TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135786
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024033751
出願日
2024-03-06
発明の名称
プレス金型
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B21D
37/02 20060101AFI20250911BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】成形精度の低下を抑制できるプレス金型を提供する。
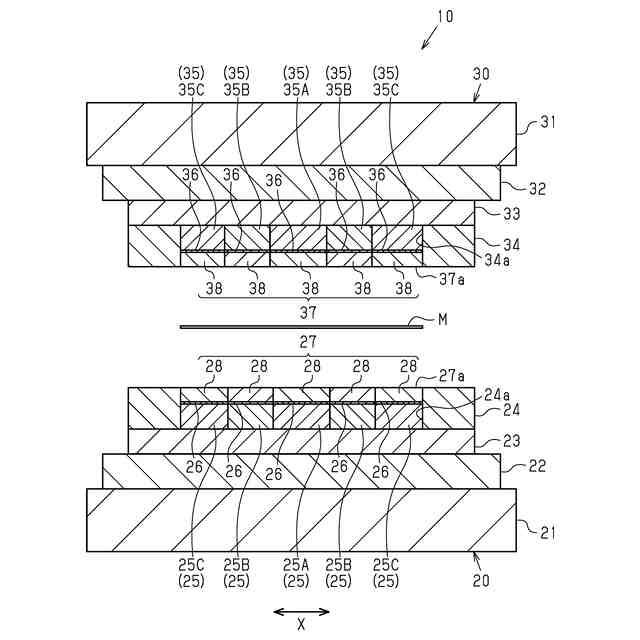
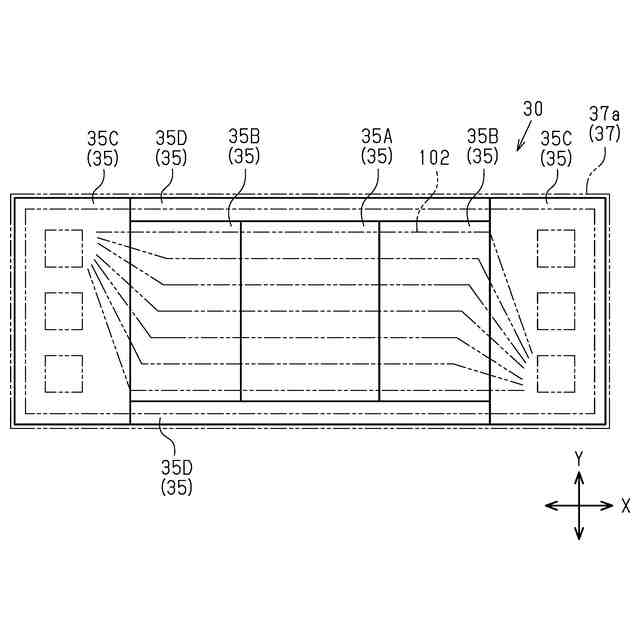
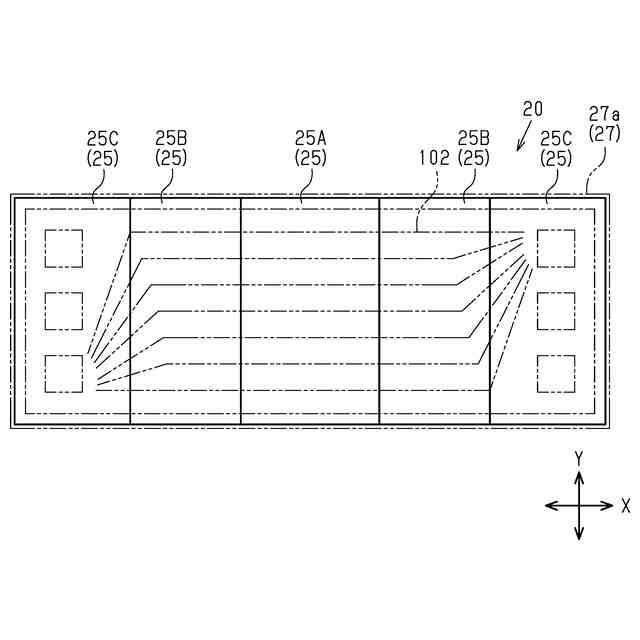
【解決手段】プレス金型10は、固定型20と、固定型20に対して進退可能に構成された可動型30と、を備え、金属板材Mをプレス成形する。固定型20は、第1成形面27aを有する固定側成形部27と、固定側成形部27を支持する複数の固定側支持ブロック25とを備える。可動型30は、第2成形面37aを有する可動側成形部37と、可動側成形部37を支持する複数の可動側支持ブロック35とを備える。複数の固定側支持ブロック25のうち面方向において第1成形面27aの中央部に近い固定側支持ブロック25ほどヤング率が大きい。複数の可動側支持ブロック35のうち面方向において第2成形面37aの中央部に近い可動側支持ブロック35ほどヤング率が大きい。
【選択図】図3
特許請求の範囲
【請求項1】
固定型と、前記固定型に対して進退可能に構成された可動型と、を備え、金属板材をプレス成形するプレス金型であって、
前記固定型は、
第1成形面を有する固定側成形部と、
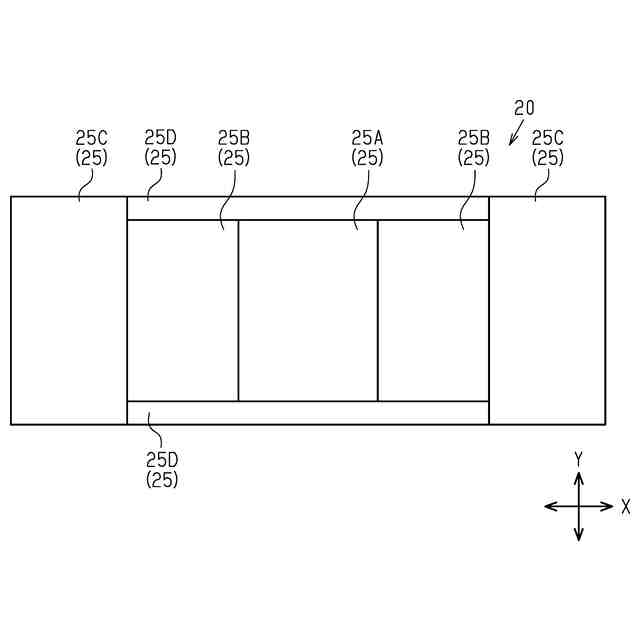
前記可動型の進退方向に直交する面方向に並んで配置されるとともに、前記進退方向において前記固定側成形部を前記第1成形面とは反対側から支持する金属製の複数の固定側支持ブロックと、を備え、
前記可動型は、
前記第1成形面に対向する第2成形面を有する可動側成形部と、
前記面方向に並んで配置されるとともに、前記進退方向において前記可動側成形部を前記第2成形面とは反対側から支持する金属製の複数の可動側支持ブロックと、を備え、
前記複数の固定側支持ブロックのうち、前記面方向において前記第1成形面の中央部に近い前記固定側支持ブロックほどヤング率が大きく、
前記複数の可動側支持ブロックのうち、前記面方向において前記第2成形面の中央部に近い前記可動側支持ブロックほどヤング率が大きい、
プレス金型。
続きを表示(約 580 文字)
【請求項2】
前記複数の固定側支持ブロックのうちヤング率が最も小さい前記固定側支持ブロックのヤング率、及び前記複数の可動側支持ブロックのうちヤング率が最も小さい前記可動側支持ブロックのヤング率の各々は、前記金属板材のヤング率よりも大きい、
請求項1に記載のプレス金型。
【請求項3】
前記金属板材の形状は、長辺と短辺とを有する長方形状であり、
前記複数の固定側支持ブロックは、プレス成形時の前記金属板材の長辺方向に並んで配置されており、
前記複数の可動側支持ブロックは、プレス成形時の前記金属板材の長辺方向に並んで配置されている、
請求項1に記載のプレス金型。
【請求項4】
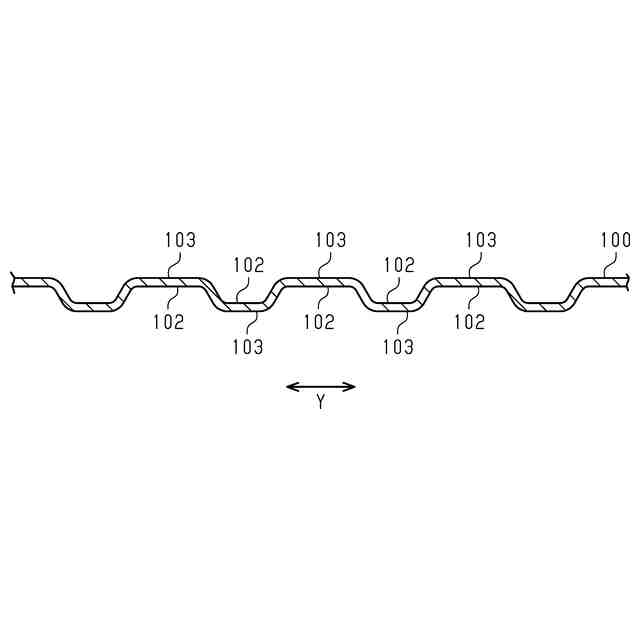
前記プレス金型は、燃料電池用のセパレータの基材である前記金属板材をプレス成形することにより、前記金属板材の表面に流体が流れる複数の溝状の流路を成形するものであり、
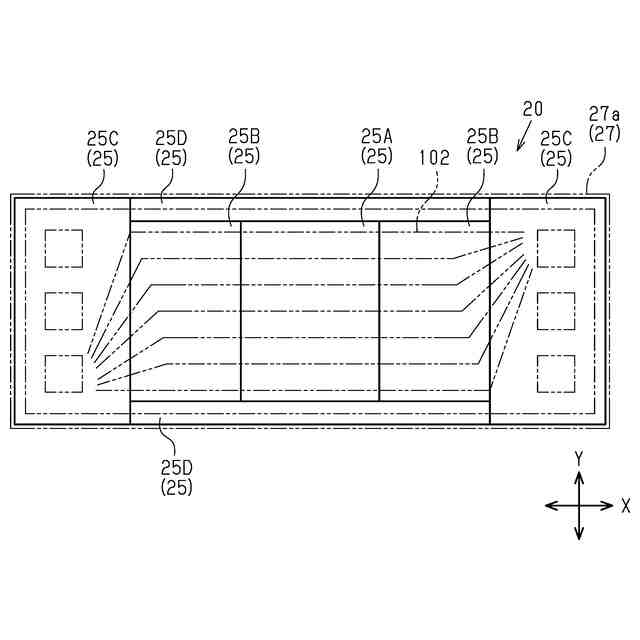
前記固定側成形部のうち前記流路を成形する部分は、前記第1成形面の中央部を含むとともに、複数の前記固定側支持ブロックにより支持されており、
前記可動側成形部のうち前記流路を成形する部分は、前記第2成形面の中央部を含むとともに、複数の前記可動側支持ブロックにより支持されている、
請求項1~3のいずれか一項に記載のプレス金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス金型に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、板材をプレス成形する下型及び上型を備えるプレス金型が開示されている。下型及び上型の成形面は、分割された複数のセグメントによって構成されている。下型及び上型の各セグメントは、シムを介して台に支持されている。
【先行技術文献】
【特許文献】
【0003】
特開2015-131344号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のプレス金型を含むプレス金型では、プレス成形時の圧力によって、成形面の中央部がその外周部よりも変形しやすくなる。この場合、成形対象物の中央部においてプレス圧力が不足するため、成形対象物に作用するプレス圧力が不均一になりやすい。その結果、プレス金型の成形精度が低下するおそれがある。
【課題を解決するための手段】
【0005】
上記課題を解決するためのプレス金型は、固定型と、前記固定型に対して進退可能に構成された可動型と、を備え、金属板材をプレス成形するプレス金型であって、前記固定型は、第1成形面を有する固定側成形部と、前記可動型の進退方向に直交する面方向に並んで配置されるとともに、前記進退方向において前記固定側成形部を前記第1成形面とは反対側から支持する金属製の複数の固定側支持ブロックと、を備え、前記可動型は、前記第1成形面に対向する第2成形面を有する可動側成形部と、前記面方向に並んで配置されるとともに、前記進退方向において前記可動側成形部を前記第2成形面とは反対側から支持する金属製の複数の可動側支持ブロックと、を備え、前記複数の固定側支持ブロックのうち、前記面方向において前記第1成形面の中央部に近い前記固定側支持ブロックほどヤング率が大きく、前記複数の可動側支持ブロックのうち、前記面方向において前記第2成形面の中央部に近い前記可動側支持ブロックほどヤング率が大きい。
【0006】
上記構成によれば、複数の固定側支持ブロックのうち、面方向において第1成形面の中央部に近い固定側支持ブロックほどヤング率が大きい、すなわち剛性が高い。このため、金属板材のプレス成形時に、面方向において第1成形面の中央部に近い固定側支持ブロックほど、進退方向において変形しにくくなる。これにより、固定側成形部のうち第1成形面の中央部に近い部分ほど進退方向において変形しにくくなる。
【0007】
同様に、金属板材のプレス成形時に、面方向において第2成形面の中央部に近い可動側支持ブロックほど、進退方向において変形しにくくなる。これにより、可動側成形部のうち第2成形面の中央部に近い部分ほど進退方向において変形しにくくなる。
【0008】
以上のことから、金属板材の中央部においてプレス圧力が不足することを抑制できるため、金属板材に作用するプレス圧力が不均一になることを抑制できる。したがって、プレス金型の成形精度の低下を抑制できる。
【図面の簡単な説明】
【0009】
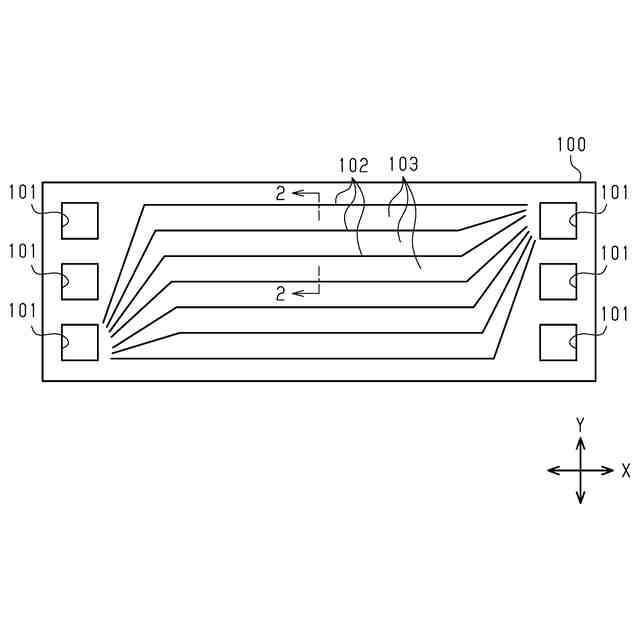
図1は、一実施形態のプレス金型によって製造される燃料電池用のセパレータの平面図である。
図2は、図1の2-2線に沿った断面図である。
図3は、一実施形態のプレス金型を示す断面図である。
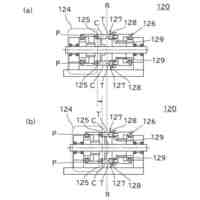
図4は、図3の固定側支持ブロックを示す平面図である。
図5は、図3の固定側支持ブロックと第1成形面との位置関係を示す平面図である。
図6は、図3の可動側支持ブロックと第2成形面との位置関係を示す平面図である。
図7は、第1変更例の固定側支持ブロックと第1成形面との位置関係を示す平面図である。
図8は、第2変更例の固定側支持ブロックと第1成形面との位置関係を示す平面図である。
【発明を実施するための形態】
【0010】
以下、図1~図6を参照して、プレス金型の一実施形態について説明する。
プレス金型10は、金属板材Mをプレス成形することにより、燃料電池用のセパレータ100を製造するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
6か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ金型
1か月前
工機ホールディングス株式会社
ニブラ
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス装置
4か月前
トヨタ紡織株式会社
プレス金型
10日前
日産自動車株式会社
逐次成形方法
7か月前
株式会社アマダ
曲げ加工機
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社TMEIC
監視装置
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社不二越
転造加工用平ダイス
6か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社三明製作所
転造装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
ユニプレス株式会社
プレス加工装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
7か月前
株式会社TMEIC
制御システム
3か月前
株式会社エナテック
製品分離システム
6か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ