TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025110926
公報種別
公開特許公報(A)
公開日
2025-07-30
出願番号
2024004972
出願日
2024-01-17
発明の名称
浅絞り成形品の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
B21D
24/04 20060101AFI20250723BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ねじれの発生を抑制できる、オーステナイト・フェライト系二相ステンレス鋼からなる浅絞り成形品の製造方法を提供する。
【解決手段】二相ステンレス鋼からなるブランクを押し込む際にパンチに作用する荷重は、成形高さの増加に伴って増加し、少なくとも成形下死点において、パンチの一方側に設けられた第2支持部とパンチとによってブランクを挟む。パンチによるブランクの押圧開始時点から成形下死点までのパンチの移動距離を最大距離とした場合に、押圧開始時点からのパンチの移動距離が最大距離の80%に達した時にパンチに作用する荷重P
0.8
、押圧開始時点からのパンチの移動距離が最大距離の90%に達した時にパンチに作用する荷重P
0.9
、および押圧開始時点から成形下死点までの間にパンチに作用する最大荷重P
max
が、「P
max
-P
0.9
)/(P
0.9
-P
0.8
)≧15.0」を満たす。
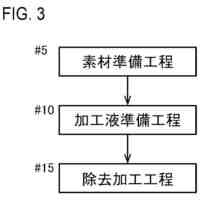
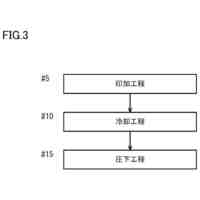
【選択図】 図3
特許請求の範囲
【請求項1】
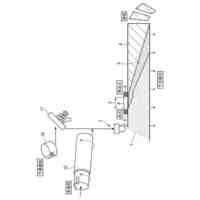
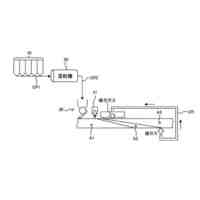
二相ステンレス鋼からなるブランクを、前記ブランクの厚み方向において前記ブランクの一方側に配置された中空状の第1支持部と、前記厚み方向において前記ブランクの他方側に配置された環状のブランクホルダとで挟み、前記ブランクのうち前記第1支持部と前記ブランクホルダとで挟まれた部分の内側をパンチによって前記一方側に押し込む、浅絞り成形品の製造方法であって、
前記ブランクを押し込む際に前記パンチに作用する荷重は、成形高さの増加に伴って増加し、
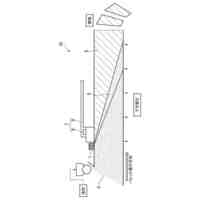
少なくとも成形下死点において、前記パンチの前記一方側に設けられた第2支持部と前記パンチとによって前記ブランクを挟み、
前記パンチによる前記ブランクの押圧開始時点から前記成形下死点までの前記パンチの移動距離を最大距離とした場合に、
前記押圧開始時点からの前記パンチの移動距離が前記最大距離の80%に達した時に前記パンチに作用する荷重P
0.8
、前記押圧開始時点からの前記パンチの移動距離が前記最大距離の90%に達した時に前記パンチに作用する荷重P
0.9
、および前記押圧開始時点から前記成形下死点までの間に前記パンチに作用する最大荷重P
max
が、下記の(i)式を満たす、浅絞り成形品の製造方法。
(P
max
-P
0.9
)/(P
0.9
-P
0.8
)≧15.0 ・・・(i)
続きを表示(約 210 文字)
【請求項2】
前記成形下死点において、前記パンチに前記最大荷重P
max
が作用する、請求項1に記載の浅絞り成形品の製造方法。
【請求項3】
前記第1支持部と前記第2支持部とは別部材である、請求項1または2に記載の浅絞り成形品の製造方法。
【請求項4】
前記第1支持部と前記第2支持部とは一体成形されている、請求項1または2に記載の浅絞り成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、浅絞り成形品およびその製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、食品製造メーカーにおいて、多様な食品の調理、製造に使用される食品用トレーの素材として、軽量でプレス成形性に優れたアルミニウムが用いられている。また、食品用トレーの素材として、耐食性および強度に優れたステンレス鋼の利用も増えている。
【0003】
例えば、特許文献1には、食品用ステンレス製容器が開示されている。特許文献1には、ステンレス鋼として、マルテンサイト系、フェライト系、オーステナイト系、または二相系のステンレス鋼が利用できることが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-97579号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
オーブンで利用される食品用トレーには、オーブン内での引っ掛かり、食品の脱落、および食品の焼きムラ等を防止するために、耐熱歪性が要求される。また、近年、HACCP(Hazard Analysis and Critical Control Point)への対応のため、耐摩耗性および磁性に優れた食品用トレーが求められている。具体的には、調理した食品を食品用トレー上からこそぎ取る際に食品用トレーの素材が削られて破片、屑等を生じさせないために耐摩耗性が求められ、万が一そのような破片等が発生しても磁力選別機により食品中の金属異物を検出できるようにするために磁性が求められる。一方で、労働環境改善の観点から、食品用トレーには、軽量化も求められる。そこで、本発明者らは、耐熱歪性、耐摩耗性および磁性に優れ、かつ薄板化による軽量化が可能なオーステナイト・フェライト系二相ステンレス鋼(以下、単に二相ステンレス鋼とも記載する。)を食品用トレーの素材として利用することを検討した。二相ステンレス鋼はアルミニウムに比べて十分な強度を有している。このため、ブランクの素材として二相ステンレス鋼を用いる場合には、アルミニウムを用いる場合に比べて十分な薄板化ができる。これにより、ブランクの素材として二相ステンレス鋼を用いる場合には、ブランクの素材としてアルミニウムを用いる場合と同様の軽量化が可能になる。
【0006】
しかしながら、本発明者らの検討の結果、二相ステンレス鋼を素材として用いる場合には、所望の形状の容器を製造することができない場合があることが分かった。具体的には、二相ステンレス鋼板からなるブランクに対して浅絞り成形を行うことによって容器を製造する場合には、成形後の容器(成形品)にねじれが発生する場合があることが分かった。
【0007】
そこで、本発明は、プレス成形時のねじれの発生を抑制できる、オーステナイト・フェライト系二相ステンレス鋼からなる浅絞り成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
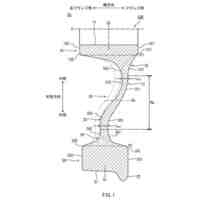
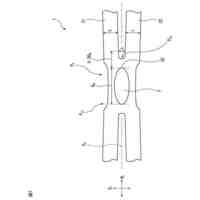
本発明者は、二相ステンレス鋼からなるブランクから浅絞り成形品を製造した際に成形品に生じる変形を抑制するための検討を行った。具体的には、二相ステンレス鋼板に対して浅絞り成形を行うことによって、図1に示す食品用トレーを製造することを試みた。なお、図1において、(a)は食品用トレーの平面図であり、(b)は食品用トレーの正面図である。図1に示す食品用トレー100は、筒状の縦壁部102と、縦壁部102の一端部を塞ぐ底部104と、縦壁部102の他端部から外側に向かって延びるフランジ部106とを有している。
【0009】
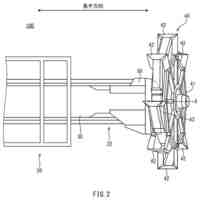
二相ステンレス鋼はアルミニウムに比べて比重が大きいので、ブランクとして二相ステンレス鋼板を利用する場合には、厚みを小さくして軽量化する必要がある。しかしながら、本発明者らの検討の結果、二相ステンレス鋼は耐力(強度)が高く、形状凍結性に劣るため、厚みを小さくすると、剛性が低下し、成形後に残留応力の解放によって発生する変形量が大きくなることが分かった。具体的には、図2に示すように、食品用トレー100において大きなねじれが発生する場合があることが分かった。なお、図2には、食品用トレー100の正面図を示している。
【0010】
そこで、本発明者は、上記のようなねじれの発生を抑制するための検討を行った。その結果、浅絞り成形時の成形荷重が、食品用トレー100に発生するねじれに大きく影響していることが分かった。具体的には、成形下死点またはその近傍において成形荷重を大きく増加させることによって、食品用トレー100に発生するねじれを十分に抑制できることが分かった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
床構造
4日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
床構造
4日前
日本製鉄株式会社
ボルト
4日前
日本製鉄株式会社
剪断機
4日前
日本製鉄株式会社
構造部材
14日前
日本製鉄株式会社
管理装置
25日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
耐火構造物
16日前
日本製鉄株式会社
耐火構造物
16日前
日本製鉄株式会社
リクレーマ
25日前
日本製鉄株式会社
耐火構造物
16日前
日本製鉄株式会社
転炉精錬方法
14日前
日本製鉄株式会社
高Ni合金板
25日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
24日前
日本製鉄株式会社
高炉の操業方法
22日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の冷却構造
28日前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
焼結鉱の製造方法
22日前
日本製鉄株式会社
金属材の製造方法
今日
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
スポット溶接継手
22日前
日本製鉄株式会社
焼結鉱の製造方法
14日前
日本製鉄株式会社
鋼の連続鋳造方法
今日
日本製鉄株式会社
合成梁及び床構造
14日前
日本製鉄株式会社
合成梁及び床構造
14日前
日本製鉄株式会社
コークスの製造方法
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ