TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115392
公報種別
公開特許公報(A)
公開日
2025-08-06
出願番号
2025009945
出願日
2025-01-23
発明の名称
局所的な開封手段を備える2つのフィルム部分を結合する方法
出願人
フラウンホッファー-ゲゼルシャフト ツァ フェルダールング デァ アンゲヴァンテン フォアシュンク エー.ファオ
代理人
個人
主分類
B65B
51/10 20060101AFI20250730BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
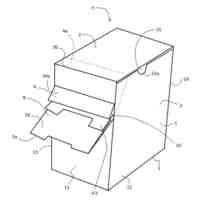
【課題】剛性の成形体を組み込むことなく、または包装材の開封時の問題なく、フィルム包装材において、計量供給開封部が製造され得る方法を提供する。
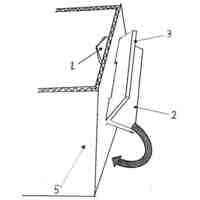
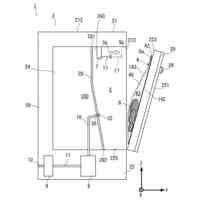
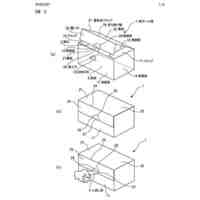
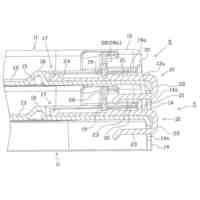
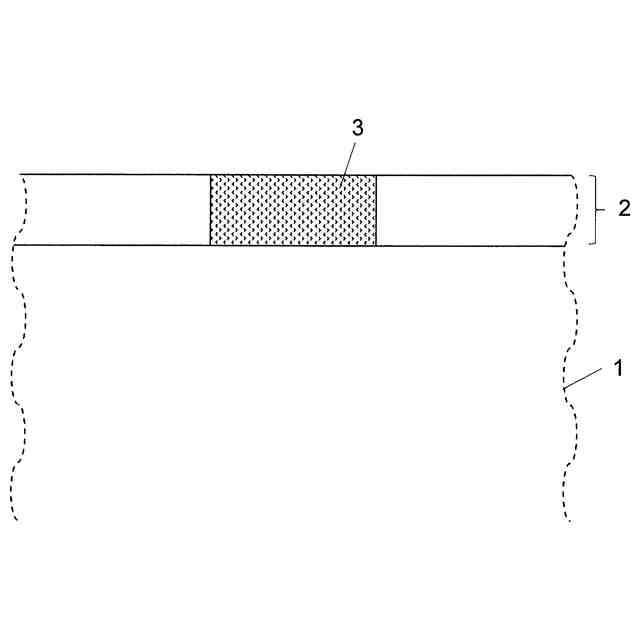
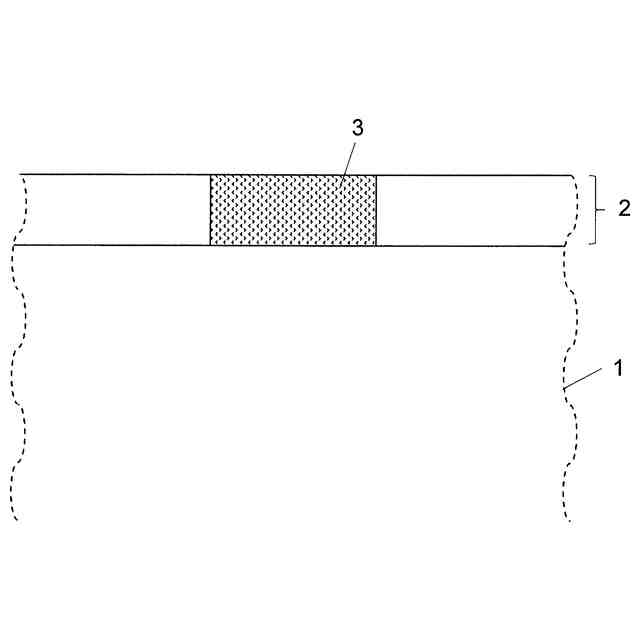
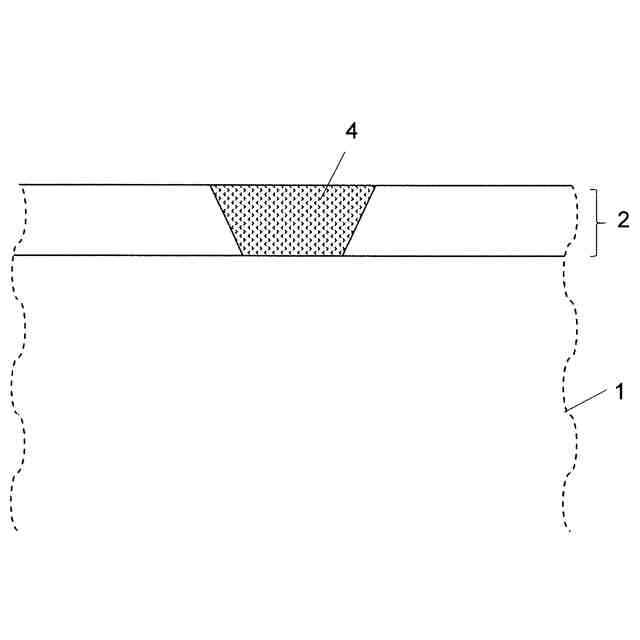
【解決手段】本発明は、少なくとも部分的に1枚または複数枚のフィルムから形成される、局所的な開封手段を備える成形体の製造時に、2つのフィルム部分を結合する方法に関し、2つのフィルム部分2はシールによって互いに結合される。この方法は、これらのフィルム部分のうちの少なくとも1つのフィルム部分に、シール前に、局所的に完全に、または1つもしくは複数の部分領域3において電子ビームを照射し、これによって、各照射領域において、シールによって形成されたシールシームの強度を低下させることを特徴とする。包装材の開封は、電子処理によって予め設定された箇所で、ユーザによって包装材を圧縮するだけで行われる。
【選択図】図1
特許請求の範囲
【請求項1】
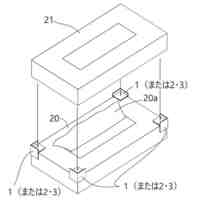
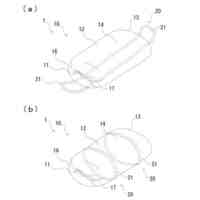
少なくとも部分的に1枚または複数枚のフィルムから形成される、局所的な開封手段を備える成形体、特にフィルム包装材(1)の製造時に、2つのフィルム部分(2)を結合する方法であって、
2つの前記フィルム部分(2)のうちの少なくとも1つの第1のフィルム部分は、シール可能なプラスチックフィルムまたはシール可能なプラスチックで被覆されたフィルムの部分であり、2つの前記フィルム部分(2)をシールによって互いに結合する、方法において、
少なくとも前記第1のフィルム部分(2)に、前記シール前に、局所的に完全に、または1つもしくは複数の部分領域(3,4,5,6)において電子ビームを照射し、これによって、各照射領域において、前記シールによって形成されたシールシームの強度を低下させることを特徴とする、方法。
続きを表示(約 830 文字)
【請求項2】
2つのフィルム部分(2)は、シール可能なプラスチックフィルムまたはシール可能なプラスチックで被覆されたフィルムの部分であり、前記照射を、電子ビームで、前記シール前に、2つの前記フィルム部分(2)のそれぞれにおいて行うことを特徴とする、請求項1記載の方法。
【請求項3】
前記照射を、マスクを用いて行い、前記マスクによって、前記照射領域の形状が決められることを特徴とする、請求項1または2記載の方法。
【請求項4】
前記照射を、台形またはメアンダ状の部分領域(4,5)において行うことを特徴とする、請求項1~3のいずれか1項記載の方法。
【請求項5】
前記照射を、前記部分領域(6)またはフィルム部分にわたって変化する線量で行うことを特徴とする、請求項1~4のいずれか1項記載の方法。
【請求項6】
前記照射を、10~100kGyの線量で行うことを特徴とする、請求項1~5のいずれか1項記載の方法。
【請求項7】
2つの前記フィルム部分(2)の前記結合を、熱接触シールによって行うことを特徴とする、請求項1~6のいずれか1項記載の方法。
【請求項8】
プラスチックフィルムまたはシール可能なプラスチックで被覆されたフィルムを使用し、前記プラスチックに、前記電子ビームによって引き起こされる分岐および架橋の形成を促進する添加剤を加えることを特徴とする、請求項1~6のいずれか1項記載の方法。
【請求項9】
成形体としての容器における計量供給開封部のために開封手段を形成するための、請求項1~8のいずれか1項記載の方法。
【請求項10】
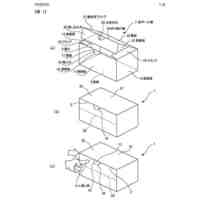
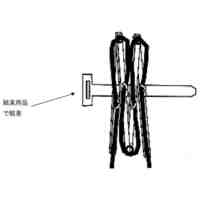
成形体としての容器の、相互に接する2つのチャンバの間の結合開封のために開封手段を形成するための、請求項1~8のいずれか1項記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、少なくとも部分的に1枚または複数枚のフィルムから形成される、局所的な開封手段を備える成形体の製造時に、2つのフィルム部分を結合する方法であって、2つのフィルム部分のうちの少なくとも1つのフィルム部分は、熱可塑性プラスチックフィルムまたは熱可塑性材料で被覆されたフィルムの部分であり、2つのフィルム部分がシールによって互いに結合される方法に関する。本発明は、本発明に相応の方法によって局所的な開封手段が提供された成形体、特にフィルム包装材にも関する。
続きを表示(約 3,200 文字)
【0002】
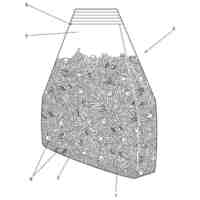
提案される方法は、包装材の製造時に特に有利に使用され得る。流動性のペースト状または粉末状の製品のための包装材は、ユーザによって容易に扱われる開封手段を必要とする。この開封手段は、本来のフィルム包装材に導入される剛性の成形体(たとえば注ぎ口)から成っていてもよい、または定義された開封手段によって生成されてよい。成形体の確実かつ密閉された導入は、技術的に手間がかかり、技術的に高いリスクを伴う。この開封変形形態は、ユーザによる取り扱い、包装物の計量供給能力および衛生面で大きな欠点を伴う。したがって、剛性の成形体を組み込むことなく、フィルム包装材において、ユーザによって容易に開封される計量供給開封部を容易に製造する方法が必要とされている。
【0003】
背景技術
これまでに、包装材において計量供給開封部を製造するための種々異なる技術が知られている。たとえば、欧州特許出願公開第2284095号明細書は、可逆的に開閉可能な、予め切り取られた開封部を備えた包装材を記載している。この開封部を製造するために、注ぎ口が包装材に導入される。欧州特許第2106373号明細書から、閉鎖シームが、切欠きを備えた鋸歯状に延在する部分を有しており、包装材を開封するための裂け目補助部に結合されているフィルム包装材が公知である。包装材を開封するために容易に開封されるシールシームの提供は、たとえば独国EP特許翻訳第60312958(T2)号に記載されている。
【0004】
すでに述べたように、剛性の成形体を利用した技術も、上述の開封変形形態も、製造時の欠点または取り扱い時の欠点ならびに計量供給能力の欠点および衛生面での欠点を有する。
【0005】
本発明の課題は、成形体を組み込まなくてよい、フィルム包装材の製造時に開封手段を提供する方法を提示することにあり、これによって、製造プロセスは簡略化され、技術的なリスクが除去される。この方法では、ユーザは、簡単な取り扱いによって、製品の取り出しのために包装材を相応に開封することができる、または内部のチャンバ分離部を開けることによって2つの成分を混ぜることができる。
【0006】
発明の説明
上述の課題は、請求項1に記載された方法によって解決される。請求項11および12には、提案される方法によって相応の開封手段が提供された、好ましくはフィルム包装材としての成形体が記載されている。この方法およびこの成形体の有利な構成は、各従属特許請求項の対象である、または以降の明細書および実施例に記載されている。
【0007】
提案される方法では、局所的な開封手段を有する成形体を製造する際に、2つのフィルム部分がシールによって互いに結合される。成形体、特にフィルム包装材は、少なくとも部分的に1枚または複数枚のフィルムから形成される。2つのフィルム部分のうちの第1のフィルム部分は、シール可能な、好ましくは熱可塑性のプラスチックフィルムまたはシール可能な、好ましくは熱可塑性のプラスチックで被覆されたフィルムの部分である。この方法は、少なくとも第1のフィルム部分に、シール前に、局所的に完全に、または1つもしくは複数の部分領域において電子ビームを照射し、これによって、各照射領域において、シールによって形成されたシールシームの強度を低下させることを特徴とする。この場合、局所的な照射は、相応に集束された電子ビームまたは小さいビーム径を伴う電子ビームによって行われ得る。この電子ビームは、各領域を走査する。しかし、好ましくは、この照射は、たとえば金属材料から成るマスクまたはマスキングを用いて行われ、電子ビームは、相応の開封部においてのみ、フィルム部分に通過することができる。このようにして、広い幅または大きな面で動作する、電子ビームを生成する、技術的に容易なシステムを利用することができる。好ましくは、2つのフィルム部分は、シール可能な、好ましくは熱可塑性のプラスチックフィルムまたはシール可能な、好ましくは熱可塑性のプラスチックで被覆されたフィルムの部分であり、照射は、これら2つのフィルム部分において相応に完全に行われる、またはこれらのフィルム部分の対応する各1つまたは複数の部分領域において行われる。
【0008】
この方法では、シールに際して利用される、シール可能なプラスチックフィルムまたはシール可能なプラスチック層の各プラスチックもしくはポリマーのポリマー鎖移動度の大幅な増加が電子ビームによって低減されるので、照射領域において、非照射領域と比べて低いシールシーム強度が達成されるということが利用される。照射線量を介して、所望のシールシーム強度が設定され得、このシールシーム強度は、照射される各プラスチックもしくはポリマーにも関連する。包装材分野では、ポリオレフィンフィルムが使用されることが多く、フィルムで容積物を囲むことによって、ポリオレフィンフィルムから包装材が形成される。この場合、フィルムは、複数の部分または材料から成っていてもよい。適切な箇所で、フィルムはそれ自体または別の部分にシールによって結合される。包装材をシールする目的は、シール可能な包装資材同士を確実に密に、かつ固定的に結び付けることにある。
【0009】
最も一般的に用いられる、包装材のシール方法は、熱接触シール(ヒートシール)および冷間シール(コールドシール)である。冷間シール時には、冷間接着剤で被覆された2つのウェブを一緒にするために、押付け圧だけしか必要とされない。熱接触シール時には、上下に重なり合って位置する、2つのシール可能な包装資材もしくはフィルムに、加熱されたシール工具を用いて、定義された期間にわたって、押付け圧下で熱が加えられる。この際に、プラスチックの溶融(これはポリマー鎖移動度の著しい上昇を伴う)または少なくともポリマー鎖移動度の著しい上昇が生じる。両方とも、シール可能な包装資材もしくはフィルムの接触箇所においてプラスチックの混合をもたらす。次いで、シール箇所の冷却に際して、2つのプラスチックフィルムの分離不可能な状態が形成される。択一的に、たとえば金属フィルムを使用することもでき、これらの金属フィルムのうちの少なくとも1つの金属フィルムは、シール可能な、好ましくは熱可塑性のプラスチックから成る相応の層で被覆されている。シール方法のさらなる例は、最終的に同様に、結合されるべき材料の混合に基づくレーザーシールまたは超音波シールである。提案される方法において、シールに際してポリマー鎖移動度の著しい上昇が発生するあらゆるシール方法が使用可能であり、このポリマー鎖移動度の著しい上昇を、シール前に電子ビームを照射することによって低減させることが可能である。
【0010】
包装材分野において使用する場合、提案される方法において好適に使用される熱接触シールは、順次進行する複数のプロセスステップにおいて行われる。これらのプロセスステップ間では、包装すべき物品による包装材の充填が行われる。最終的に、充填された物品を含んでいる、全面が閉じられた包装材が得られる。シールシームの強度は、シールシームに対して横方向に一軸引張応力下で特定される(たとえばDIN 55529:2012-09)。シールシーム強度に応じて、開封特性は、ソフトピール(6N/15mmまで)から始まり、イージーピール(6N/15mm~10N/15mm)およびピール(10N/15mm~15N/15mm)を介して、固着(>15N/15mm)まで分類される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
収容箱
1か月前
個人
ゴミ箱
10か月前
個人
コンベア
2か月前
個人
ゴミ収集器
4か月前
個人
段ボール箱
4か月前
個人
容器
7か月前
個人
段ボール箱
4か月前
個人
宅配システム
4か月前
個人
楽ちんハンド
2か月前
個人
角筒状構造体
3か月前
個人
土嚢運搬器具
6か月前
個人
パウチ補助具
9か月前
個人
閉塞装置
7か月前
個人
廃棄物収容容器
9日前
個人
お薬の締結装置
3か月前
個人
コード類収納具
5か月前
株式会社コロナ
梱包材
3か月前
株式会社和気
包装用箱
6か月前
個人
ゴミ処理機
6か月前
個人
積み重ね用補助具
12日前
個人
貯蔵サイロ
4か月前
個人
蓋閉止構造
1か月前
個人
把手付米袋
2か月前
個人
蓋閉止構造
1か月前
株式会社新弘
容器
17日前
個人
搬送システム
4か月前
個人
袋入り即席麺
5か月前
株式会社KY7
封止装置
1か月前
個人
コード折り畳み器具
1か月前
個人
包装箱
7か月前
三甲株式会社
蓋体
5か月前
三甲株式会社
蓋体
7か月前
三甲株式会社
容器
3か月前
三甲株式会社
容器
3か月前
積水樹脂株式会社
接着剤
9か月前
株式会社イシダ
搬送装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ