TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113969
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024193475
出願日
2024-11-05
発明の名称
原料装入方法及び溶銑の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21B
5/00 20060101AFI20250728BHJP(鉄冶金)
要約
【課題】貯蔵槽における鉄源原料の排出において、排出口における閉塞を抑制できる原料装入方法を提供する。
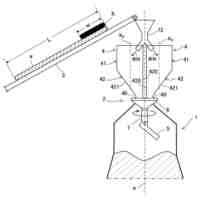
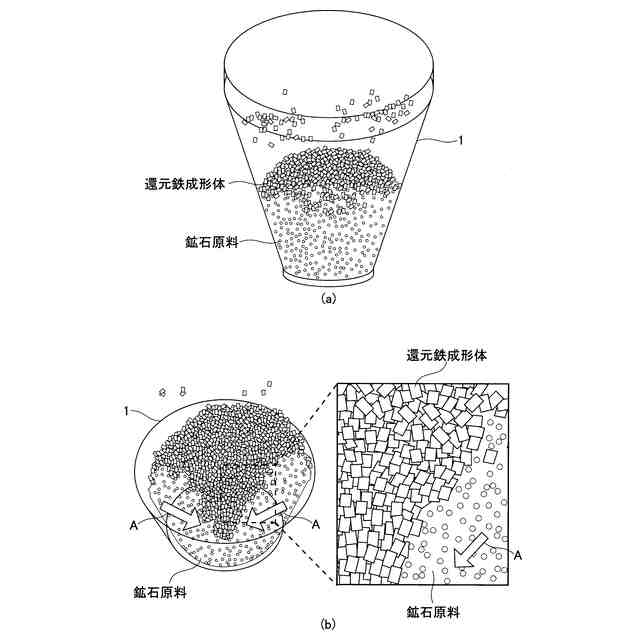
【解決手段】固体原料を排出する貯蔵槽に、粒状体である第1原料及び長尺形状である第2原料を前記固体原料として装入する原料装入方法であって、前記固体原料における前記第2原料の含有割合が、前記貯蔵槽の排出口の開口径と、前記第1原料の平均粒径と、前記第2原料の寸法情報とに基づいて決定される上限値以下である。
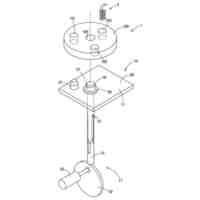
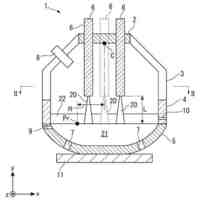
【選択図】図1
特許請求の範囲
【請求項1】
固体原料を排出する貯蔵槽に、粒状体である第1原料及び長尺形状である第2原料を前記固体原料として装入する原料装入方法であって、
前記固体原料における前記第2原料の含有割合が、前記貯蔵槽の排出口の開口径と、前記第1原料の平均粒径と、前記第2原料の寸法情報とに基づいて決定される上限値以下である、原料装入方法。
続きを表示(約 990 文字)
【請求項2】
前記寸法情報には、前記長尺形状において異なる3方向の長さを用いて算出される第1指標値、及び、前記長尺形状において異なる3方向の長さのうち短い2方向の長さを用いて算出される第2指標値が含まれる、請求項1に記載の原料装入方法。
【請求項3】
前記上限値は(1)式に基づいて算出され、前記第1指標値は(2)式に基づいて算出され、前記第2指標値は(3)式に基づいて算出される、請求項2に記載の原料装入方法。
TIFF
2025113969000012.tif
18
157
TIFF
2025113969000013.tif
18
157
TIFF
2025113969000014.tif
16
157
ここで、Wは前記含有割合(質量%)、Dcは前記開口径(mm)、r0は前記平均粒径(mm)、rRIaveは前記第1指標値(mm)、rRIminは前記第2指標値(mm)、aは前記第2原料における3方向の長さのうち最も長い方向の長さ(mm)、b及びcは前記第2原料における3方向の長さのうち短い2方向の長さ(mm)、πは円周率(rad)である。
【請求項4】
前記貯蔵槽は高炉に向けて鉄源原料を排出する、請求項1~3の何れか1項に記載の原料装入方法。
【請求項5】
前記第1原料は鉱石原料である、請求項4に記載の原料装入方法。
【請求項6】
前記第2原料は粒状の還元鉄を圧縮成形して得られる還元鉄成形体である、請求項4に記載の原料装入方法。
【請求項7】
請求項4に記載の原料装入方法により、前記貯蔵槽に前記鉄源原料を装入する工程と、前記貯蔵槽から前記高炉に前記鉄源原料を排出する工程と、を有する溶銑の製造方法。
【請求項8】
請求項5に記載の原料装入方法により、前記貯蔵槽に前記鉄源原料を装入する工程と、前記貯蔵槽から前記高炉に前記鉄源原料を排出する工程と、を有する溶銑の製造方法。
【請求項9】
請求項6に記載の原料装入方法により、前記貯蔵槽に前記鉄源原料を装入する工程と、前記貯蔵槽から前記高炉に前記鉄源原料を排出する工程と、を有する溶銑の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、固体原料を排出する貯蔵槽に、粒状体である原料及び長尺形状である原料を固体原料として装入する原料装入方法及び溶銑の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
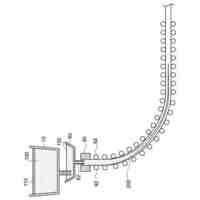
高炉の操業においては、炉内に鉱石原料(焼結鉱、鉄鉱石、ペレット等)を含む鉄源原料の層とコークスを含む層とを交互に積層し、羽口から送風する熱風により補助燃料を炉内に吹込みつつ、鉄源原料の還元及び溶解を行うことで、銑鉄が製造される。コークスは、鉄源原料の溶解のための熱源、鉄源原料の還元のための還元材、溶鉄へ浸炭し融点を低下させるための加炭材、及び、炉内の通気性を確保するためのスペーサの役割を果たす。そして、炉内のガス流の通気性を確保することで、炉内の高炉原料(鉄源原料及びコークス)の荷下がりを安定させ、高炉の安定操業が実現される。このため、炉内におけるガス流の分布の制御は、鉄源原料の還元及び溶解を安定的に行う観点から重要な要素といえる。
【0003】
鉄源原料及びコークスは、高炉の炉頂に設けられた別々の貯蔵槽(バンカー)に装入及び保持された後、これら貯蔵槽から高炉の炉内に向けて交互に装入される。そして、鉄源原料及びコークスを貯蔵槽から炉内に装入する際に、炉内における鉄源原料及びコークスの分布の状態を調整することにより、炉内におけるガス流の分布の制御が可能となる。炉内における鉄源原料及びコークスの分布の状態の調整は、炉内の径方向における鉄源原料とコークスとの堆積重量比分布の調整、及び、炉内における高炉原料(鉄源原料及びコークス)の粒径分布の調整により行われる。
【0004】
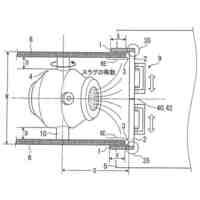
ベルレス式高炉において、炉内の径方向における鉄源原料とコークスとの堆積重量比分布の調整は、貯蔵槽の下方に設けられた分配シュートの旋回動作により炉内における排出位置を調整して行われる。炉内における鉄源原料及びコークスの粒径分布の調整は、高炉原料が貯蔵槽から排出される際に、粒径の小さい高炉原料から排出が始まり、粒径の大きい高炉原料の排出が遅れてなされる状況を考慮しつつ、分配シュートの旋回動作により炉内における装入(堆積)位置を調整して行われる。
【0005】
貯蔵槽に装入及び保持された鉄源原料及びコークスは、貯蔵槽の排出口を通過して分配シュートに送られる。鉄源原料及びコークスを貯蔵槽から排出する際には、当該貯蔵槽の排出口の開口径を調整することにより、排出の速度及び流量が調整される。このため、貯蔵槽における排出口の開口径の調整は、高炉の炉内における鉄源原料及びコークスの堆積重量比分布の調整及び粒径分布の調整において、必要不可欠な要素となる。
【0006】
ここで、貯蔵槽の排出口においては、排出口の開口径と排出口を通過する鉄源原料及びコークスの粒子の粒径との関係に起因して、閉塞(詰まり)が発生する。そのため、貯蔵槽の排出口の閉塞を防止すべく、流体工学の分野にて周知である以下の(4)式に基づく開口径の調整が従来から行われている(非特許文献1参照)。(4)式において、Dcは排出口の開口径(mm)、dmは排出口を通過する粒子の粒径(mm)、「f/k」は粒子の比表面形状係数を意味する。
TIFF
2025113969000002.tif
15
157
【0007】
また、近年、地球温暖化防止の観点からCO
2
の削減が求められている。鉄鋼業においては、CO
2
の排出量の約70%が高炉からの排出によるものであるため、高炉におけるCO
2
の排出量の削減が喫緊の課題となっている。高炉におけるCO
2
の排出量の削減は、使用される還元材(コークス、微粉炭、天然ガス等)の削減により可能となる。そして、炉内における高炉原料(鉄源原料及び還元材)の分布を制御することにより、還元材比(高炉原料における還元材の割合)を削減できる。
【0008】
還元材比を削減する方法としては、スクラップや酸素成分が除去された還元鉄を鉄源原料に含めて高炉に装入する方法が提案されている。例えば、特許文献1は、炉内におけるガス流の通気性の改善及びガス流の利用率の向上の観点も踏まえ、炉内におけるコークス層の層厚が小さく(薄く)なる地点に還元鉄及び/又はスクラップを供給(装入)する方法を開示する。特許文献2は、還元鉄の再酸化による発火防止及び炉内の通気性の確保の観点も踏まえ、粒状の還元鉄を圧縮成形し、圧縮成形して得られた還元鉄成形体を鉄源原料に含めて高炉に装入する方法を開示する。
【先行技術文献】
【特許文献】
【0009】
特開2017-088950号公報
特開2022-187900号公報
【非特許文献】
【0010】
R.N.Langmaid、“Arch Formation in a Non-Cohesive Granular Material”、Journal of the Institute of Fuel(英)、Vol.30、No.195、1957年、p.166-172
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
富士電子工業株式会社
焼入れ装置
1日前
日本製鉄株式会社
溶鋼の製造方法
1日前
中外炉工業株式会社
連続式熱処理炉
2か月前
中外炉工業株式会社
前処理装置
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1か月前
日本製鉄株式会社
溶銑の予備処理方法
29日前
高周波熱錬株式会社
熱処理方法及び熱処理装置
5日前
大同特殊鋼株式会社
浸炭部材の製造方法
1か月前
大同特殊鋼株式会社
熱処理設備
7日前
JFEスチール株式会社
高炉の原料装入方法
12日前
日本製鉄株式会社
脱りん方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
29日前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
3か月前
日本製鉄株式会社
鋼の製造方法
1か月前
富士電子工業株式会社
クランクシャフト支持装置
2か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
3か月前
株式会社サンノハシ
金属加工品の製造方法
3か月前
株式会社神戸製鋼所
取鍋への合金投入方法
28日前
フタバ産業株式会社
金属部材の製造方法
12日前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3か月前
フタバ産業株式会社
金属部材の製造方法
1日前
トヨタ自動車株式会社
焼き入れ時の硬さを予測する予測方法
2か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
転炉吹錬方法
29日前
日本製鉄株式会社
転炉吹錬方法
29日前
日本製鉄株式会社
溶鉄の製造方法
1日前
日本製鉄株式会社
溶鉄の製造方法
1日前
JFEスチール株式会社
転炉排滓方法及びそれに用いる防護装置
2か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
JFEスチール株式会社
溶銑の予備処理方法
3か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ