TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025114146
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008640
出願日
2024-01-24
発明の名称
スクロール部材の製造方法
出願人
株式会社レゾナック
代理人
個人
,
個人
,
個人
主分類
B21J
5/00 20060101AFI20250729BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】低コスト化及び製造期間の短縮が可能なスクロール部材の製造方法を提供する。
【解決手段】このスクロール部材の製造方法は、アルミニウム合金で構成された鍛造用素材を据え込まずに鍛造する鍛造工程を有する。
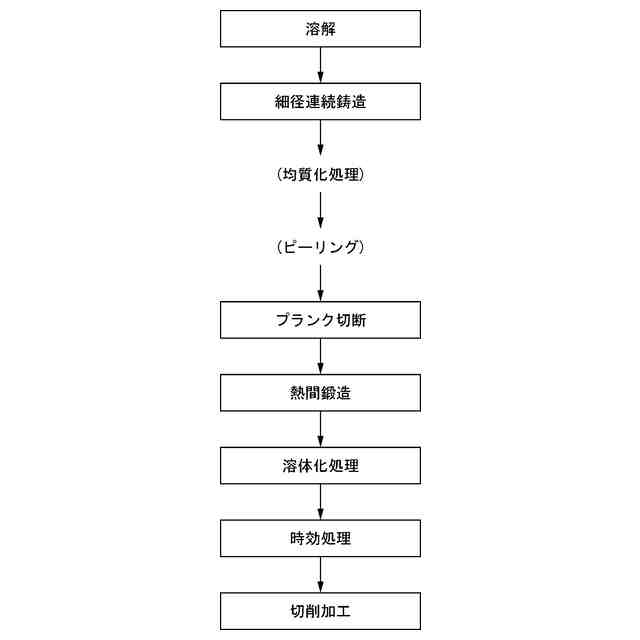
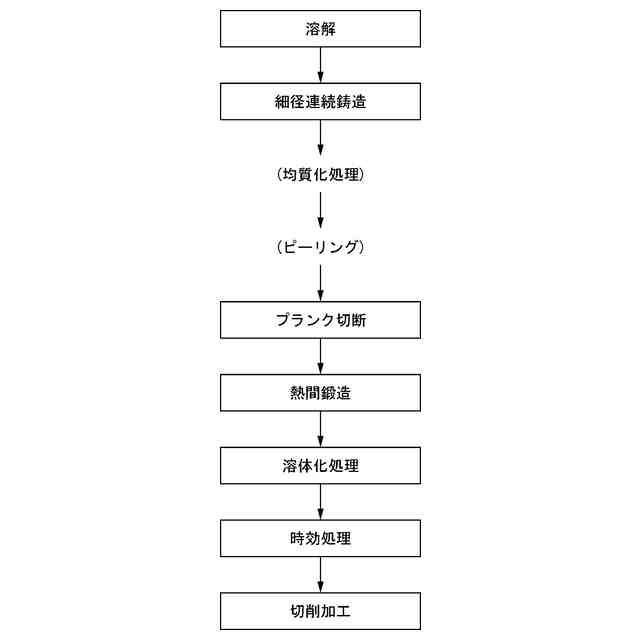
【選択図】図2
特許請求の範囲
【請求項1】
アルミニウム合金で構成された鍛造用素材を据え込まずに鍛造する鍛造工程を有する、スクロール部材の製造方法。
続きを表示(約 680 文字)
【請求項2】
Si:8.0~12.5質量%、Cu:1.0~5.0質量%、Mg:0.2~1.3質量%を含み、残部がAlと不可避的不純物であるアルミニウム合金で構成された丸棒を鋳造する鋳造工程と、
前記丸棒を切断し、鍛造用素材とする切断工程と、
前記鍛造用素材をダイスに載置し、鍛造する、鍛造工程と、を有し、
前記切断工程において、前記丸棒は、カーボン化合物により潤滑されており、
前記鍛造工程において、前記鍛造用素材は、前記カーボン化合物により潤滑されている、請求項1に記載のスクロール部材の製造方法。
【請求項3】
Si:8.0~12.5質量%、Cu:1.0~5.0質量%、Mg:0.2~1.3質量%、Sr:0.005~0.03質量%、を含み、残部がAlと不可避的不純物であるアルミニウム合金で構成された丸棒を鋳造する鋳造工程と、
前記丸棒を切断し、鍛造用素材とする切断工程と、
前記鍛造用素材をダイスに載置し、鍛造する、鍛造工程と、を有し、
前記切断工程において、前記丸棒は、カーボン化合物により潤滑されており、
前記鍛造工程において、前記鍛造用素材は、前記カーボン化合物により潤滑されている、請求項1に記載のスクロール部材の製造方法。
【請求項4】
前記カーボン化合物は、油性切削剤である、請求項2又は3に記載のスクロール部材の製造方法。
【請求項5】
前記切断工程に続いて前記鍛造工程を行う、請求項2又は3に記載のスクロール部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スクロール部材の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
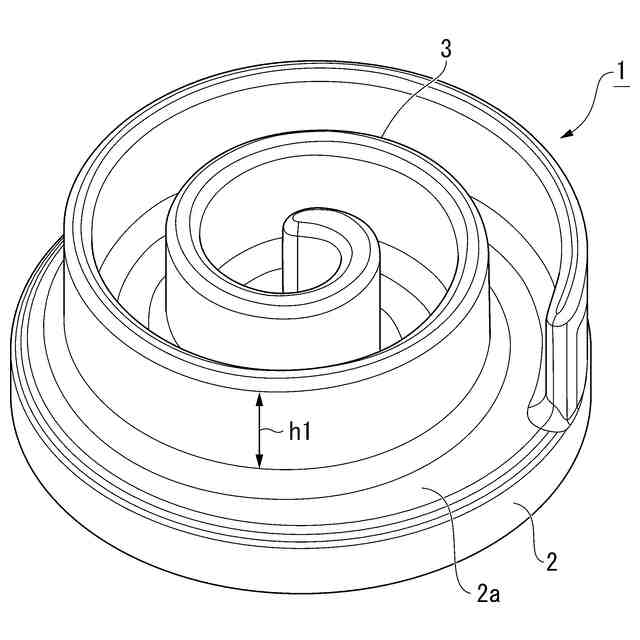
エアコン用コンプレッサーとして、構成部品が少なく、回転時の静寂性が高いスクロールコンプレッサーが知られている。スクロールコンプレッサーは、例えば、平板状のフランジの一面に渦巻状の壁からなる羽根部を設けた固定スクロールと、この固定スクロールの羽根部に嵌合して揺動する、ほぼ同一の形状の渦巻状の羽根部を持つ揺動スクロールと、から構成されている。
【0003】
これらの固定スクロールおよび揺動スクロール(以下、単にスクロール部材と称する。)は、軽量化の観点で、アルミニウム合金で製造されることが一般的である。こうしたスクロール部材の製造方法としては、鋳造、鍛造等が挙げられる。強度及び信頼性の観点から、鍛造により製造されることが好ましく、またその形状の複雑さから熱間鍛造により製造されることが一般的である(例えば、特許文献1)。
【0004】
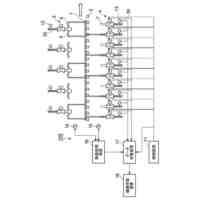
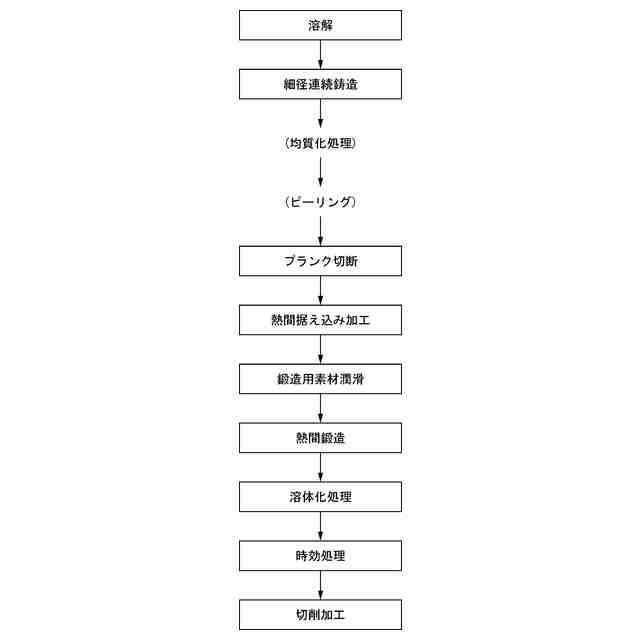
図7は、従来のアルミニウム合金で構成されたスクロール部材の製造方法の手順の一例を示す図であって、特許文献1のスクロール部材の製造方法の手順を示す図である。
図7にフロー図が示されるスクロール部材の製造方法では、先ず、合金成分を調整した後溶解し、溶解したアルミニウム合金を連続鋳造法により、押出用の径200mm以上のビレット(BL)に鋳造される。このBLは、熱処理により内部の均質化が行われた後、所定の押出材の長さになるように切断され、切断されたビレットは、所定の径の丸棒(押出丸棒)に押出成形される。この押出丸棒を、切削油により潤滑した上で、切断されることにより鍛造用素材となる。
【0005】
鍛造用素材は、高温での熱間据え込みにより、スクロール部材のフランジ部の外径に対応するように拡径される。熱間据え込みされた鍛造用素材は、表面への焼き付きを防止するために、被加工材である鍛造用素材及び金型に潤滑剤を塗布された上で鍛造される。具体的には、熱間据え込みにより表面に塗布されていた切削油が揮発した鍛造用素材に対し、黒鉛を水又は鉱物油に混合した液体潤滑剤が塗布又は吹き付けされる。さらに、金型に対して、黒鉛を水又は鉱物油に混合した液体潤滑剤が塗布又は吹き付けされる。液体潤滑剤中の黒鉛は、成型するスクロール部材に焼き付きが発生することを抑制する観点で重要な役割を担い、潤滑切れ抑制のために必須の構成と考えられている。この状態で、鍛造用素材が金型に載置され、加熱環境下で加圧される熱間鍛造により所定の形状に加工される。その後、時効硬化を経て、表面を切削加工することにより所定の形状となる。
【先行技術文献】
【特許文献】
【0006】
特許第4744766号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、低コスト化や製造期間を短縮することが可能なスクロール部材の製造方法が求められている。
【0008】
本発明は、上記事情に鑑みてなされた発明であり、低コスト化及び製造期間の短縮が可能なスクロール部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、上記課題を解決するために、以下の手段を提供する。
【0010】
(1)本発明の一態様に係るスクロール部材の製造方法は、アルミニウム合金で構成された鍛造用素材を据え込まずに鍛造する鍛造工程を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
6か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
13日前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
5か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
株式会社西田製作所
パンチャーヘッド
4か月前
株式会社TMEIC
監視装置
5か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社三明製作所
転造装置
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
株式会社不二越
転造加工用平ダイス
6か月前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社アマダ
プレスブレーキ
2か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
株式会社TMEIC
誘導加熱装置
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
23日前
株式会社TMEIC
制御システム
3か月前
株式会社エナテック
製品分離システム
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ