TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113146
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024169919
出願日
2024-09-30
発明の名称
制御情報生成装置、制御情報生成方法、制御情報生成プログラム、溶接システム、及び溶接方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
9/127 20060101AFI20250725BHJP(工作機械;他に分類されない金属加工)
要約
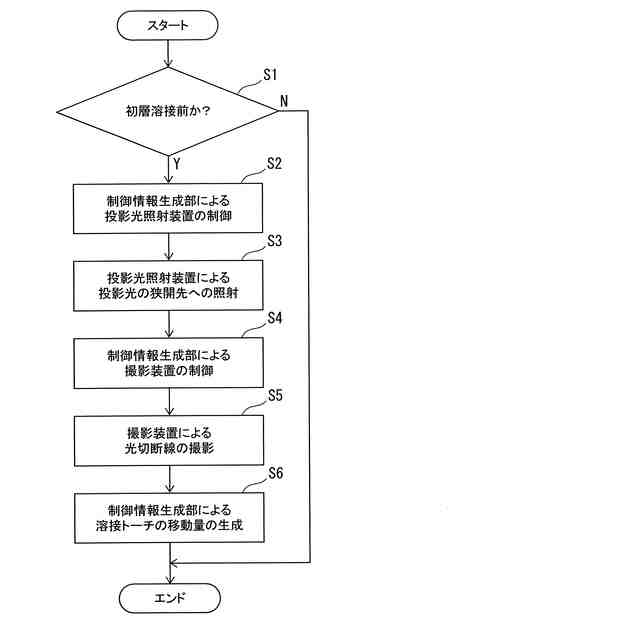
【課題】狭開先の初層においてガスシールドアーク溶接を行う場合の溶接トーチの移動制御に適した溶接トーチの移動量を生成することができる制御情報生成装置、制御情報生成方法、制御情報生成プログラム、溶接システム、及び溶接方法を提供する。
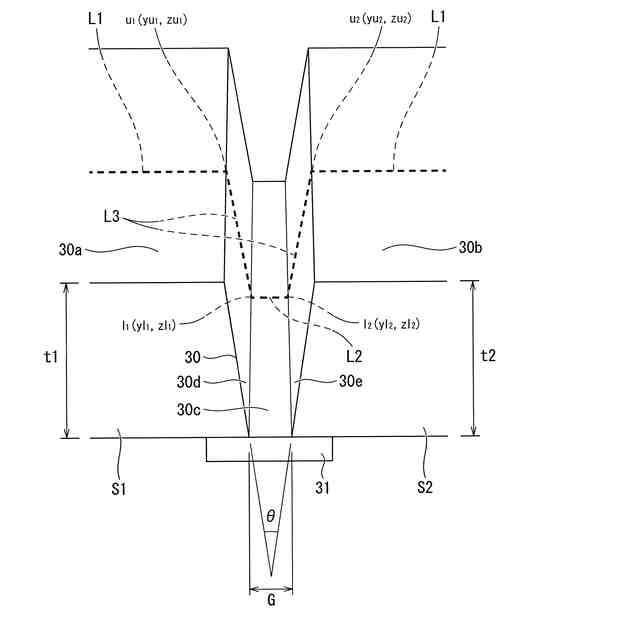
【解決手段】制御情報生成装置20における制御情報生成部23は、撮影装置22により撮影された撮影画像を画像処理して溶接トーチ11の移動量を生成する。制御情報生成部23は、撮影装置22で撮影された撮影画像における光切断線L1,L2,L3から狭開先30の頂面角部u
1
,u
2
及び底面角部l
1
,l
2
の座標u
1
(yu
1
,zu
1
),u
2
(yu
2
,zu
2
)、l
1
(yl
1
,zl
1
),l
2
(yl
2
,zl
2
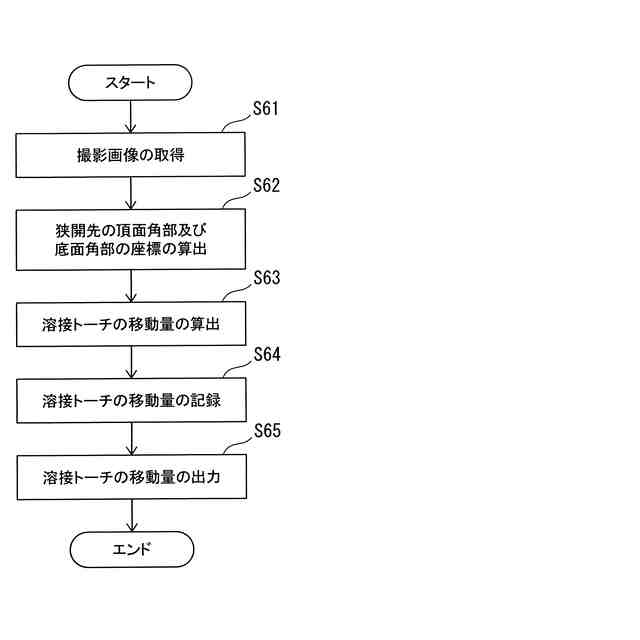
)を算出する座標算出部23dと、座標算出部23dで算出された狭開先30の頂面角部及び底面角部の座標に基づいて溶接トーチ11の移動量を算出する移動量算出部23eとを備える。
【選択図】図2
特許請求の範囲
【請求項1】
板厚が22mm以上の鋼板同士を、開先角度を25°以下、底部開先ギャップを7mm~18mmとする狭開先の初層においてガスシールドアーク溶接を行う溶接装置における溶接トーチの移動量を生成する制御情報生成装置であって、前記溶接装置が、溶接トーチと、該溶接トーチを移動させる溶接トーチ移動機構と、該溶接トーチ移動機構を制御する制御装置とを備えた制御情報生成装置において、
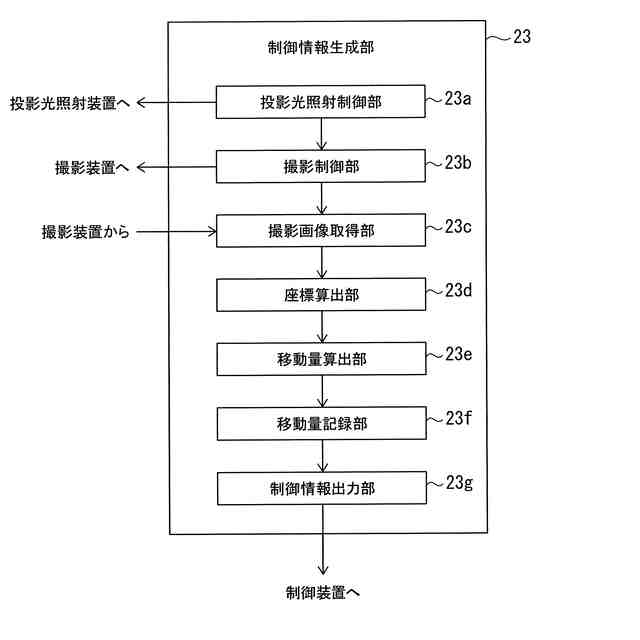
投影光を前記狭開先に照射する投影光照射装置と、該投影光照射装置により前記狭開先に照射された投影光による光切断線を撮影する撮影装置と、該撮影装置により撮影された撮影画像を画像処理して前記溶接トーチの移動量を生成する制御情報生成部とを備え、
該制御情報生成部は、前記撮影装置で撮影された撮影画像における光切断線から前記狭開先の頂面角部及び底面角部の座標を算出する座標算出部と、該座標算出部で算出された前記狭開先の頂面角部及び底面角部の座標に基づいて溶接トーチの移動量を算出する移動量算出部と、該移動量算出部で算出された溶接トーチの移動量を前記制御装置に対して出力する制御情報出力部とを備え、
前記座標算出部では、前記狭開先の頂面に照射された投影光による頂面投影光切断線と、前記狭開先の底面に照射された投影光による底面投影光切断線と、前記狭開先の側面に照射された投影光による側面投影光切断線とを区別し、区別した頂面投影光切断線、底面投影光切断線、及び側面投影光切断線に対して線形近似を行って近似式を求め、各近似式の交点を算出することで前記狭開先の頂面角部及び底面角部の座標を算出することを特徴とする制御情報生成装置。
続きを表示(約 2,000 文字)
【請求項2】
板厚が22mm以上の鋼板同士を、開先角度を25°以下、底部開先ギャップを7mm~18mmとする狭開先の初層においてガスシールドアーク溶接を行う溶接装置における溶接トーチの移動量を生成する制御情報生成方法であって、前記溶接装置が、溶接トーチと、該溶接トーチを移動させる溶接トーチ移動機構と、該溶接トーチ移動機構を制御する制御装置とを備えた制御情報生成方法において、
投影光照射装置が投影光を前記狭開先に照射する投影光照射ステップと、撮影装置が前記投影光照射ステップにより前記狭開先に照射された投影光による光切断線を撮影する撮影ステップと、制御情報生成部が前記撮影ステップで撮影された撮影画像を画像処理して前記溶接トーチの移動量を生成する制御情報生成ステップとを含み、
該制御情報生成ステップは、前記撮影ステップで撮影された撮影画像における光切断線から前記狭開先の頂面角部及び底面角部の座標を算出する座標算出ステップと、該座標算出ステップで算出された前記狭開先の頂面角部及び底面角部の座標に基づいて溶接トーチの移動量を算出する移動量算出ステップと、該移動量算出ステップで算出された溶接トーチの移動量を前記制御装置に対して出力する制御情報出力ステップとを含み、
前記座標算出ステップでは、前記狭開先の頂面に照射された投影光による頂面投影光切断線と、前記狭開先の底面に照射された投影光による底面投影光切断線と、前記狭開先の側面に照射された投影光による側面投影光切断線とを区別し、区別した頂面投影光切断線、底面投影光切断線、及び側面投影光切断線に対して線形近似を行って近似式を求め、各近似式の交点を算出することで前記狭開先の頂面角部及び底面角部の座標を算出することを特徴とする制御情報生成方法。
【請求項3】
板厚が22mm以上の鋼板同士を、開先角度を25°以下、底部開先ギャップを7mm~18mmとする狭開先の初層においてガスシールドアーク溶接を行う溶接装置における溶接トーチの移動量を生成する制御情報生成プログラムであって、前記溶接装置が、溶接トーチと、該溶接トーチを移動させる溶接トーチ移動機構と、該溶接トーチ移動機構を制御する制御装置とを備えた制御情報生成プログラムにおいて、
コンピュータを構成する制御情報生成部に、
投影光を前記狭開先に照射するように投影光照射装置を制御する投影光照射制御ステップと、前記投影光照射装置から前記狭開先に照射された投影光による光切断線を撮影するように撮影装置を制御する撮影制御ステップと、該撮影制御ステップにより前記撮影装置を制御して前記撮影装置が撮影した撮影画像を画像処理して前記溶接トーチの移動量を生成する制御情報生成ステップとを実行させるものであり、
該制御情報生成ステップは、前記撮影画像における光切断線から前記狭開先の頂面角部及び底面角部の座標を算出する座標算出ステップと、該座標算出ステップで算出された前記狭開先の頂面角部及び底面角部の座標に基づいて溶接トーチの移動量を算出する移動量算出ステップと、該移動量算出ステップで算出された溶接トーチの移動量を前記制御装置に出力する制御情報出力ステップとを含み、
前記座標算出ステップでは、前記狭開先の頂面に照射された投影光による頂面投影光切断線と、前記狭開先の底面に照射された投影光による底面投影光切断線と、前記狭開先の側面に照射された投影光による側面投影光切断線とを区別し、区別した頂面投影光切断線、底面投影光切断線、及び側面投影光切断線に対して線形近似を行って近似式を求め、各近似式の交点を算出することで前記狭開先の頂面角部及び底面角部の座標を算出することを特徴とする制御情報生成プログラム。
【請求項4】
請求項1に記載の制御情報生成装置と、板厚が22mm以上の鋼板同士を、開先角度を25°以下、底部開先ギャップを7mm~18mmとする狭開先の初層においてガスシールドアーク溶接を行う溶接装置であって、溶接トーチ、該溶接トーチを移動させる溶接トーチ移動機構、及び該溶接トーチ移動機構を制御する制御装置を備えた溶接装置とを備え、
前記制御装置が、前記制御情報生成装置により生成され出力された溶接トーチの移動量に基づいて前記溶接トーチ移動機構を制御して、前記溶接トーチを移動させることを特徴とする溶接システム。
【請求項5】
請求項2に記載の制御情報生成方法により生成され出力された溶接トーチの移動量に基づいて、制御装置が溶接トーチ移動機構を制御して溶接トーチを移動させながら、溶接トーチが板厚が22mm以上の鋼板同士を、開先角度を25°以下、底部開先ギャップを7mm~18mmとする狭開先の初層においてガスシールドアーク溶接を行うことを特徴とする溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、狭開先の初層においてガスシールドアーク溶接を行う溶接装置における溶接トーチの移動量を生成する制御情報生成装置、制御情報生成方法、制御情報生成プログラム、溶接システム、及び溶接方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
鋼材の溶接施工のうち、例えばガスシールドアーク溶接は、CO
2
単独のガス、あるいはArとCO
2
との混合ガスを溶融部のシールドに用いる消耗電極式が一般的であり、自動車、建築、橋梁および造船等の一般構造物の溶接施工において幅広く用いられている。
ところで、近年、鋼構造物の大型化・厚肉化に伴い、製作過程での溶接、特に鋼材の突き合せ溶接における溶着量が増大し、さらには溶接施工に多くの時間が必要となり、施工コストの増大を招いている。
【0003】
これを改善する方法として、厚い板厚に対して小さい間隔の開先をアーク溶接法により多層溶接する、狭開先ガスシールドアーク溶接の適用が考えられる。ここで、「狭開先」とは、板厚が22mm以上の鋼板同士を溶接するに際して、開先角度を25°以下、底部開先ギャップを7mm~18mmとするものをいう。この狭開先ガスシールドアーク溶接は、通常の開先のガスシールドアーク溶接と比べて溶接部の断面積が小さいので、溶接の高能率化、省エネルギーが達成でき、ひいては施工コストの低減をもたらすことができる。板厚が22mm以上の厚い板厚の鋼板同士を溶接する場合に、狭開先ガスシールドアーク溶接とすることで、溶接の高能率化、省エネルギーが達成できることで、その実益が大きい。
【0004】
しかしながら、この「狭開先」の溶接では、溶接欠陥が発生した場合の補修作業が通常の開先の溶接に比べて困難である。特に、狭開先の初層においてガスシールドアーク溶接を行う場合に、溶接欠陥が発生すると、その補修作業が困難なものとなる。
従来、溶接における欠陥の発生を抑制可能な処理装置として、例えば、特許文献1に示す処理装置が提案されている。
【0005】
特許文献1に示す処理装置は、溶融池の少なくとも一部を写した第1画像を用いて溶接の状態を判定する判定処理であって、当該状態は第1状態と第1状態よりも不安定である第2状態とを含み、溶融池に波紋が存在する場合には溶接は第2状態と判定される、判定処理を実行する。そして、溶接が第1状態と判定された場合、溶接の条件を補正せず、溶接が第2状態と判定された場合、当該溶接の条件を補正するものである。
【0006】
特許文献1に示す処理装置によれば、溶接における欠陥の発生を抑制することができる。
また、従来、例えば、特許文献2に示す溶接自動倣い装置が提案されている。
【0007】
特許文献2に示す溶接自動倣い装置は、ITVカメラより得られる溶接部内視覚情報及びレーザスリット光にて投影された開先の光切断線より得られる開先形状を画像処理装置で演算し、溶接トーチずれ量を求め、制御装置でトーチ位置制御を可能としたものである。
【0008】
特許文献2に示す溶接自動倣い装置によれば、溶接部の状態をITVカメラとレーザスリット光発光部によりリアルタイムに検出制御することにより、溶接部の変形や台車のガタ等に的確に反応し、正確に溶接線倣い制御が行えるようになる。
【0009】
また、従来、例えば、特許文献3に示す自動溶接装置が提案されている。
特許文献3に示す自動溶接装置は、溶接線方向に対してほぼ直角な線状光束を開先に照射する光学装置と、照射線像を特定の角度から撮像する撮像装置と、撮像された像を記憶する記憶装置と、記憶された画像データのうち必要なデータの座標を抽出する座標抽出装置と、抽出された座標値に対し開先形状および位置を推定する推定装置と、推定結果から溶接条件を算出する演算装置と、演算結果に基づく溶接条件に応じて作動する制御装置とから成る。
【0010】
特許文献3に示す自動溶接装置によれば、推定装置の働きで検出した画像情報を高精度に処理することによって高い精度で溶接条件を決定することができ、1つの画像情報から開先位置、開先形状を推定し、これによって多数の溶接条件を決定することができる。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社ダイヘン
溶接電源装置
12日前
株式会社ダイヘン
溶接電源装置
10日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
27日前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
大見工業株式会社
ドリル
5日前
ブラザー工業株式会社
工作機械
3か月前
トヨタ自動車株式会社
接合方法
3か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
大肯精密株式会社
自動送り穿孔機
3か月前
株式会社コスメック
クランプ装置
4か月前
株式会社ダイヘン
溶接装置
28日前
株式会社ダイヘン
溶接装置
28日前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社ダイヘン
溶接装置
3か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
株式会社不二越
超硬合金製ドリル
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ