TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088859
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023203612
出願日
2023-12-01
発明の名称
燃料電池のセパレータの検査システム、及び燃料電池のセパレータの検査方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H01M
8/0202 20160101AFI20250605BHJP(基本的電気素子)
要約
【課題】検査対象のセパレータに過大な荷重を印加することなく高い精度で検査を行なう燃料電池のセパレータの検査システム、及び燃料電池のセパレータの検査方法を提供すること。
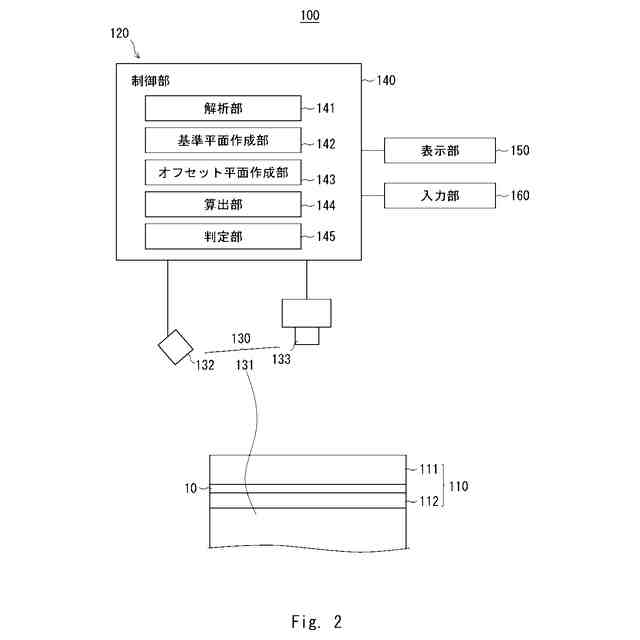
【解決手段】燃料電池のセパレータの検査システムは、セパレータの反りを矯正する反り矯正治具と、反り矯正治具によって挟持されたセパレータに測定光を照射しつつ撮像したセパレータの三次元画像に基づいてセパレータを検査する検査装置と、を有し、反り矯正治具が測定光を透過させる。
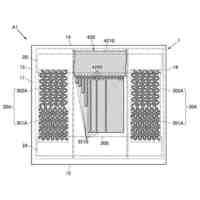
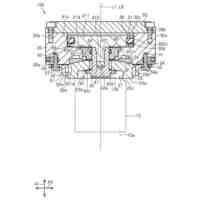
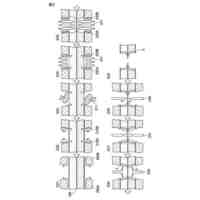
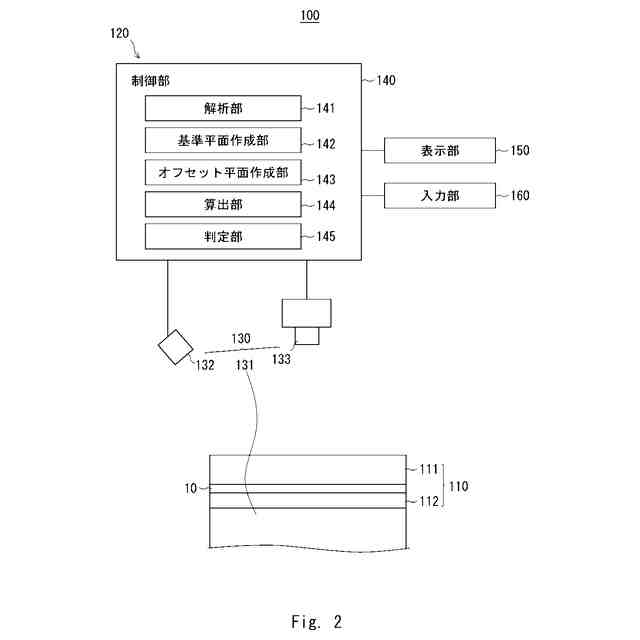
【選択図】図2
特許請求の範囲
【請求項1】
セパレータの反りを矯正する反り矯正治具と、
前記反り矯正治具によって挟持された前記セパレータに測定光を照射しつつ撮像した前記セパレータの三次元画像に基づいて前記セパレータを検査する検査装置と、を有し、
前記反り矯正治具が前記測定光を透過させる、燃料電池のセパレータの検査システム。
続きを表示(約 800 文字)
【請求項2】
前記反り矯正治具は、透明樹脂によって形成されている請求項1に記載の燃料電池のセパレータの検査システム。
【請求項3】
前記セパレータは、
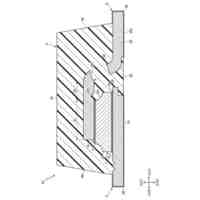
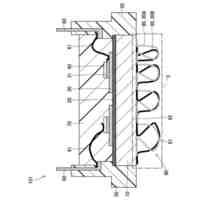
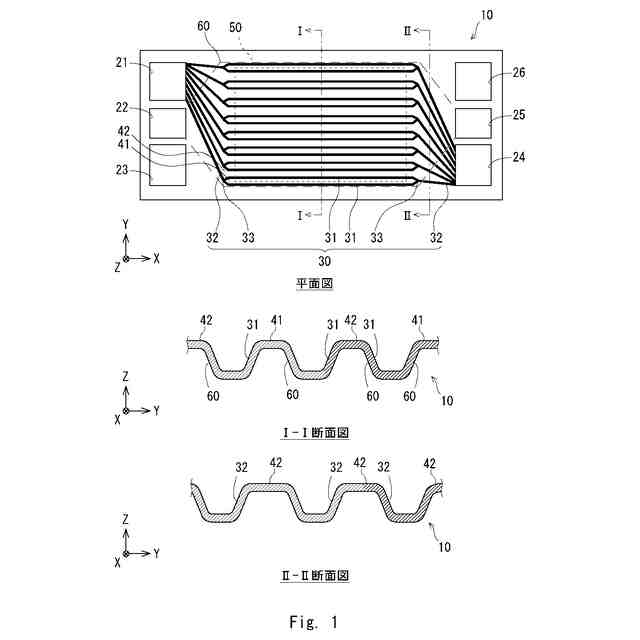
複数の第1ガス流路溝、第2ガス流路溝、及び前記複数の第1ガス流路溝と前記第2ガス流路溝とが合流する流路合流部を含む複数のガス流路溝と、
互いに隣接する前記第1ガス流路溝の間に形成された第1リブと、
互いに隣接する前記ガス流路溝の間に形成された第2リブと、
を厚み方向の一方側の面に有し、
前記検査装置は、
前記三次元画像を解析することにより三次元形状データを生成する解析部と、
前記三次元形状データに含まれる前記流路合流部に接する前記第1リブ及び前記第2リブのそれぞれの頂部の位置情報に基づいて基準平面を作成する基準平面作成部と、
前記基準平面から前記ガス流路溝の底部側に所定距離だけ離れたオフセット平面を作成するオフセット平面作成部と、
前記オフセット平面を示す二次元画像データに基づいて前記流路合流部の内接円の直径を算出する算出部と、
を含む制御部を有する請求項1に記載の燃料電池のセパレータの検査システム。
【請求項4】
前記制御部は、算出された前記内接円の直径が閾値より大きい場合に、前記セパレータを不良品と判定する判定部を含む請求項3に記載の燃料電池のセパレータの検査システム。
【請求項5】
反り矯正治具によってセパレータの反りを矯正する反り矯正工程と、
前記反り矯正治具によって挟持された前記セパレータに測定光を照射しつつ撮像した前記セパレータの三次元画像に基づいて前記セパレータを検査する検査工程を有し、
前記反り矯正治具が前記測定光を透過させる、燃料電池のセパレータの検査方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は燃料電池のセパレータの検査システム、及び燃料電池のセパレータの検査方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
燃料電池に用いられるセパレータの検査を行なう技術が特許文献1に開示されている。特許文献1に記載された燃料電池のセパレータの検査方法は、成形後のセパレータの反り量を検査する検査方法であって、燃料電池のセパレータの成形後、セパレータに、成形後の工程において当該セパレータに加わる荷重を模擬した荷重を印加して、セパレータの反り量を測定し、測定したセパレータの反り量が所定の量より大きい場合に、当該セパレータを不良品と判断する。
【先行技術文献】
【特許文献】
【0003】
特開2019-153499号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1には、反り押え治具によってセパレータの成形後の工程においてセパレータに加わる荷重を模擬した荷重を印加することが記載されているが、この反り押え治具は、検査精度に影響を及ぼし得るセパレータの反りを矯正する治具ではない。
【0005】
また、特許文献1に記載の技術では、車両等に搭載された燃料電池の使用時にセパレータに加わる荷重を模擬した検査をすることが困難であるという問題があった。そこで、燃料電池の使用時にセパレータに加わる荷重を再現するために、万能試験機等の高い加圧能力を有する測定装置を用いることが考えられるが、このような測定装置が無い場合は検査を行なうことができないという問題があった。
【0006】
したがって、検査対象のセパレータに過大な荷重を印加することなく車両等に搭載された燃料電池の使用時を想定した検査を高い精度で行なうことが可能な技術が求められている。
【0007】
本開示は、このような問題を解決するためになされたものであり、検査対象のセパレータに過大な荷重を印加することなく高い精度で検査を行なう燃料電池のセパレータの検査システム、及び燃料電池のセパレータの検査方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
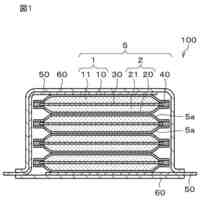
一実施の形態にかかる燃料電池のセパレータの検査システムは、セパレータの反りを矯正する反り矯正治具と、反り矯正治具によって挟持されたセパレータに測定光を照射しつつ撮像したセパレータの三次元画像に基づいてセパレータを検査する検査装置と、を有し、反り矯正治具が測定光を透過させる。
【発明の効果】
【0009】
本開示により、検査対象のセパレータに過大な荷重を印加することなく高い精度で検査を行なう燃料電池のセパレータの検査システム、及び燃料電池のセパレータの検査方法を提供することができる。
【図面の簡単な説明】
【0010】
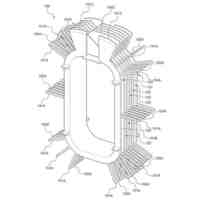
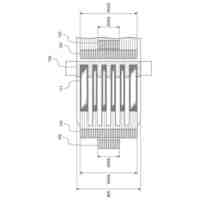
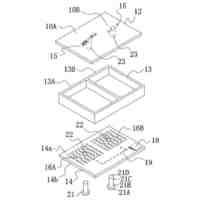
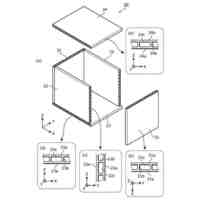
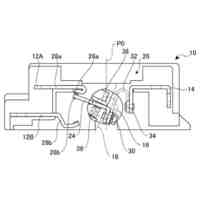
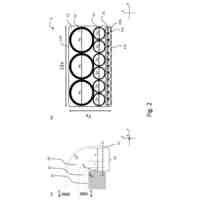
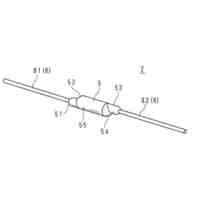
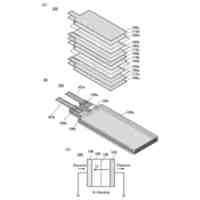
セパレータの一例を示す模式図である。
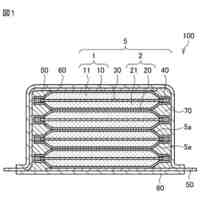
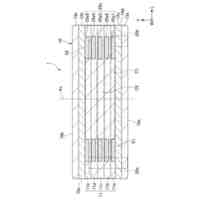
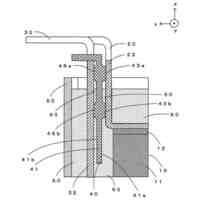
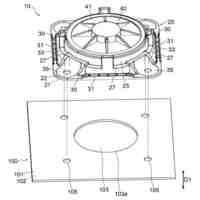
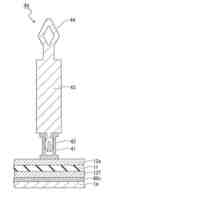
実施の形態1にかかる検査システムを説明する側面図である。
実施の形態1にかかる検査方法を説明するフローチャートである。
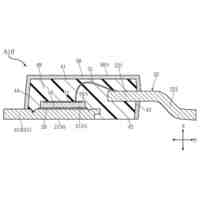
解析工程(ステップS31)及び基準平面作成工程(ステップS32)を説明する図である。
オフセット平面作成工程(ステップS33)を説明する図である。
算出工程(ステップS34)を説明する図である。
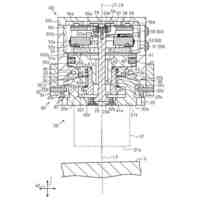
比較例にかかる検査システムを説明する側面図である。
比較例にかかる検査方法を説明するフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
1か月前
APB株式会社
二次電池
3日前
株式会社東光高岳
変圧器
24日前
株式会社東光高岳
変圧器
24日前
株式会社電知
組電池の製造方法
10日前
ローム株式会社
半導体装置
1か月前
ローム株式会社
チップ部品
27日前
株式会社コロナ
タッチ式操作装置
13日前
ローム株式会社
半導体装置
4日前
株式会社GSユアサ
蓄電装置
10日前
太陽誘電株式会社
全固体電池
1か月前
太陽誘電株式会社
コイル部品
4日前
株式会社村田製作所
電池
4日前
株式会社高田製作所
電源切替器
4日前
CKD株式会社
倣い装置
20日前
トヨタ自動車株式会社
二次電池
16日前
トヨタ自動車株式会社
二次電池
1か月前
トヨタ自動車株式会社
二次電池
5日前
トヨタ自動車株式会社
集合導線
1か月前
株式会社不二越
ソレノイド
19日前
矢崎総業株式会社
コネクタ
5日前
ローム株式会社
半導体装置
18日前
株式会社ダイヘン
ヒューズ
13日前
株式会社ダイヘン
搬送装置
16日前
株式会社不二越
ソレノイド
9日前
APB株式会社
二次電池セルの製造方法
1か月前
三菱電機株式会社
半導体装置
1か月前
ニチコン株式会社
コンデンサ
26日前
株式会社ニフコ
構造体
3日前
富士電機株式会社
半導体装置
20日前
CKD株式会社
傾き調整装置
20日前
トヨタ自動車株式会社
充電システム
1か月前
株式会社半導体エネルギー研究所
二次電池
10日前
トヨタ自動車株式会社
電池昇温装置
20日前
新電元工業株式会社
磁性部品
27日前
SMK株式会社
コネクタの取付構造
20日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ