TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097526
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213758
出願日
2023-12-19
発明の名称
貼り合わせウェーハのエッジトリミング方法及びエッジトリミング装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
7/04 20060101AFI20250624BHJP(研削;研磨)
要約
【課題】貼り合わせウェーハを構成する一方のウェーハの面取り部を除去するトリミング加工において、ウェーハを破損させないようにする。
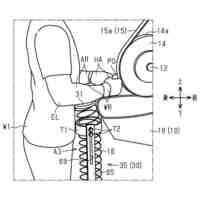
【解決手段】貼り合わせウェーハ9を構成する他方のウェーハをチャックテーブルに保持させる保持工程と、回転する貼り合わせウェーハ9の回転方向Aに逆らう回転方向Bに円板砥石212を回転させ円板砥石212を用いて一方のウェーハ91の外周部分913を予め設定した設定厚みになるまで研削する第1研削工程と、第1研削工程において研削された部分を、円板砥石222を第1研削工程のときの回転方向Bとは逆方向の回転方向Cに回転させ、円板砥石222を用いて外周部分913をリング状に除去する第2研削工程と、でエッジトリミング方法を構成する。
【選択図】図3
特許請求の範囲
【請求項1】
少なくとも2枚のウェーハを貼り合わせた貼り合わせウェーハを構成する一方のウェーハの外周部分を円板砥石の外側面で研削してリング状に除去する貼り合わせウェーハのエッジトリミング方法であって、
貼り合わせウェーハを構成する他方のウェーハをチャックテーブルに保持させる保持工程と、
該チャックテーブルを回転させることによって回転する該貼り合わせウェーハの回転方向に逆らう方向に該円板砥石を回転させ、該円板砥石を用いて該一方のウェーハの外周部分を予め設定した設定厚みになるまで研削する第1研削工程と、
該第1研削工程において研削された部分を、該第1研削工程のときの回転方向とは逆方向に回転する円板砥石を用いて該外周部分をリング状に除去する第2研削工程と、
からなる、貼り合わせウェーハのエッジトリミング方法。
続きを表示(約 620 文字)
【請求項2】
該第1研削工程を実施する第1円板砥石と、
該第2研削工程を実施する第2円板砥石と、を用い、
該第1円板砥石によって該第1研削工程を実施する加工点よりも該チャックテーブルの回転方向の下流側にて、該第2円板砥石によって該第2研削工程を実施する
請求項1記載の貼り合わせウェーハのエッジトリミング方法。
【請求項3】
少なくとも2枚のウェーハを貼り合わせた貼り合わせウェーハのエッジトリミングを実施するエッジトリミング装置であって、
該貼り合わせウェーハを保持するチャックテーブルと、該チャックテーブルの中心を軸として該チャックテーブルを回転させるテーブル回転機構と、第1円板砥石を第1スピンドルの先端に装着し回転させる第1研削機構と、第2円板砥石を第2スピンドルの先端に装着し回転させる第2研削機構と、該貼り合わせウェーハの厚みを測定する厚み測定機構と、を備え、
該第1スピンドルは、該チャックテーブルの回転方向に対して逆方向に該第1円板砥石を回転させ、
該第2スピンドルは、該チャックテーブルの回転方向に対して順方向に該第2円板砥石を回転させ、
該第1円板砥石で研削している部分の厚みを該厚み測定機構で測定して、測定した厚みが所定の厚みになったら、該第2円板砥石による研削加工を開始させる制御部と、
を備える、エッジトリミング装置
発明の詳細な説明
【技術分野】
【0001】
本発明は、貼り合わせウェーハを構成する一方のウェーハの外周部分をリング状に除去するエッジトリミング方法及びこのエッジトリミング方法の実施に使用するエッジトリミング装置に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
外周縁が面取りされているウェーハの一方の面を研削すると、外周縁が鋭角に形成されて割れや欠けが生じることがあるため、ウェーハの外周縁をリング状に加工して、ウェーハの外周縁の面取り部を除去するトリミング加工をしている(例えば特許文献1参照)。このようなトリミング加工は、特許文献1に示されているように、円板状の砥石(円板砥石)を回転させ、回転するウェーハに回転する円板砥石の外側面を接触させることによって行われている。このとき、ウェーハの面取り部を効率良く除去するために、円板砥石の回転方向は、ウェーハの回転方向に逆らう方向としている。
【先行技術文献】
【特許文献】
【0003】
特開2013-149822号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
貼り合わせウェーハを構成する一方のウェーハの面取り部をトリミングする際に、研削された部分の厚みが薄くなってくると、円板砥石の回転によってトリミングされている部分が持ち上げられ、トリミング加工している部分が割れるという問題がある。
【0005】
本発明は、このような問題にかんがみなされたもので、貼り合わせウェーハを構成する一方のウェーハの面取り部を除去するトリミング加工において、ウェーハを破損させないようにするという解決すべき課題を有している。
【課題を解決するための手段】
【0006】
本エッジトリミング方法は、少なくとも2枚のウェーハを貼り合わせた貼り合わせウェーハを構成する一方のウェーハの外周部分を円板砥石の外側面で研削してリング状に除去する貼り合わせウェーハのエッジトリミング方法であって、貼り合わせウェーハを構成する他方のウェーハをチャックテーブルに保持させる保持工程と、該チャックテーブルを回転させることによって回転するウェーハの回転方向に逆らう方向に該円板砥石を回転させ、該円板砥石を用いて該一方のウェーハの外周部分を予め設定した設定厚みになるまで研削する第1研削工程と、該第1研削工程のときの回転方向とは逆方向に回転する円板砥石を用いて該外周部分をリング状に除去する第2研削工程と、からなる。
この貼り合わせウェーハのエッジトリミング方法は、該第1研削工程を実施する第1円板砥石と、該第2研削工程を実施する第2円板砥石と、を用い、該第1円板砥石によって該第1研削工程を実施する加工点よりも該チャックテーブルの回転方向の下流側にて、該第2円板砥石によって該第2研削工程を実施するようにしてもよい。
また、本エッジトリミング装置は、少なくとも2枚のウェーハを貼り合わせた貼り合わせウェーハのエッジトリミングを実施するエッジトリミング装置であって、該貼り合わせウェーハを保持するチャックテーブルと、該チャックテーブルの中心を軸として該チャックテーブルを回転させるテーブル回転機構と、第1円板砥石を第1スピンドルの先端に装着し回転させる第1研削機構と、第2円板砥石を第2スピンドルの先端に装着し回転させる第2研削機構と、該貼り合わせウェーハの厚みを測定する厚み測定機構と、を備え、該第1スピンドルは、該チャックテーブルの回転方向に対して逆方向に該第1円板砥石を回転させ、該第2スピンドルは、該チャックテーブルの回転方向に対して順方向に該第2円板砥石を回転させ、該第1円板砥石で研削している部分の厚みを該厚み測定機構で測定して、測定した厚みが所定の厚みになったら、該第2円板砥石による研削加工を開始させる制御部と、を備える。
【発明の効果】
【0007】
本エッジトリミング方法は、第1研削工程ではウェーハの回転方向に逆らう方向に回転する円板砥石を用いて外周部分をリング状に研削し、第2研削工程では第1研削工程における円板砥石の回転方向とは逆の方向に回転する円板砥石を用いて第1研削工程で研削した残りの部分をリング状に研削して除去する。したがって、第1研削工程では研削を効率よく行うことができ、第2研削工程では円板砥石が被研削ウェーハと同方向に回転して抵抗が小さく砥石の回転によってトリミングされる部分が持ち上げられるのを回避することができるため、トリミングの生産性を低下させずに、かつ、ウェーハを破損させずに、エッジトリミングを行うことができる。
第1研削工程では第1円板砥石を用い、第2研削工程では第2円板砥石を用い、第1円板砥石によって第1研削工程を実施する加工点よりもチャックテーブルの回転方向の後方において、第2円板砥石によって第2研削工程を実施することにより、第1円板砥石によって研削された部分をすぐに第2円板砥石によって研削することができ、第1研削工程と第2研削工程とを並行して行うことができるため、生産性を高めることができる。
本エッジトリミング装置は、貼り合わせウェーハを保持するチャックテーブルと、第1スピンドルに装着した第1円板砥石と、第2スピンドルに装着した第2円板砥石と、貼り合わせウェーハの厚みを測定する厚み測定機構とを備え、第1円板砥石をチャックテーブルの回転方向に対して逆方向に回転させて研削し、第1円板砥石で研削している部分の厚みを厚み測定器で測定し、測定した厚みが所定の厚みになったら、第2円板砥石をチャックテーブルの回転方向に対して順方向に回転させて研削を開始するため、第1円板砥石を用いた研削を効率よく行うことができ、第2円板砥石を用いた研削では抵抗が小さく砥石の回転によってトリミングされる部分が持ち上げられるのを回避することができるため、トリミングの生産性を低下させずに、かつ、ウェーハを破損させずに、エッジトリミングを行うことができる。
【図面の簡単な説明】
【0008】
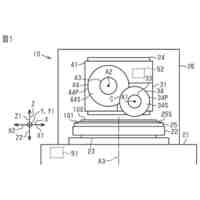
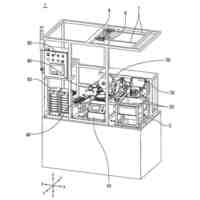
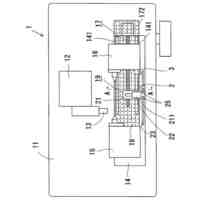
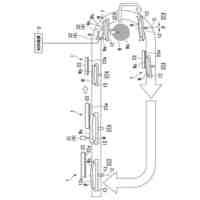
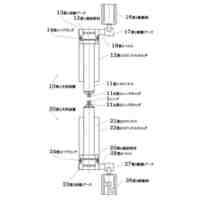
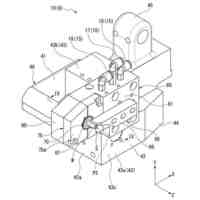
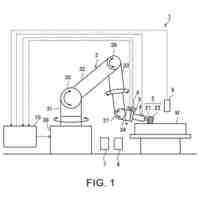
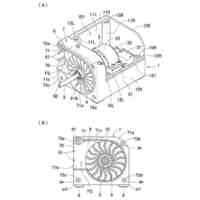
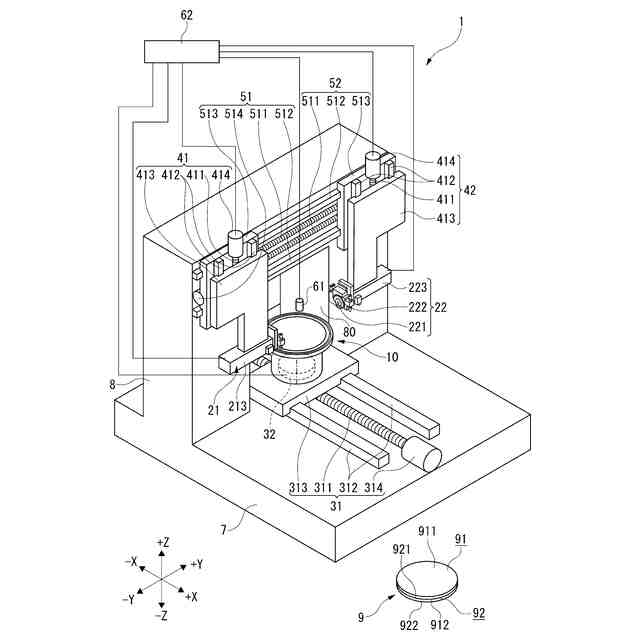
エッジトリミング装置の例を示す斜視図である。
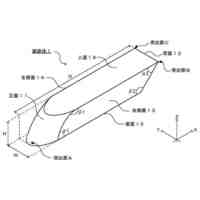
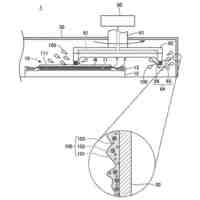
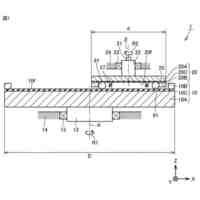
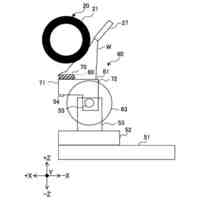
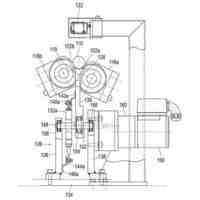
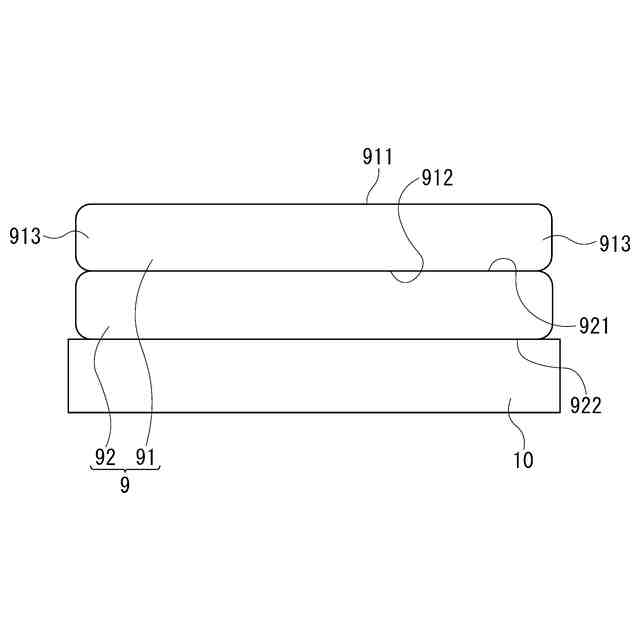
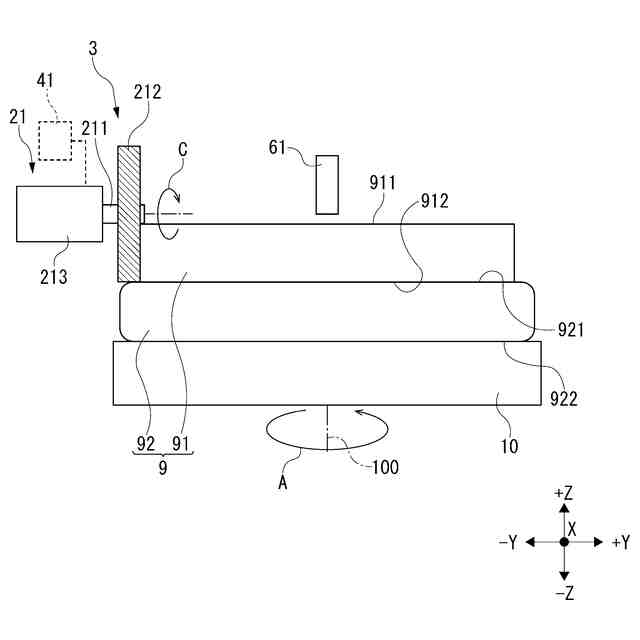
貼り合わせウェーハをチャックテーブルにおいて保持した状態を示す正面図である。
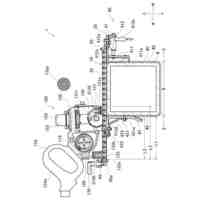
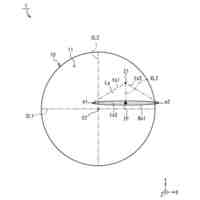
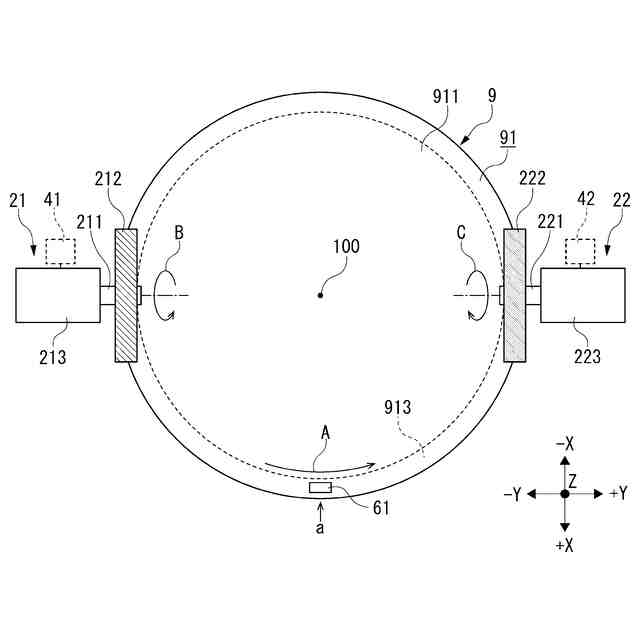
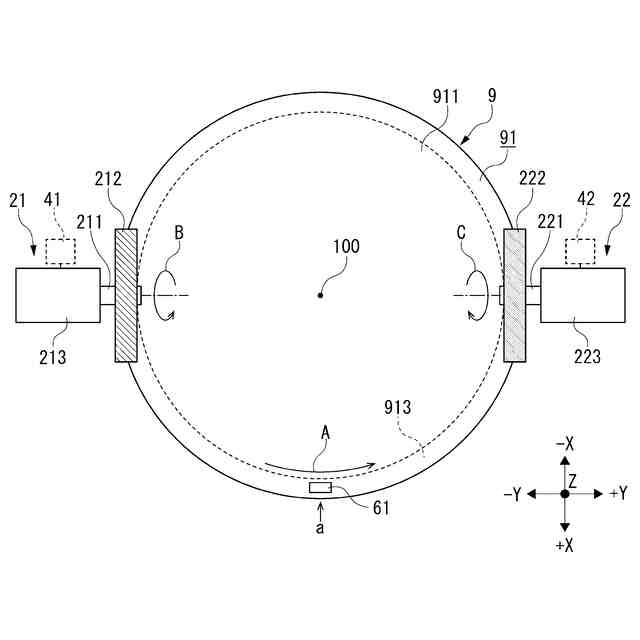
第1実施形態のエッジトリミング方法における貼り合わせウェーハと第1研削機構及び第2研削機構と厚み測定機構とを示す平面図である。
第1実施形態のエッジトリミング方法における第1研削工程を示す正面図である。
第1実施形態のエッジトリミング方法における第2研削工程を示す正面図である。
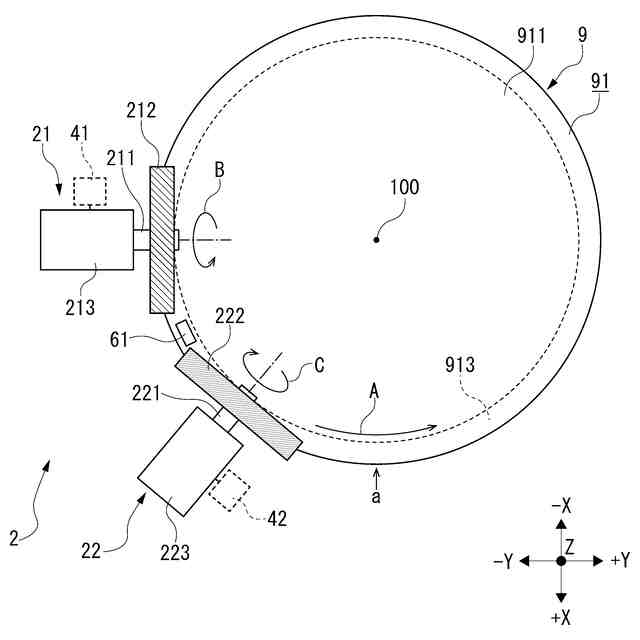
第2実施形態のエッジトリミング方法における貼り合わせウェーハと第1研削機構及び第2研削機構と厚み測定機構とを示す平面図である。
第3実施形態のエッジトリミング方法における第1研削工程を示す平面図である。
第3実施形態のエッジトリミング方法における第1研削工程を示す正面図である。
第3実施形態のエッジトリミング方法における第2研削工程を示す平面図である。
【発明を実施するための形態】
【0009】
1 第1実施形態
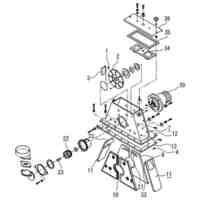
図1に示すエッジトリミング装置1は、基台7と、基台7から立設され開口部80を有する門型コラム8とを備えており、貼り合わせウェーハ9を保持するチャックテーブル10が門型コラム8の開口部80を通ってX軸方向に水平移動可能となっている。また、貼り合わせウェーハ9を研削する第1研削機構21及び第2研削機構22が門型コラム8の側面に沿ってY軸方向及びZ軸方向に移動可能となっている。
【0010】
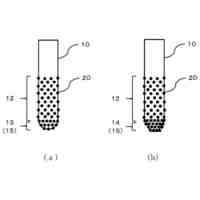
図2に示すように、チャックテーブル10において保持される貼り合わせウェーハ9は、一方のウェーハである被研削ウェーハ91と他方のウェーハである支持ウェーハ92とで構成され、被研削ウェーハ91の下面912と支持ウェーハ92の上面921とを貼り合わせて構成されている。被研削ウェーハ91の上面は、第1研削機構21及び第2研削機構22によって研削される面であり、支持ウェーハ92の下面922は、チャックテーブル10に保持される面である。被研削ウェーハ91の外周部分913は面取りされている。なお、3枚以上のウェーハを貼り合わせた貼り合わせウェーハもあり、その場合も、最も上にあるウェーハが被研削ウェーハとなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研磨体
1か月前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社クボタ
管研削装置
3日前
株式会社村田製作所
切削装置
25日前
シンクス株式会社
ボード切断装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
不二空機株式会社
可搬型動力工具
25日前
株式会社ニッチュー
ブラスト装置
2日前
株式会社リブラ
ブラスト加工装置
3か月前
株式会社精工技研
研磨装置および研磨方法
3か月前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
株式会社ディスコ
砥石
23日前
オークマ株式会社
円筒研削盤
15日前
トヨタ自動車株式会社
バリ取り装置
3か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社東京精密
ワーク加工装置
1か月前
NTN株式会社
加工装置
4か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
株式会社ディスコ
加工方法
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
株式会社マキタ
サンダ
4か月前
株式会社荏原製作所
研磨装置
2か月前
セイコーインスツル株式会社
研削盤
1か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
株式会社IHI
加工方法
1か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社不二越
スルーフィード式の加工装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
株式会社カクダイ岐阜工場
研磨機用腕支持装置
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ