化が求められている。本開示は、上記実情に鑑みてなされたものであり、生産管理の簡易化が可能な電池の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
[1]
電極を作製する、電極作製工程と、
上記電極を用いて電極積層体を得る、積層工程と、を有する電池の製造方法であって、
上記電極作製工程は、
集電体と、厚さ方向において上記集電体の第1面に形成された合材層と、を有する電極部材を準備する、準備処理と、
上記第1面に配置され、かつ、2か所のスリット部が形成された第1樹脂シートと、上記第1面と対向する上記集電体の第2面に配置された第2樹脂シートと、を熱溶着して、上記集電体の外縁部を覆う、第1シール処理と、
セパレータを、上記第1樹脂シートと熱溶着させて上記電極部材上に積層する、セパレータ積層処理と、
上記スリット部により、上記厚さ方向に折り曲げ可能となった上記第1樹脂シートの折り曲げ部を、折り曲げることで上記集電体を露出させ、露出した上記集電体と端子とを接合する、端子接合処理と、
上記折り曲げ部を熱溶着することで上記スリット部を充填して上記電極を得る、第2シール処理と、を有する、電池の製造方法。
【0007】
[2]
上記第2シール処理において、インパルス機を用いて上記熱溶着を行う、[1]に記載の電池の製造方法。
【0008】
[3]
上記準備処理において、複数の上記電極部材を準備し、
上記第1シール処理後の上記複数の上記電極部材は、上記第1樹脂シートおよび上記第2樹脂シートにより架橋されており、
上記セパレータ積層処理後であって、上記端子接合処理の前に、架橋部分の上記第1樹脂シートおよび第2樹脂シートを切断して、上記複数の上記電極部材を枚葉する、枚葉処理を有する、[1]または[2]に記載の電池の製造方法。
【0009】
[4]
上記電極は、上記厚さ方向において、正極活物質層、上記集電体および負極活物質層をこの順に有する、バイポーラ電極である、[1]から[3]までのいずれかに記載の電池の製造方法。
【0010】
[5]
上記セパレータ積層処理において、上記第1樹脂シートと上記セパレータとは、上記スリット部が形成された上記第1樹脂シートの辺部の延在方向と直交する方向に延在する上記第1樹脂シートの辺部において、熱溶着される、[1]から[4]までのいずれかに記載の電池の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
モータ
6日前
トヨタ自動車株式会社
モータ
6日前
トヨタ自動車株式会社
モータ
3日前
トヨタ自動車株式会社
モータ
5日前
トヨタ自動車株式会社
パネル
5日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
内燃機関
9日前
トヨタ自動車株式会社
蓄電装置
20日前
トヨタ自動車株式会社
関節機構
11日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
エンジン
10日前
トヨタ自動車株式会社
ドローン
10日前
トヨタ自動車株式会社
予測方法
11日前
トヨタ自動車株式会社
二次電池
11日前
トヨタ自動車株式会社
蓄電セル
6日前
トヨタ自動車株式会社
製造装置
10日前
トヨタ自動車株式会社
蓄電装置
20日前
トヨタ自動車株式会社
制御装置
18日前
トヨタ自動車株式会社
剥離装置
10日前
トヨタ自動車株式会社
水系電池
2日前
トヨタ自動車株式会社
表示装置
16日前
トヨタ自動車株式会社
管理装置
16日前
トヨタ自動車株式会社
駆動装置
2日前
トヨタ自動車株式会社
制御装置
13日前
トヨタ自動車株式会社
回転電機
6日前
トヨタ自動車株式会社
防曇装置
2日前
トヨタ自動車株式会社
内燃機関
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ