TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025108766
公報種別
公開特許公報(A)
公開日
2025-07-23
出願番号
2025074848,2021012327
出願日
2025-04-28,2021-01-28
発明の名称
アルミ管拡管装置、アルミ管拡管装置用のヘッドユニット、アルミ管拡管装置用のヘッド本体、アルミ管拡管方法、および冷媒用のアルミ管
出願人
高砂熱学工業株式会社
代理人
弁理士法人ITOH
主分類
B21D
39/20 20060101AFI20250715BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】冷媒用のアルミ管の所定サイズへの拡管を、容易且つ高精度に行うことができるようにすること。
【解決手段】アルミ管拡管装置は、冷媒用のアルミ管を拡管するためのアルミ管拡管装置であって、レバー操作がなされる可動レバーを有する本体部と、本体部に装着され、レバー操作に伴って、アルミ管の筒内で拡張することにより、アルミ管を拡管する拡管部を有するヘッドユニットとを備え、アルミ管は、拡管前の外径寸法が、冷媒用の銅管の拡管前の規格上の外径寸法と同寸法であり、拡管前の内径寸法が、冷媒用の銅管の拡管前の内径寸法よりも小さく、拡管部は、拡管前のアルミ管の内径よりも小さい、拡管前の外径寸法を有し、拡管前のアルミ管の外径よりも大きい、拡管後の外径寸法を有する。
【選択図】図1
特許請求の範囲
【請求項1】
冷媒用のアルミ管を拡管するためのアルミ管拡管装置であって、
レバー操作がなされる可動レバーを有する本体部と、
前記本体部に装着され、前記レバー操作に伴って、前記アルミ管の筒内で拡張することにより、前記アルミ管を拡管する拡管部を有するヘッドユニットと
を備え、
前記アルミ管は、
拡管前の外径寸法が、冷媒用の銅管の拡管前の規格上の外径寸法と同寸法であり、
拡管前の内径寸法が、前記冷媒用の銅管の拡管前の内径寸法よりも小さく、
前記拡管部は、
拡管前の前記アルミ管の内径よりも小さい、拡管前の外径寸法を有し、
拡管前の前記アルミ管の外径よりも大きい、拡管後の外径寸法を有する
ことを特徴とするアルミ管拡管装置。
続きを表示(約 1,700 文字)
【請求項2】
3/8インチの前記アルミ管を拡管するための第1の前記ヘッドユニットを備え、
前記第1のヘッドユニットの前記拡管部は、
拡管前の外径寸法が6.2~6.6mmであり、
拡管後の外径寸法が、拡管前の前記3/8インチのアルミ管の外径よりも、0.08~0.2mm大きい
ことを特徴とする請求項1に記載のアルミ管拡管装置。
【請求項3】
3/8インチの前記アルミ管を拡管するための第1の前記ヘッドユニットを備え、
前記第1のヘッドユニットの前記拡管部は、
拡管前の外径寸法が6.2~6.6mmであり、
拡管後の外径寸法が9.6~9.82mmである
ことを特徴とする請求項1に記載のアルミ管拡管装置。
【請求項4】
4/8インチの前記アルミ管を拡管するための第2の前記ヘッドユニットを備え、
前記第2のヘッドユニットの前記拡管部は、
拡管前の外径寸法が8.8~9.2mmであり、
拡管後の外径寸法が、拡管前の前記4/8インチのアルミ管の外径よりも、0.1~0.3mm大きい
ことを特徴とする請求項1から3のいずれか一項に記載のアルミ管拡管装置。
【請求項5】
4/8インチの前記アルミ管を拡管するための第2の前記ヘッドユニットを備え、
前記第2のヘッドユニットの前記拡管部は、
拡管前の外径寸法が8.8~9.2mmであり、
拡管後の外径寸法が12.8~13.1mmである
ことを特徴とする請求項1から3のいずれか一項に記載のアルミ管拡管装置。
【請求項6】
5/8インチの前記アルミ管を拡管するための第3の前記ヘッドユニットを備え、
前記第3のヘッドユニットの前記拡管部は、
拡管前の外径寸法が11.6~12.0mmであり、
拡管後の外径寸法が、拡管前の前記5/8インチのアルミ管の外径よりも、0.1~0.4mm大きい
ことを特徴とする請求項1から5のいずれか一項に記載のアルミ管拡管装置。
【請求項7】
5/8インチの前記アルミ管を拡管するための第3の前記ヘッドユニットを備え、
前記第3のヘッドユニットの前記拡管部は、
拡管前の外径寸法が11.6~12.0mmであり、
拡管後の外径寸法が15.98~16.28mmである
ことを特徴とする請求項1から5のいずれか一項に記載のアルミ管拡管装置。
【請求項8】
前記拡管部は、
前記レバー操作の操作量が最大となったときに、前記拡管後の外径寸法を有するものとなる
ことを特徴とする請求項1から7のいずれか一項に記載のアルミ管拡管装置。
【請求項9】
少なくとも前記ヘッドユニットに、
前記アルミ管の拡管用であることを識別可能な識別情報を有する
ことを特徴とする請求項1から8のいずれか一項に記載のアルミ管拡管装置。
【請求項10】
冷媒用のアルミ管を拡管するためのアルミ管拡管装置用のヘッドユニットであって、
レバー操作がなされる可動レバーを有する前記アルミ管拡管装置の本体部に装着されるヘッド本体と、
前記ヘッド本体から突出して設けられており、前記レバー操作に伴って、前記アルミ管の筒内で拡張することにより、前記アルミ管を拡管する拡管部と
を備え、
前記アルミ管は、
拡管前の外径寸法が、冷媒用の銅管の拡管前の規格上の外径寸法と同寸法であり、
拡管前の内径寸法が、前記冷媒用の銅管の拡管前の内径寸法よりも小さく、
前記拡管部は、
拡管前の前記アルミ管の内径よりも小さい、拡管前の外径寸法を有し、
拡管前の前記アルミ管の外径よりも大きい、拡管後の外径寸法を有する
ことを特徴とするアルミ管拡管装置用のヘッドユニット。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミ管拡管装置、アルミ管拡管装置用のヘッドユニット、アルミ管拡管装置用のヘッド本体、アルミ管拡管方法、および冷媒用のアルミ管に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、空調装置等に使用される冷媒用の配管同士を接続可能にするために、拡管装置を用いて、一方の配管を拡管する技術が知られている。例えば、下記特許文献1には、管エキスパンダと、管エキスパンダに取り付けられるスリーブとを備え、管エキスパンダが有するプレスハンドルの操作によって、スリーブが備えるヘッドの外径が拡張されることにより、当該ヘッドによって管を拡管することが可能な装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
実用新案登録第3180155号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、従来、冷媒用の配管として、一般的には、銅管が用いられている。このため、拡管装置のヘッドは、銅管のサイズの規格に合わせて製造されている。
【0005】
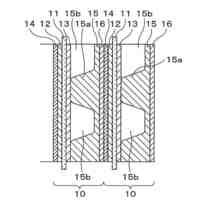
一方で、近年、軽量化、低コスト化等の観点から、冷媒用の配管として、アルミ管を用いることが検討されている。アルミの強度は、銅の強度の1/3程度であり、アルミ管の耐力を銅管の耐力と同等にするためには、アルミ管の肉厚を銅管よりも厚くする必要があり、よって、アルミ管の外径寸法を銅管の外径寸法と同一とした場合には、アルミ管の内径寸法を銅管の内径寸法よりも小さくする必要がある。なお、日本の配管の規格は、外形寸法を統一することが一般的である。
【0006】
しかしながら、従来の拡管装置は、ヘッドの拡管部の外径寸法が、銅管の内径寸法に合わせて製造されているため、ヘッドの拡管部をアルミ管の開口部に挿入することができない。このため、従来の拡管装置を用いてアルミ管を拡管する場合、一回り小さいサイズのヘッドを用いる必要があり、この場合、ヘッドとアルミ管との間にガタつきが生じたり、アルミ管の拡管が不十分であったりするため、アルミ管の所定サイズへの拡管を、容易且つ高精度に行うことができない。
【課題を解決するための手段】
【0007】
一実施形態に係るアルミ管拡管装置は、冷媒用のアルミ管を拡管するためのアルミ管拡管装置であって、レバー操作がなされる可動レバーを有する本体部と、本体部に装着され、レバー操作に伴って、アルミ管の筒内で拡張することにより、アルミ管を拡管する拡管部を有するヘッドユニットとを備え、アルミ管は、拡管前の外径寸法が、冷媒用の銅管の拡管前の規格上の外径寸法と同寸法であり、拡管前の内径寸法が、冷媒用の銅管の拡管前の内径寸法よりも小さく、拡管部は、拡管前のアルミ管の内径よりも小さい、拡管前の外径寸法を有し、拡管前のアルミ管の外径よりも大きい、拡管後の外径寸法を有する。
【発明の効果】
【0008】
一実施形態によれば、冷媒用のアルミ管の所定サイズへの拡管を、容易且つ高精度に行うことができる。
【図面の簡単な説明】
【0009】
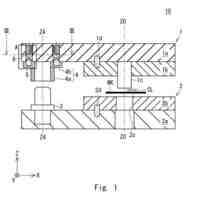
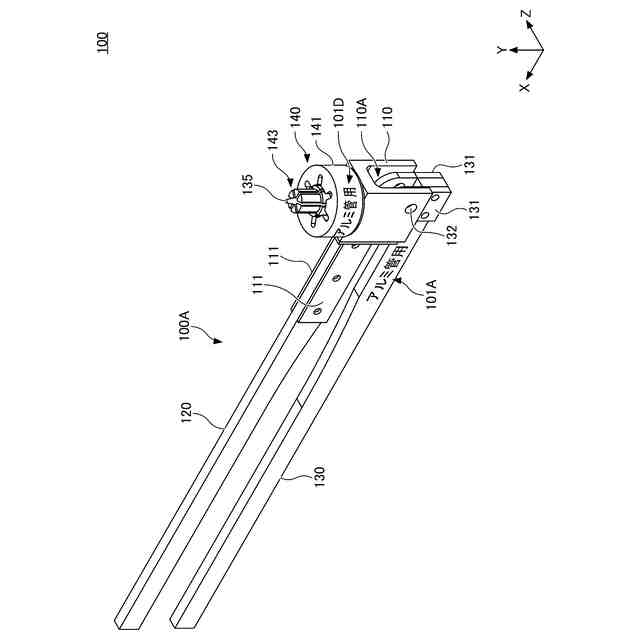
一実施形態に係るアルミ管拡管装置の外観斜視図
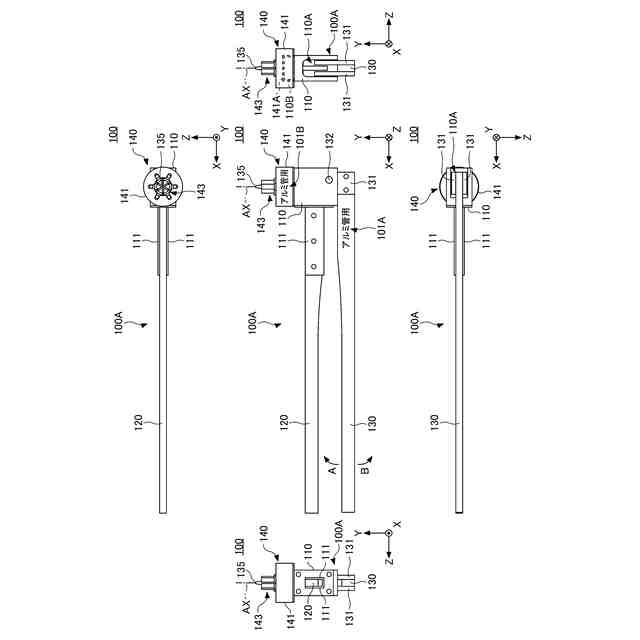
一実施形態に係るアルミ管拡管装置の5面図
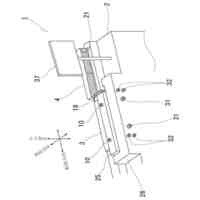
一実施形態に係るアルミ管拡管装置が備えるヘッドユニットの拡大図
一実施形態に係るアルミ管拡管装置が備えるヘッドユニットの寸法例を示す図
一実施形態に係るアルミ管拡管装置が備える各構成部品の素材の一例を示す図
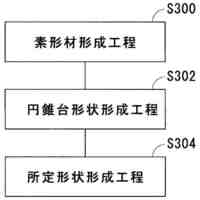
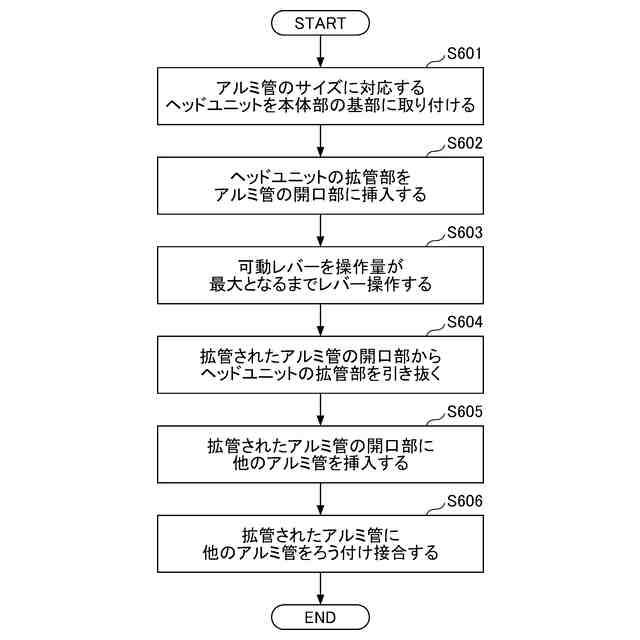
一実施形態に係るアルミ管拡管方法の手順を示すフローチャート
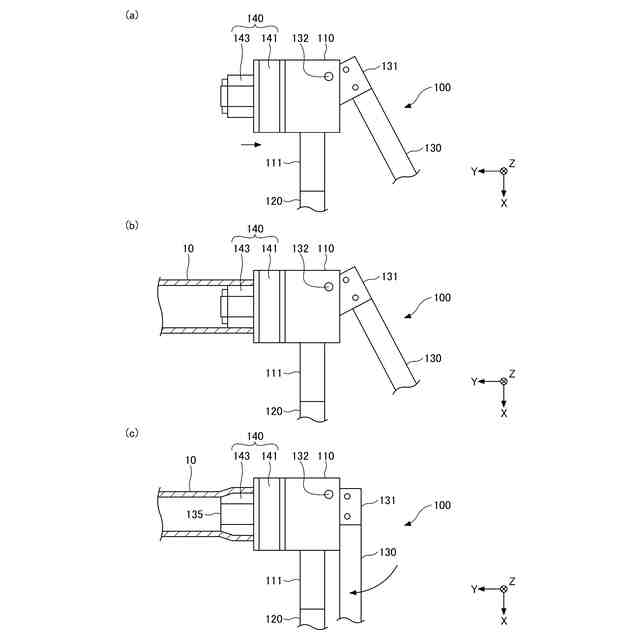
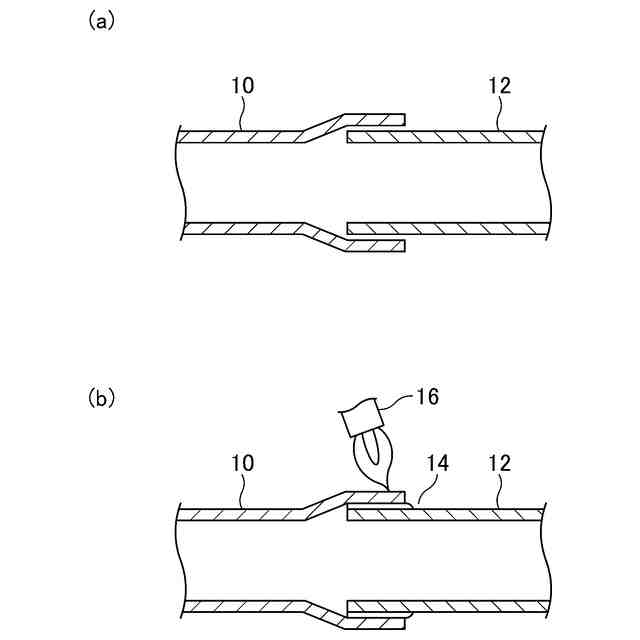
一実施形態に係るアルミ管拡管方法を模式的に示す図
一実施形態に係るアルミ管拡管方法を模式的に示す図
【発明を実施するための形態】
【0010】
以下、図面を参照して、一実施形態について説明する。なお、以下に説明する各実施形態では、便宜上、固定レバー120の延在する方向を、X軸方向とする。また、テーパピン135が往復移動する方向(中心軸AXの軸方向)を、Y軸方向とする。また、X軸方向およびY軸方向と直交する方向(可動レバー130の回動軸132の軸方向)を、Z軸方向とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
高砂熱学工業株式会社
積み重ね用治具、台車の積み重ね方法及び運搬方法
6日前
高砂熱学工業株式会社
空調装置
今日
高砂熱学工業株式会社
蓄熱供給装置、蓄熱材及び蓄放熱方法
4日前
高砂熱学工業株式会社
管理システム、管理方法、サーバ装置及び携帯端末
1か月前
高砂熱学工業株式会社
水素製造セル及び水素製造セルを用いた水素製造方法
26日前
高砂熱学工業株式会社
アルミ管拡管装置、アルミ管拡管装置用のヘッドユニット、アルミ管拡管装置用のヘッド本体、アルミ管拡管方法、および冷媒用のアルミ管
13日前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
6か月前
トヨタ自動車株式会社
金型装置
6か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
26日前
日伸工業株式会社
プレス加工装置
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
株式会社不二越
NC転造盤
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社西田製作所
パンチャーヘッド
2か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
3か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
株式会社三明製作所
転造装置
6か月前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社カネミツ
筒張出部形成方法
6か月前
株式会社吉野機械製作所
プレス機械
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社不二越
転造加工用平ダイス
4か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ