TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104076
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221913
出願日
2023-12-27
発明の名称
接合体の製造方法、接合体、及び機器ユニット
出願人
株式会社レゾナック
代理人
弁理士法人太陽国際特許事務所
主分類
B29C
65/16 20060101AFI20250702BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】接合プロセス時間が短く、接合部位のはみ出しが抑えられて外観に優れる接合体の製造方法、接合体、及び機器ユニットを提供する。
【解決手段】接合体の製造方法は、電磁波透過基材と保持部材とは異種材であり、前記電磁波透過基材と、熱可塑性フィルムと、前記保持部材と、をこの順に重ね、前記電磁波透過基材の前記熱可塑性フィルムが配置された側とは反対側からレーザーを照射して熱可塑性フィルムを溶融し、前記電磁波透過基材と前記保持部材とを前記熱可塑性フィルムによって接合する。
【選択図】図1
特許請求の範囲
【請求項1】
電磁波透過基材と保持部材とは異種材であり、前記電磁波透過基材と、熱可塑性フィルムと、前記保持部材と、をこの順に重ね、
前記電磁波透過基材の前記熱可塑性フィルムが配置された側とは反対側からレーザーを照射して熱可塑性フィルムを溶融し、前記電磁波透過基材と前記保持部材とを前記熱可塑性フィルムによって接合する、接合体の製造方法。
続きを表示(約 870 文字)
【請求項2】
前記電磁波透過基材と前記熱可塑性フィルムとの間に、前記レーザーの吸収率が90%以上の吸収部材を配置して、前記反対側から前記レーザーを照射する、請求項1に記載の接合体の製造方法。
【請求項3】
前記レーザーが、900nm~1200nmのうちの少なくとも一部の波長を有する、請求項1又は請求項2に記載の接合体の製造方法。
【請求項4】
前記電磁波透過基材における前記レーザーの透過率が30%以上である、請求項1又は請求項2に記載の接合体の製造方法。
【請求項5】
電磁波透過基材と保持部材とは異種材であり、前記電磁波透過基材と、熱可塑性樹脂層と、前記保持部材と、をこの順に有し、
前記保持部材が、主成分として熱可塑性樹脂を含み、
前記熱可塑性樹脂層の融点と前記保持部材の融点との差が、10℃以内である、接合体。
【請求項6】
前記電磁波透過基材と前記熱可塑性樹脂層との間に、900nm~1200nmのうちの少なくとも一部の波長のレーザーの吸収率が90%以上である吸収部材が配置されている、請求項5に記載の接合体。
【請求項7】
電磁波透過基材と保持部材とは異種材であり、前記電磁波透過基材と、熱可塑性樹脂層と、前記保持部材と、をこの順に有し、
前記保持部材が、主成分として熱可塑性樹脂を含み、
前記保持部材が、前記電磁波透過基材の端面に沿って伸びる延在部を有し、
前記延在部と前記端面との距離が、5mm以内である、接合体。
【請求項8】
前記電磁波透過基材と前記熱可塑性樹脂層との間に、900nm~1200nmのうちの少なくとも一部の波長のレーザーの吸収率が90%以上である吸収部材が配置されている、請求項7に記載の接合体。
【請求項9】
請求項5又は請求項7に記載の接合体と、
前記保持部材の内部に配置される、電磁波を受送信する機器と、を有する、機器ユニット。
発明の詳細な説明
【技術分野】
【0001】
本開示は、接合体の製造方法、接合体、及び機器ユニットに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、異種材を接合する接合体が、自動車部品、医療機器、家電製品等の各種分野で広く用いられている。例えば、特許文献1には、金属板製の枠状筐体と、表面パネルのガラス板とが、接着剤で接合されている接合体が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-71434号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、液状の接着剤を塗布して異種材を接合する場合、接着に時間が掛かり、ポットライフ(可使時間)が長くなりやすい。また、液状の接着剤を介して部材同士を圧着させると、接着剤が部材からはみ出しやすく、外観が損なわれる。
【0005】
そこで本開示は、接合プロセス時間が短く、接合部位のはみ出しが抑えられて外観に優れる接合体の製造方法、接合体、及び機器ユニットを提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示は、以下の実施形態を含む。
<1> 電磁波透過基材と保持部材とは異種材であり、前記電磁波透過基材と、熱可塑性フィルムと、前記保持部材と、をこの順に重ね、
前記電磁波透過基材の前記熱可塑性フィルムが配置された側とは反対側からレーザーを照射して熱可塑性フィルムを溶融し、前記電磁波透過基材と前記保持部材とを前記熱可塑性フィルムによって接合する、接合体の製造方法。
<2> 前記電磁波透過基材と前記熱可塑性フィルムとの間に、前記レーザーの吸収率が90%以上の吸収部材を配置して、前記反対側から前記レーザーを照射する、<1>に記載の接合体の製造方法。
<3> 前記レーザーが、900nm~1200nmのうちの少なくとも一部の波長を有する、<1>又は<2>に記載の接合体の製造方法。
<4> 前記電磁波透過基材における前記レーザーの透過率が30%以上である、<1>~<3>のいずれか1つに記載の接合体の製造方法。
<5> 電磁波透過基材と保持部材とは異種材であり、前記電磁波透過基材と、熱可塑性樹脂層と、前記保持部材と、をこの順に有し、
前記保持部材が、主成分として熱可塑性樹脂を含み、
前記熱可塑性樹脂層の融点と前記保持部材の融点との差が、10℃以内である、接合体。
<6> 前記電磁波透過基材と前記熱可塑性樹脂層との間に、900nm~1200nmのうちの少なくとも一部の波長のレーザーの吸収率が90%以上である吸収部材が配置されている、<5>に記載の接合体。
<7> 電磁波透過基材と保持部材とは異種材であり、前記電磁波透過基材と、熱可塑性樹脂層と、前記保持部材と、をこの順に有し、
前記保持部材が、主成分として熱可塑性樹脂を含み、
前記保持部材が、前記電磁波透過基材の端面に沿って伸びる延在部を有し、
前記延在部と前記端面との距離が、5mm以内である、接合体。
<8> 前記電磁波透過基材と前記熱可塑性樹脂層との間に、900nm~1200nmのうちの少なくとも一部の波長のレーザーの吸収率が90%以上である吸収部材が配置されている、<7>に記載の接合体。
<9> <5>~<8>のいずれか1つに記載の接合体と、
前記保持部材の内部に配置される、電磁波を受送信する機器と、を有する、機器ユニット。
【発明の効果】
【0007】
本開示によれば、接合プロセス時間が短く、接合部位のはみ出しが抑えられて外観に優れる接合体の製造方法、接合体、及び機器ユニットを提供することができる。
【図面の簡単な説明】
【0008】
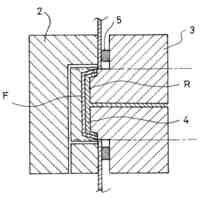
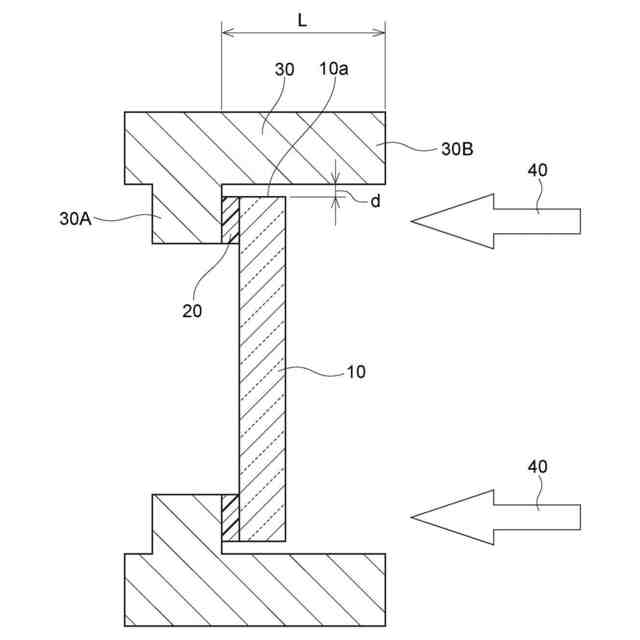
レーザー照射の様子を説明する図である。
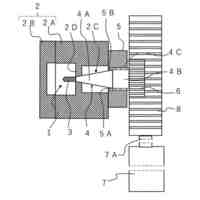
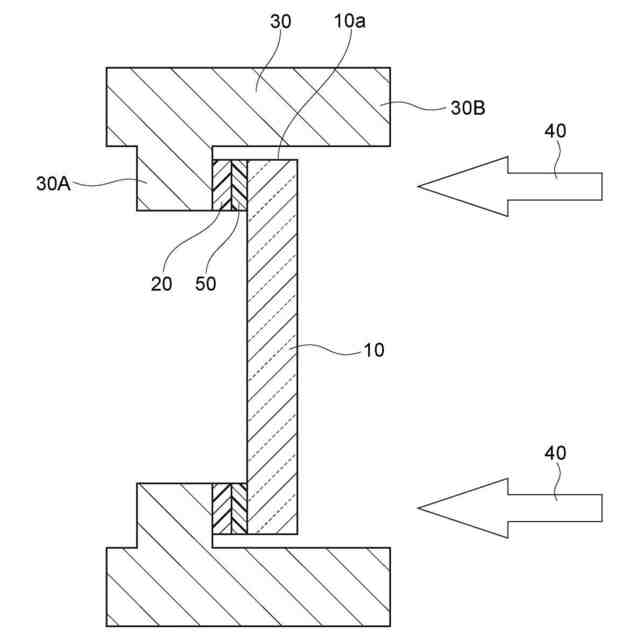
吸収部材を用いる場合のレーザー照射の様子を説明する図である。
【発明を実施するための形態】
【0009】
以下、本発明を実施するための形態について詳細に説明する。但し、本発明は以下の実施形態に限定されるものではない。以下の実施形態において、その構成要素(要素ステップ等も含む)は、特に明示した場合を除き、必須ではない。数値及びその範囲についても同様であり、本発明を制限するものではない。
本開示において「~」を用いて示された数値範囲には、「~」の前後に記載される数値がそれぞれ最小値及び最大値として含まれる。
本開示中に段階的に記載されている数値範囲において、一つの数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。
本開示において各成分は該当する物質を複数種含んでいてもよい。組成物中に各成分に該当する物質が複数種存在する場合、各成分の含有量は、特に断らない限り、組成物中に存在する当該複数種の物質の合計の含有量を意味する。
【0010】
<接合体の製造方法>
本開示の接合体の製造方法は、電磁波透過基材と保持部材とは異種材であり、電磁波透過基材と、熱可塑性フィルムと、保持部材と、をこの順に重ね、電磁波透過基材における熱可塑性フィルムが配置された側とは反対側からレーザーを照射して熱可塑性フィルムを溶融し、電磁波透過基材と保持部材とを熱可塑性フィルムによって接合する。
本開示において「異種材」とは、樹脂どうし、ガラスどうし、金属どうし、セラミックスどうし等の同種材ではないことをいう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
6か月前
個人
射出ミキシングノズル
9か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
8日前
東レ株式会社
フィルムの製造方法
14日前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
5か月前
日機装株式会社
加圧システム
2か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社カワタ
計量混合装置
1か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
日東工業株式会社
インサート成形機
7か月前
個人
ノズルおよび熱風溶接機
6か月前
株式会社ニフコ
樹脂製品の製造方法
9か月前
日産自動車株式会社
成形装置
8日前
トヨタ自動車株式会社
3Dプリンタ
7か月前
トヨタ自動車株式会社
真空成形装置
2か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
株式会社カネカ
再生アクリル樹脂の製造方法
9か月前
株式会社日本製鋼所
射出成形機
8か月前
東レ株式会社
半導体モールド用離型フィルム
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ