TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093090
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208608
出願日
2023-12-11
発明の名称
構造部材の製造方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
20/12 20060101AFI20250616BHJP(工作機械;他に分類されない金属加工)
要約
【課題】押出材同士を容易にかつ円滑に接合して高品質な構造部材を製造することが可能な構造部材の製造方法を提供する。
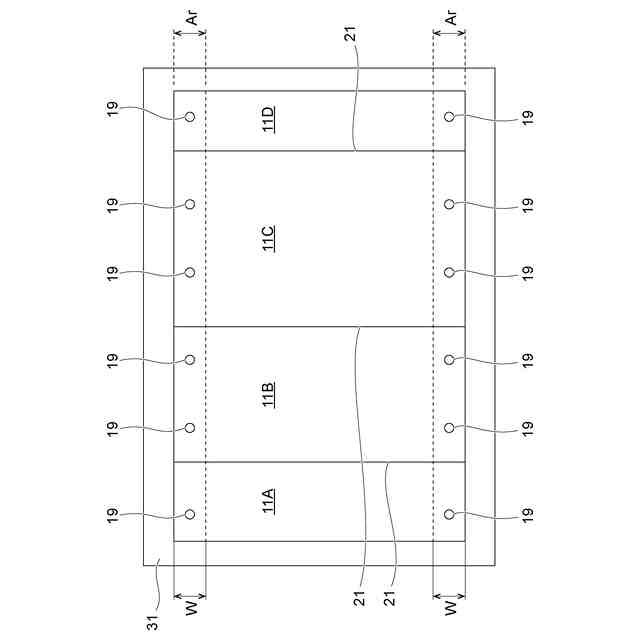
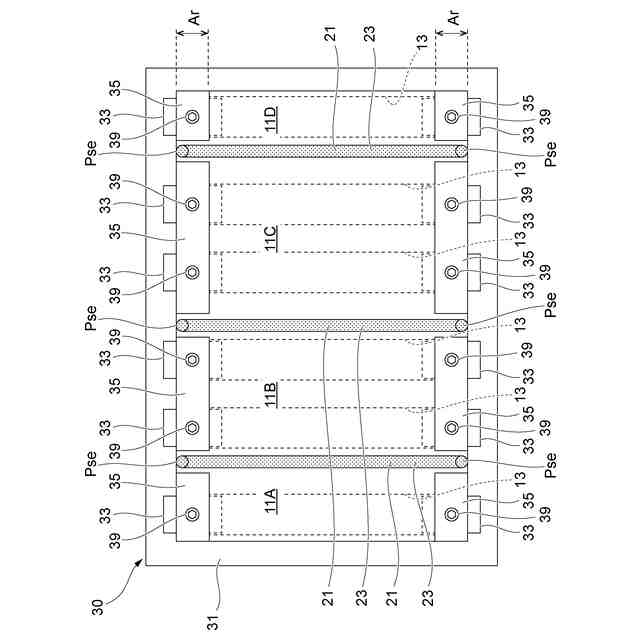
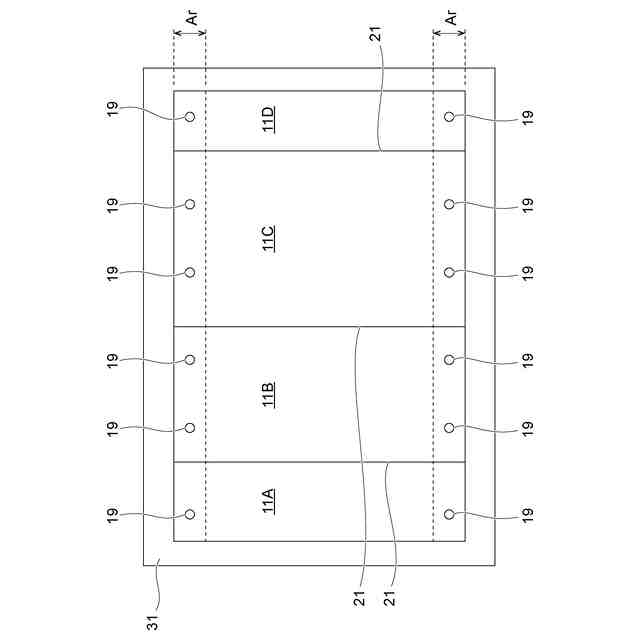
【解決手段】予め両端に余剰領域Arを設けた複数の押出パネル11A~11Dを、縁部を突き合わせてベース板31上に配置させ、余剰領域Arの貫通孔19に挿し込んだボルト39によって押出パネル11A~11Dをベース板31に固定し、表面側において押出パネル11A~11Dの縁部同士を、始点及び終点が余剰領域Arとなるように、摩擦撹拌接合させ、複数の押出パネル11A~11Dを反転させてベース板31上に再度配置させ、余剰領域Arの貫通孔19に挿し込んだボルト39によって押出パネル11A~11Dをベース板31に固定し、裏面側において押出パネル11A~11Dの縁部同士を、始点及び終点が余剰領域Arとなるように、摩摩擦撹拌接合させ、互いに接合された複数の押出パネル11A~11Dをベース板31から取り外して余剰領域Arを除去する。
【選択図】図6A
特許請求の範囲
【請求項1】
押出材からなる複数の押出パネルの縁部同士を接合して構造部材を製造する製造方法であって、
貫通孔を有する余剰領域が予め両端に設けられた複数の前記押出パネルを、前記縁部を突き合わせた状態でベース板上に配置させる第1配置工程と、
前記余剰領域の前記貫通孔に締結部材を挿し込み、前記締結部材によって前記押出パネルを前記ベース板に固定する第1固定工程と、
前記押出パネルの表面側において、前記押出パネルの互いに突き合わされた縁部同士を、始点及び終点が前記余剰領域となるように、摩擦撹拌ツールによって摩擦撹拌接合させる第1接合工程と、
表面側で接合された複数の前記押出パネルの前記ベース板への固定を解除して反転させ、前記押出パネルを前記ベース板上に再度配置させる第2配置工程と、
前記余剰領域の前記貫通孔に締結部材を挿し込み、前記締結部材によって前記押出パネルを前記ベース板に固定する第2固定工程と、
前記押出パネルの裏面側において、前記押出パネルの互いに突き合わされた縁部同士を、始点及び終点が前記余剰領域となるように、摩擦撹拌ツールによって摩擦撹拌接合させる第2接合工程と、
互いに接合された複数の前記押出パネルを前記ベース板から取り外して前記余剰領域を除去する余剰領域除去工程と、
を含む、
構造部材の製造方法。
続きを表示(約 450 文字)
【請求項2】
前記余剰領域は、前記摩擦撹拌ツールによる接合方向の寸法が、接合箇所における肉厚の10倍以上とされている、
請求項1に記載の構造部材の製造方法。
【請求項3】
前記押出パネルは、中空部を有し、
前記第1固定工程及び前記第2固定工程において、前記締結部材による前記押出パネルの前記ベース板への固定箇所における前記中空部にスペーサを挿し込んでおく、
請求項1に記載の構造部材の製造方法。
【請求項4】
前記第1固定工程及び前記第2固定工程において、前記締結部材による前記押出パネルの前記ベース板への固定箇所における前記ベース板と反対側に、当て板を配置させておく、
請求項1又は2に記載の構造部材の製造方法。
【請求項5】
前記第1固定工程及び前記第2固定工程において、前記押出パネルの前記固定箇所における前記ベース板と反対側に、当て板を配置させておく、
請求項3に記載の構造部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、構造部材の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来より、車両における乗員の安全性向上が求められており、係る目的のために車体の強度を向上させてきた。他方、地球温暖化問題等の深刻化を背景に、自動車の燃費改善の動きが加速している。燃費改善には車体の軽量化が有効であることが知られている。また、上記した環境改善のため、電力により走行する車両(電気自動車、ハイブリッド自動車等を含む)及び自走式ロボット等の機器の開発が進展している。このような車両又は機器に搭載する電池システムでは、多数のバッテリー(電池、電池セル)を、アルミニウムの押出材を接合させた構造部材からなるバッテリートレイに収容する構成が採用されることがある。
【0003】
ところで、押出材等の部材同士を接合する技術として、部材同士を突き合わせて摩擦撹拌ツールによって摩擦撹拌接合することが知られている。この摩擦撹拌接合では、その始終端に接合が不十分となる不完全接合箇所が生じるおそれがある。このため、部材同士を摩擦撹拌接合する際に、部材同士の突き合わせ箇所の両端における延長線上にタブ板を配置し、摩擦撹拌接合の始終端をタブ板上に位置させることにより、継手部での不完全接合箇所の発生を抑える技術が知られている(例えば、特許文献1~3参照)。
【先行技術文献】
【特許文献】
【0004】
特開2011-218363号公報
特許第3865686号公報
特許第5508375号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、タブ板を用いる技術では、部材に対してタブ板を隙間及び段差なく位置決めして配置させなければならず、手間を要する。また、部材とタブ板との境界部分において接合条件が変化して、継手部の両端における接合品質が低下するおそれがある。さらに、突き合わせ箇所の表裏を接合させる場合、継手部の両端へタブ板を再度位置決めして配置する必要があり、接合作業に手間を要する。
【0006】
そこで本発明は、押出材同士を容易にかつ円滑に接合して高品質な構造部材を製造することが可能な構造部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は下記の構成からなる。
押出材からなる複数の押出パネルの縁部同士を接合して構造部材を製造する製造方法であって、
貫通孔を有する余剰領域が予め両端に設けられた複数の前記押出パネルを、前記縁部を突き合わせた状態でベース板上に配置させる第1配置工程と、
前記余剰領域の前記貫通孔に締結部材を挿し込み、前記締結部材によって前記押出パネルを前記ベース板に固定する第1固定工程と、
前記押出パネルの表面側において、前記押出パネルの互いに突き合わされた縁部同士を、始点及び終点が前記余剰領域となるように、摩擦撹拌ツールによって摩擦撹拌接合させる第1接合工程と、
表面側で接合された複数の前記押出パネルの前記ベース板への固定を解除して反転させ、前記押出パネルを前記ベース板上に再度配置させる第2配置工程と、
前記余剰領域の前記貫通孔に締結部材を挿し込み、前記締結部材によって前記押出パネルを前記ベース板に固定する第2固定工程と、
前記押出パネルの裏面側において、前記押出パネルの互いに突き合わされた縁部同士を、始点及び終点が前記余剰領域となるように、摩擦撹拌ツールによって摩擦撹拌接合させる第2接合工程と、
互いに接合された複数の前記押出パネルを前記ベース板から取り外して前記余剰領域を除去する余剰領域除去工程と、
を含む、
構造部材の製造方法。
【発明の効果】
【0008】
本発明によれば、押出材同士を容易にかつ円滑に接合して高品質な構造部材を製造できる。
【図面の簡単な説明】
【0009】
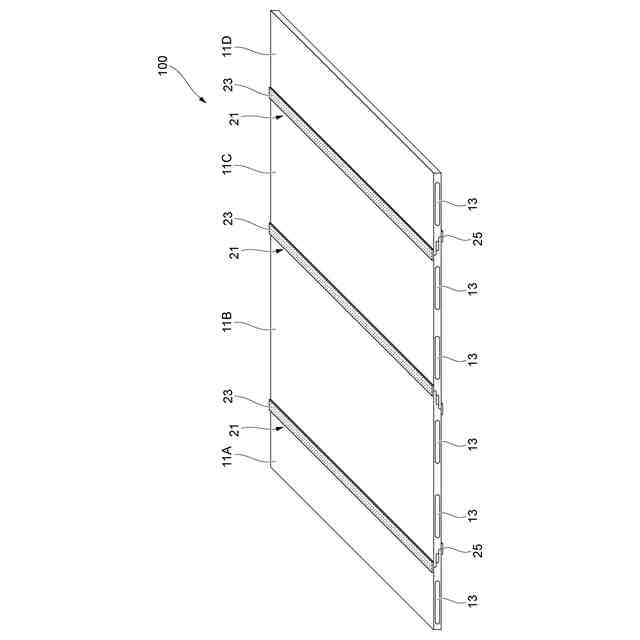
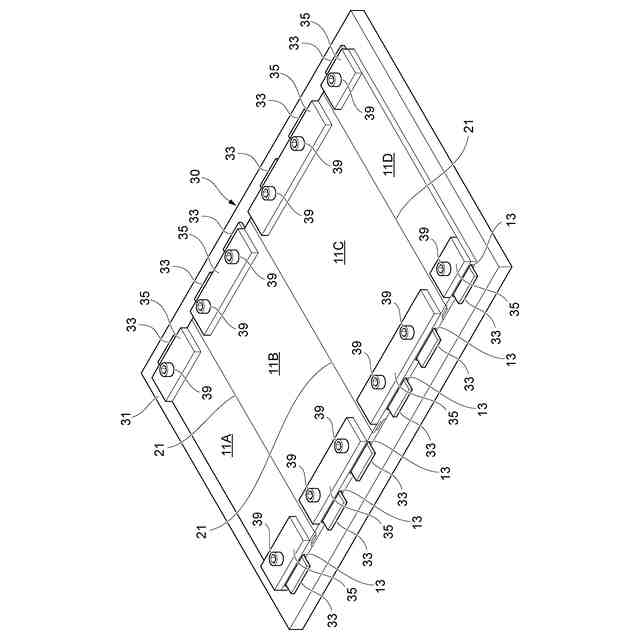
図1は、本例の構造部材の製造方法によって製造する構造部材の斜視図である。
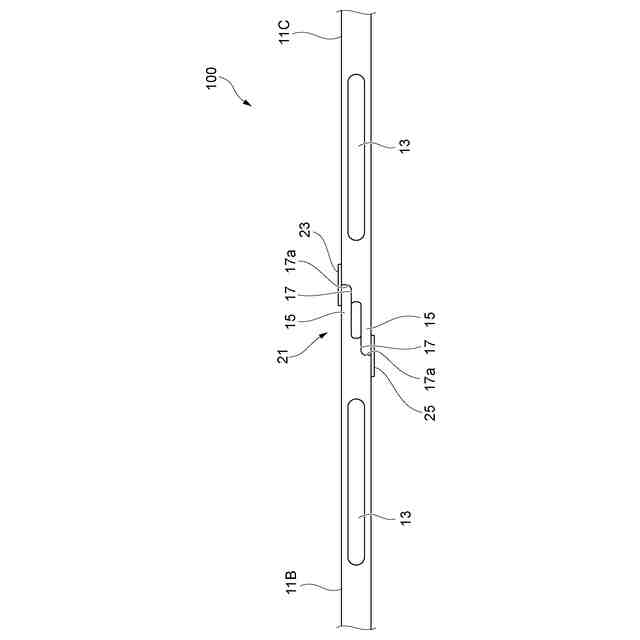
図2は、図1に示す構造部材の一部を拡大した正面図である。
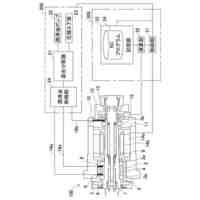
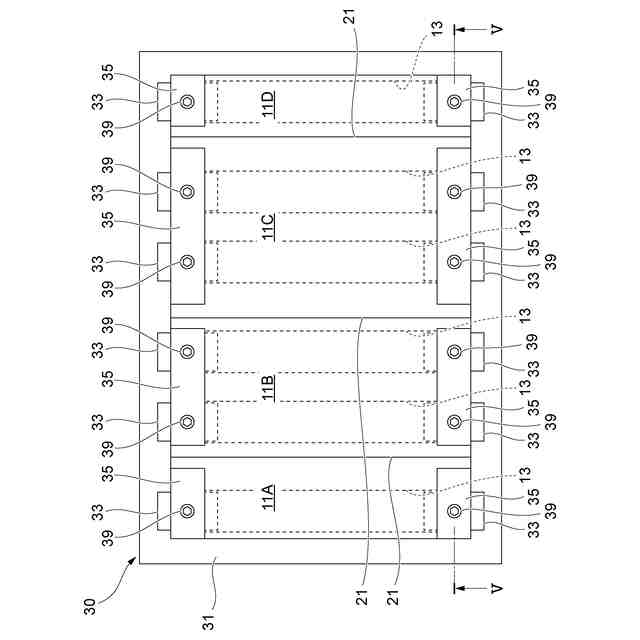
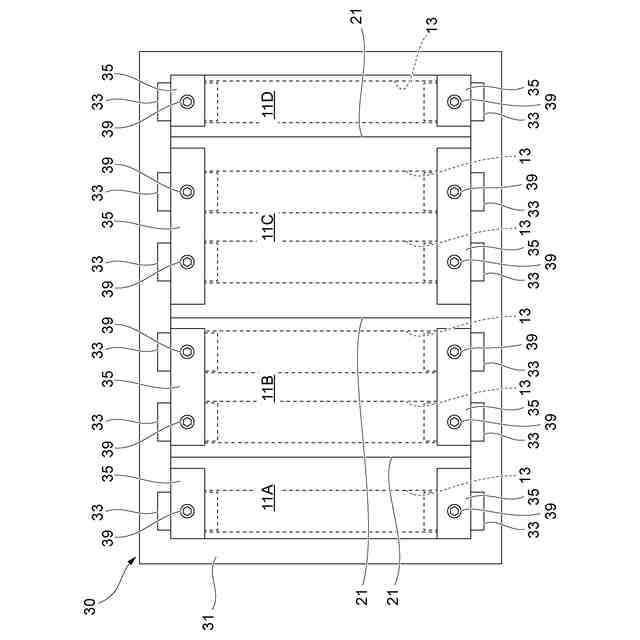
図3は、本例の構造部材の製造方法に用いる治具を説明する斜視図である。
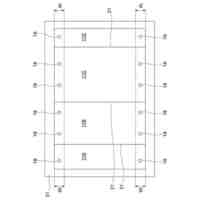
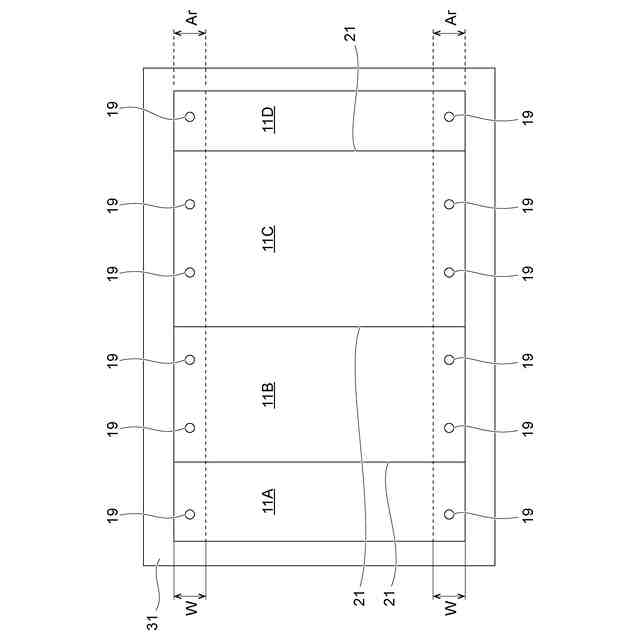
図4は、図3に示す治具の平面図である。
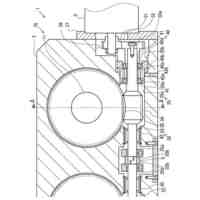
図5は、図4におけるV-V線に沿った断面図である。
図6Aは、押出パネル同士を接合して構造部材とする手順を説明する説明図である。
図6Bは、押出パネル同士を接合して構造部材とする手順を説明する説明図である。
図6Cは、押出パネル同士を接合して構造部材とする手順を説明する説明図である。
図6Dは、押出パネル同士を接合して構造部材とする手順を説明する説明図である。
図6Eは、押出パネル同士を接合して構造部材とする手順を説明する説明図である。
図6Fは、押出パネル同士を接合して構造部材とする手順を説明する説明図である。
図6Gは、押出パネル同士を接合して構造部材とする手順を説明する説明図である。
図6Hは、押出パネル同士を接合して構造部材とする手順を説明する説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照して詳細に説明する。
図1は、本例の構造部材の製造方法によって製造する構造部材100の斜視図である。図2は、図1に示す構造部材100の一部を拡大した正面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
構造部材の製造方法
1日前
株式会社神戸製鋼所
構造部材の製造方法
1日前
株式会社神戸製鋼所
誘導電動機制御装置および誘導電動機システム
5日前
株式会社神戸製鋼所
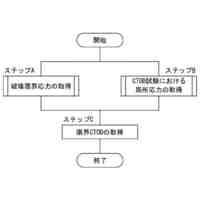
破壊じん性値の予測方法、予測装置、及びプログラム並びに局所破壊限界応力の取得方法
今日
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
13日前
日東精工株式会社
ねじ締め機
26日前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
1か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
有限会社 ナプラ
金属粒子
3か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社アンド
半田付け方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
2か月前
株式会社FUJI
チャック装置
2か月前
株式会社トヨコー
被膜除去方法
28日前
村田機械株式会社
レーザ加工機
27日前
村田機械株式会社
レーザ加工機
27日前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
溶接ヘッド
13日前
トヨタ自動車株式会社
溶接ヘッド
14日前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社コスメック
クランプ装置
3か月前
株式会社コスメック
クランプ装置
2か月前
オークマ株式会社
工作機械
3か月前
株式会社不二越
管用テーパタップ
2か月前
津田駒工業株式会社
2連回転割出し装置
3か月前
株式会社ダイヘン
溶接装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ