TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116539
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024011024
出願日
2024-01-29
発明の名称
筒型構造
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
9/00 20060101AFI20250801BHJP(工作機械;他に分類されない金属加工)
要約
【課題】疲労特性の低下を抑制しつつ溶接工数を削減する筒型構造を提案する。
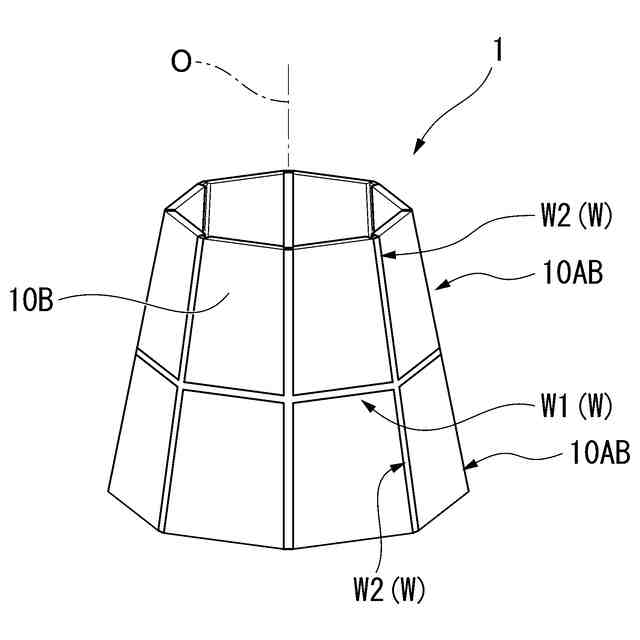
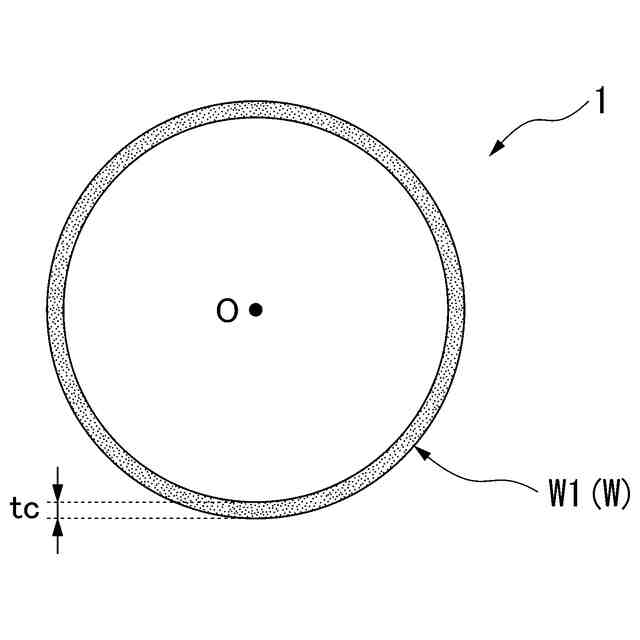
【解決手段】周方向および柱軸方向に溶接されて形成される筒型構造(1)であって、前記筒型構造(1)は、前記筒型構造(1)の前記周方向および前記柱軸方向に溶接によって連結する鋼製の板材(10)と、前記柱軸方向に隣接する前記板材(10)を溶接する周方向溶接部(W1)と、前記周方向に隣接する前記板材(10)を溶接する柱軸方向溶接部(W2)と、を有し、前記板材(10)の板厚方向に沿った前記周方向溶接部(W1)の厚さは、前記板材(10)の板厚の0.9倍以上1.1倍以下であり、前記板材(10)の板厚方向に沿った前記柱軸方向溶接部(W2)の厚さは、前記板材(10)の板厚の0.2倍以上0.9倍未満である。
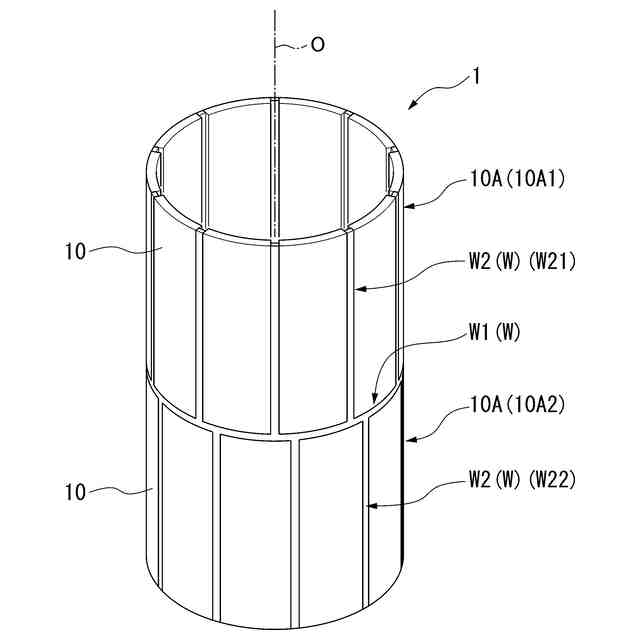
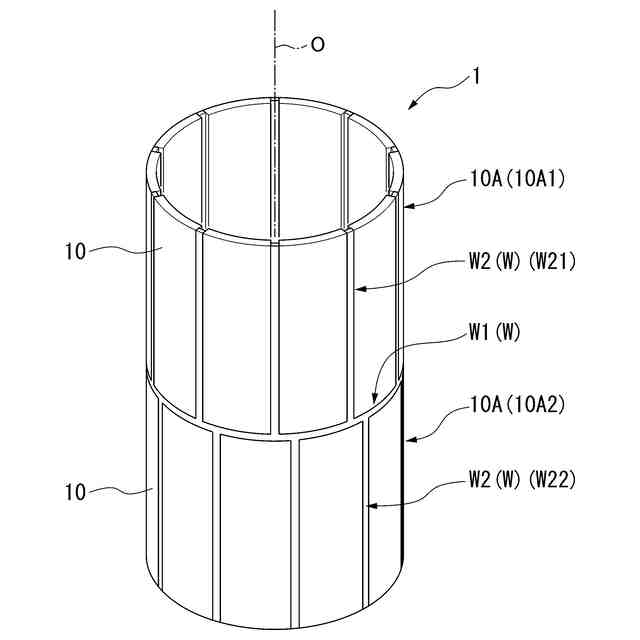
【選択図】図1A
特許請求の範囲
【請求項1】
周方向および柱軸方向に溶接されて形成される筒型構造であって、
前記筒型構造は、
前記筒型構造の前記周方向および前記柱軸方向に溶接によって連結する鋼製の板材と、
前記柱軸方向に隣接する前記板材を溶接する周方向溶接部と、
前記周方向に隣接する前記板材を溶接する柱軸方向溶接部と、
を有し、
前記板材の板厚方向に沿った前記周方向溶接部の厚さは、前記板材の板厚の0.9倍以上1.1倍以下であり、
前記板材の板厚方向に沿った前記柱軸方向溶接部の厚さは、前記板材の板厚の0.2倍以上0.9倍未満である、筒型構造。
続きを表示(約 750 文字)
【請求項2】
前記周方向溶接部と前記柱軸方向溶接部との交差部において、前記板材の板厚方向に沿った板厚が0.9倍以上1.1以下である交差延長溶接部が、前記柱軸方向に前記板材の前記板厚の2倍以上10倍以下延在する、請求項1に記載の筒型構造。
【請求項3】
前記柱軸方向に連結される前記板材それぞれの前記柱軸方向溶接部同士は、前記柱軸方向に連続せずに配置される構成である、請求項1に記載の筒型構造。
【請求項4】
前記柱軸方向に連結される前記板材それぞれの前記柱軸方向溶接部同士は、前記柱軸方向に連続して配置される構成であり、
前記周方向に連結される前記板材それぞれの前記周方向溶接部同士は、前記周方向に連続して配置される構成である、請求項1に記載の筒型構造。
【請求項5】
前記筒型構造が円筒形状である、請求項3または4に記載の筒型構造。
【請求項6】
前記筒型構造が多角形状である、請求項4に記載の筒型構造。
【請求項7】
前記板材の圧延方向が前記周方向である、請求項5に記載の筒型構造。
【請求項8】
前記板材の圧延方向が前記柱軸方向である、請求項6に記載の筒型構造。
【請求項9】
前記周方向溶接部と前記柱軸方向溶接部との交差部に形成される溶け込み量変化部と、
前記柱軸方向溶接部と前記溶け込み量変化部とが交わる止端部にピーニング部と、
を有する、請求項1に記載の筒型構造。
【請求項10】
前記ピーニング部は、前記筒型構造の内面側または外面側の一方、または前記筒型構造の内面側および外面側の両方に形成される、請求項9に記載の筒型構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、筒型構造に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
一般的に、タワーや基礎には円形筒型構造が多用される。円形筒型構造は、設備の大型化に伴って強度及び剛性を高くしなければならず、外径や板厚も大きくする必要がある。板厚が大きくなると溶接工数が膨大となり、生産性が低下し製造スケジュールに影響を及ぼす。また、厚肉化および大径化には曲げ加工設備の能力に限界がある。
【0003】
厚肉化および大径化の対策として、例えば、平板を連結させた多角形筒型構造が知られている(例えば、特許文献1参照)。
一般的に筒型構造において、溶接は完全溶け込み溶接で行われる。筒型構造の高さ方向(柱軸方向)の溶接において溶接金属が板厚より薄い区間、すなわち部分溶け込み溶接の区間を1つの金属板の高さ方向に交互に複数設けることで、溶接工数を削減することが知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特許第6160043号公報
特許第7187707号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
多角形筒型構造において、円形筒型構造と同様に溶接工数の課題は残存する。部分溶け込み溶接の区間を高さ方向に複数設ける場合、溶け込み量が変化する部分の止端部が複数存在する。溶接の止端部では、応力が集中し、柱軸方向の垂直方向に応力が作用するため、疲労亀裂の発生が懸念される。部分溶け込み溶接を複数設ける場合、複数の部分で応力集中が生じるため、疲労特性が低下する虞がある。
【0006】
本開示は、上述の問題点に鑑みてなされたもので、疲労特性の低下を抑制しつつ溶接工数を削減する筒型構造を提案することを目的とする。
【課題を解決するための手段】
【0007】
(1)本開示の一実施形態に係る筒型構造は、周方向および柱軸方向に溶接されて形成される筒型構造であって、前記筒型構造は、前記筒型構造の前記周方向および前記柱軸方向に溶接によって連結する鋼製の板材と、前記柱軸方向に隣接する前記板材を溶接する周方向溶接部と、前記周方向に隣接する前記板材を溶接する柱軸方向溶接部と、を有し、前記板材の板厚方向に沿った前記周方向溶接部の厚さは、前記板材の板厚の0.9倍以上1.1倍以下であり、前記板材の板厚方向に沿った前記柱軸方向溶接部の厚さは、前記板材の板厚の0.2倍以上0.9倍未満である。
(2)上記(1)に係る筒型構造は、前記周方向溶接部と前記柱軸方向溶接部との交差部において、前記板材の板厚方向に沿った板厚が0.9倍以上1.1以下である交差延長溶接部が、前記柱軸方向に前記板材の前記板厚の2倍以上10倍以下延在してもよい。
(3)上記(1)または(2)に係る筒型構造は、前記柱軸方向に連結される前記板材それぞれの前記柱軸方向溶接部同士は、前記柱軸方向に連続せずに配置される構成であってもよい。
(4)上記(1)に係る筒型構造は、前記柱軸方向に連結される前記板材それぞれの前記柱軸方向溶接部同士は、前記柱軸方向に連続して配置される構成であり、前記周方向に連結される前記板材それぞれの前記周方向溶接部同士は、前記周方向に連続して配置される構成であってもよい。
(5)上記(3)または(4)に係る筒型構造は、前記筒型構造が円筒形状であってもよい。
(6)上記(4)に係る筒型構造は、前記筒型構造が多角形状であってもよい。
(7)上記(5)に係る筒型構造は、前記板材の圧延方向が前記周方向であってもよい。
(8)上記(6)に係る筒型構造は、前記板材の圧延方向が前記柱軸方向であってもよい。
(9)上記(1)から(8)のいずれか1項に係る筒型構造は、前記周方向溶接部と前記柱軸方向溶接部との交差部に形成される溶け込み量変化部と、前記柱軸方向溶接部と前記溶け込み量変化部とが交わる止端部にピーニング部と、を有してもよい。
(10)上記(9)に係る筒型構造は、前記ピーニング部は、前記筒型構造の内面側または外面側の一方、または前記筒型構造の内面側および外面側の両方に形成されてもよい。
【発明の効果】
【0008】
本開示に係る筒型構造によれば、疲労特性の低下を抑制しつつ溶接工数を削減することができる。
【図面の簡単な説明】
【0009】
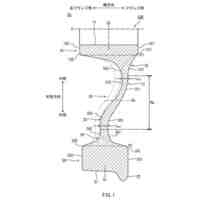
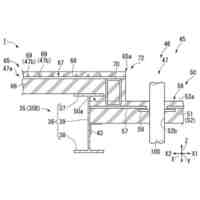
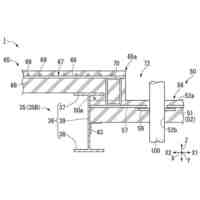
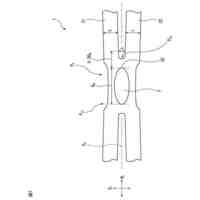
本開示の一実施形態に係る円筒の筒型構造を示す斜視図である。
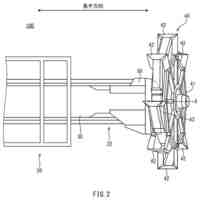
本開示の一実施形態に係る多角形の筒型構造を示す斜視図である。
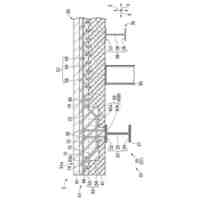
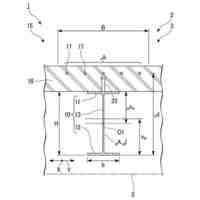
図1Aに示す筒型構造の側面図である。
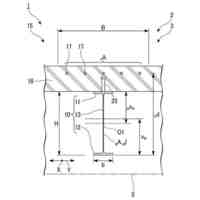
図2AのIIB-IIB断面図である。
図2AのIIC-IIC断面図である。
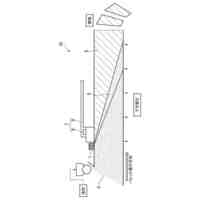
図2AのIII-III断面の一部を示す断面図である。
図2AのIII-III断面の一部の別の例を示す断面図である。
本開示の一実施形態に係る円筒の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る円筒の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る円筒の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る円筒の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る円筒の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る円筒の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る多角形の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る多角形の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る多角形の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る多角形の筒型構造の部分溶け込み溶接の一部を示す断面図である。
本開示の一実施形態に係る筒型構造のピーニング部を示す断面図である。
本開示の一実施形態に係る筒型構造のピーニング部を示す断面図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施形態による筒型構造について、図面に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
26日前
日本製鉄株式会社
管理装置
19日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
構造部材
8日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
リクレーマ
19日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
転炉精錬方法
8日前
日本製鉄株式会社
高Ni合金板
19日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
高炉の冷却構造
22日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
18日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
25日前
日本製鉄株式会社
高炉の操業方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
8日前
日本製鉄株式会社
スポット溶接継手
16日前
日本製鉄株式会社
合成梁及び床構造
8日前
日本製鉄株式会社
合成梁及び床構造
8日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
コークスの製造方法
26日前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ