TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098296
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2022061104
出願日
2022-03-31
発明の名称
積層体の製造方法
出願人
リンテック株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B22F
7/08 20060101AFI20250625BHJP(鋳造;粉末冶金)
要約
【課題】機械的な加圧手段の使用をせずに、又は、被着体全体に圧力を加えて積層体が得られる積層体の製造方法の提供。
【解決手段】第1の被着体と第2の被着体との間に金属粒子及びバインダー成分を含有するフィルム状焼成材料をはさむことで積層体前駆体を得る第1工程と、前記積層体前駆体を加熱し、かつ、前記積層体前駆体が存在する雰囲気を加圧し、バインダー成分を分解及び気化する第2工程と、を含む積層体の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
第1の被着体と第2の被着体との間に金属粒子及びバインダー成分を含有するフィルム状焼成材料をはさむことで積層体前駆体を得る第1工程と、
前記積層体前駆体を加熱し、かつ、前記積層体前駆体が存在する雰囲気を加圧し、バインダー成分を分解及び気化する第2工程と、
を含む積層体の製造方法。
続きを表示(約 560 文字)
【請求項2】
前記雰囲気の圧力を0.15MPa以上3.00MPa以下とする請求項1に記載の積層体の製造方法。
【請求項3】
前記第2工程が、前記積層体前駆体を、前記バインダー成分に含まれる樹脂の分解開始温度以上、前記金属粒子の融点未満の温度で加熱しながら、前記雰囲気を加圧することで第2積層体前駆体を得る第1処理と、
前記第2積層体前駆体を前記金属粒子の融点以上の温度で加熱する第2処理と、を含む請求項1又は請求項2に記載の積層体の製造方法。
【請求項4】
前記第2工程が、オートクレーブ内で行う工程である請求項1~請求項3のいずれか1項に記載の積層体の製造方法。
【請求項5】
前記バインダー成分が、分解開始温度が200℃以下である樹脂を含有する請求項1~請求項4のいずれか1項に記載の積層体の製造方法。
【請求項6】
前記バインダー成分が、熱可塑性樹脂を含有し、バインダー成分全体の量に占める熱可塑性樹脂の含有量の割合が、50質量%以上である請求項1~請求項5のいずれか1項に記載の積層体の製造方法。
【請求項7】
前記第1の被着体が、半導体素子である請求項1~請求項6のいずれか1項に記載の積層体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層体の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
近年、自動車、エアコン、パソコン等の高電圧化及び高電流化に伴い、これらに搭載される半導体素子(例えば、パワーデバイス)の需要が高まっている。半導体素子は、高電圧及び高電流下で使用されることがあり、この場合、半導体素子から大きな熱が発生しやすい。そのため、半導体素子から発生する熱を効率的に放出することが必要となる。
従来、半導体素子から発生した熱を外部に放出するため、半導体素子の周りに放熱体(例えば、ヒートシンク)が取り付けられる場合がある。そこで、放熱体と半導体素子との間での熱伝導性が良好な積層体が得られる方法が要求されている。また、パワー半導体素子と基板との接合材料を、熱伝導性が高く、耐熱性の高い金属から形成したいという要望がある。
【0003】
例えば、特許文献1には、「焼結性金属粒子及びバインダー成分を含有し、貼付対象の半導体チップと同形もしくは略同形であってかつ同じ大きさのフィルム状焼成材料を、支持シート上に設ける工程と、前記支持シート上の前記フィルム状焼成材料を、基板に貼付する工程と、前記支持シートを、前記基板及び前記フィルム状焼成材料から剥離させる工程と、前記基板上の前記フィルム状焼成材料に、前記半導体チップの裏面側を向い合せに貼付する工程と、前記フィルム状焼成材料を200℃以上に加熱することで、前記半導体チップと前記基板とを焼結結合させる工程と、を含む積層体の製造方法。」が提案されており、さらに、「前記フィルム状焼成材料を200℃以上に加熱するとともに、5MPa以上で加圧する」ことが提案されている。
例えば、特許文献2には、「熱硬化性樹脂と、揮発成分と、導電性粒子とを含む熱硬化性シートであって、200mL/minの窒素ガス気流下で、10℃/minの昇温条件にて、室温から100℃まで昇温し、100℃で30min保持させたときの重量減少率W1が0.5質量%以下であり、200mL/minの窒素ガス気流下で、10℃/minの昇温条件にて、100℃から200℃まで昇温し、200℃で30min保持させたときの重量減少率W2が2質量%以上である熱硬化性シート。」が提案されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2021/039565号
特開2021-077765号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1では、積層体を加圧するに際し、5MPa以上の比較的高圧条件を採用し、このような条件の場合には、フリップチップボンダー又は平板プレス機等の機械的な加圧手段で加圧することが一般的である。しかしながら、機械的に加圧する方法に用いる装置は半導体加工の分野では一般的でなく、このような熱伝導性の接合材料を用いた半導体加工のために新規に装置を導入しなければならなかった。また、これらの機械的な加圧手段は、半導体素子の厚さ方向と平行な方向にのみ圧力を加え得るものであるという限界があった。
【0006】
本開示の一実施形態が解決しようとする課題は、機械的な加圧手段(例えば、平板プレス機)の使用をせずに、又は、被着体全体に圧力を加えて(すなわち、被着体の厚さ方向及び被着体の厚さ方向以外の方向に圧力を加えて)積層体が得られる積層体の製造方法を提供することである。
【課題を解決するための手段】
【0007】
本開示には、以下の実施態様が含まれる。
<1> 第1の被着体と第2の被着体との間に金属粒子及びバインダー成分を含有するフィルム状焼成材料をはさむことで積層体前駆体を得る第1工程と、
前記積層体前駆体を加熱し、かつ、前記積層体前駆体が存在する雰囲気を加圧し、バインダー成分を分解及び気化する第2工程と、
を含む積層体の製造方法。
<2> 前記雰囲気の圧力を0.15MPa以上3.00MPa以下とする<1>に記載の積層体の製造方法。
<3> 前記第2工程が、前記積層体前駆体を、前記バインダー成分に含まれる樹脂の分解開始温度以上、前記金属粒子の融点未満の温度で加熱しながら、前記雰囲気を加圧することで第2積層体前駆体を得る第1処理と、
前記第2積層体前駆体を前記金属粒子の融点以上の温度で加熱する第2処理と、を含む<1>又は<2>に記載の積層体の製造方法。
<4> 前記第2工程が、オートクレーブ内で行う工程である<1>~<3>のいずれか1つに記載の積層体の製造方法。
<5> 前記バインダー成分が、分解開始温度が200℃以下である樹脂を含有する<1>~<4>のいずれか1つに記載の積層体の製造方法。
<6> 前記バインダー成分が、熱可塑性樹脂を含有し、バインダー成分全体の量に占める熱可塑性樹脂の含有量の割合が、50質量%以上である<1>~<5>のいずれか1つに記載の積層体の製造方法。
<7> 前記第1の被着体が、半導体素子である<1>~<6>のいずれか1つに記載の積層体の製造方法。
【発明の効果】
【0008】
本開示の一実施形態によれば、機械的な加圧手段(例えば、平板プレス機)の使用をせずに、又は、被着体全体に圧力を加えて(すなわち、被着体の厚さ方向及び被着体の厚さ方向以外の方向に圧力を加えて)積層体が得られる積層体の製造方法が提供される。
【図面の簡単な説明】
【0009】
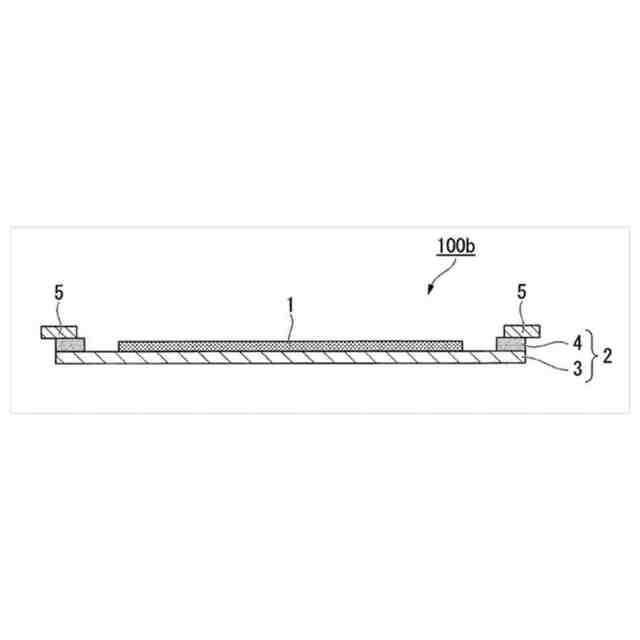
本開示の一実施形態に係る支持シート付フィルム状焼成材料の概略断面図である。
本開示の他の一実施形態に係る支持シート付フィルム状焼成材料の概略断面図である。
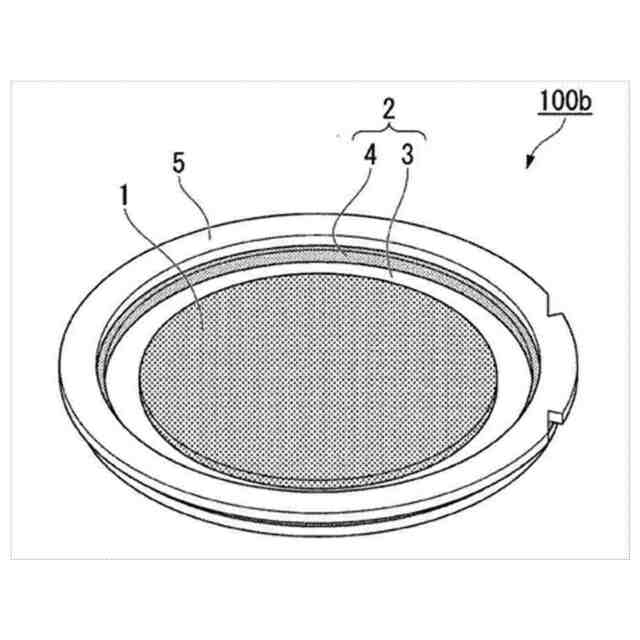
本開示の他の一実施形態に係る支持シート付フィルム状焼成材料の概略斜視図である。
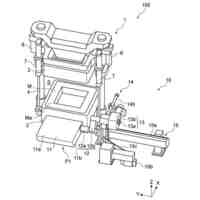
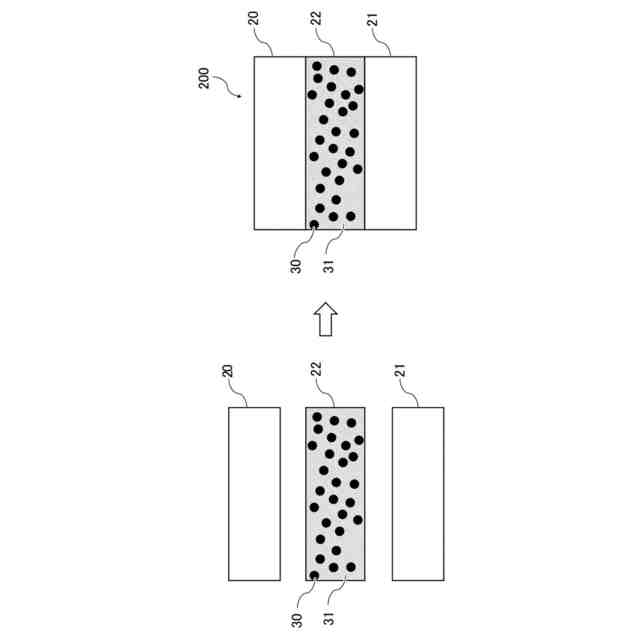
第1工程の概略を示す概略断面図である。
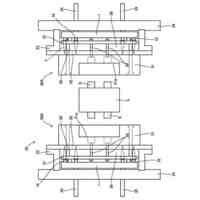
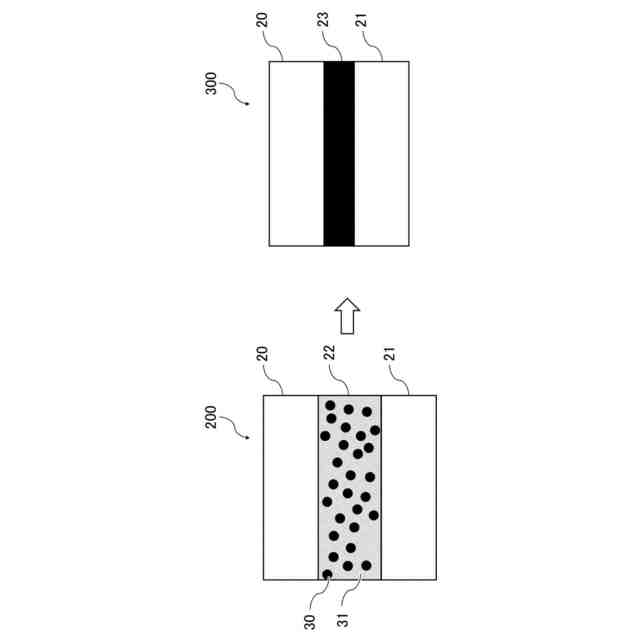
第2工程の概略を示す概略断面図である。
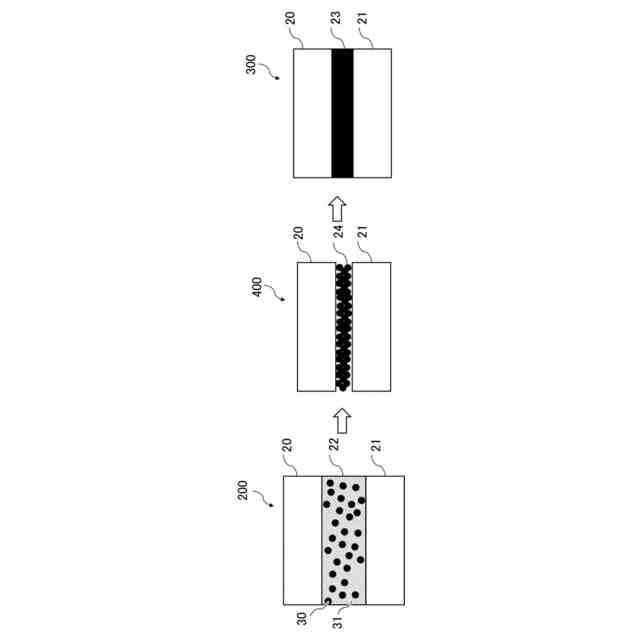
第2工程が第1処理及び第2処理を含む場合の第2工程の概略を示す概略断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の一例である実施形態について説明する。これらの説明および実施例は、実施形態を例示するものであり、発明の範囲を制限するものではない。
本明細書中に段階的に記載されている数値範囲において、一つの数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本明細書中に記載されている数値範囲において、その数値範囲の上限値又は下限値は、実施例に示されている値に置き換えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
2か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
4日前
株式会社キャステム
鋳造品の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
13日前
トヨタ自動車株式会社
突き折り棒
2か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
5日前
トヨタ自動車株式会社
金型冷却構造
2か月前
株式会社豊田中央研究所
積層造形装置
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
福田金属箔粉工業株式会社
Cu系粉末
28日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
日立Astemo株式会社
成形装置
3か月前
ポーライト株式会社
焼結部品の製造方法
13日前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
25日前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
5日前
artience株式会社
接合用ペースト、及び接合体
5日前
artience株式会社
接合用ペースト、及び接合体
5日前
セイコーエプソン株式会社
製造方法
2か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
2か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
2か月前
トヨタ自動車株式会社
金型
2か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
3か月前
日本製鉄株式会社
鋳片の連続鋳造方法
2か月前
新東工業株式会社
中子セット装置
14日前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
福田金属箔粉工業株式会社
銅系粉末
18日前
信越化学工業株式会社
磁気冷凍材料の製造方法
7日前
個人
バーナーチップ及びその取付構造
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ