TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115803
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2024010455
出願日
2024-01-26
発明の名称
樹脂成形体およびその製造方法
出願人
作新工業株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
B29C
43/34 20060101AFI20250731BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】様々な意匠を有することができる樹脂成形体を提供すること。
【解決手段】JIS K7210-2:2014に準拠して荷重21.6kg、温度190℃で測定したメルトフローレート(MFR)が測定不可であるか、または0g/10min以上3g/10min以下である樹脂組成物を含み、樹脂成形体を切断したとき、切断部位によって異なる模様が出現する、樹脂成形体。
【選択図】図1
特許請求の範囲
【請求項1】
JIS K7210-2:2014に準拠して荷重21.6kg、温度190℃で測定したメルトフローレート(MFR)が測定不可であるか、または0g/10min以上3g/10min以下である樹脂組成物を含む、樹脂成形体であって、
前記樹脂成形体を切断したとき、切断部位によって異なる模様が出現する、
樹脂成形体。
続きを表示(約 740 文字)
【請求項2】
前記樹脂組成物は、JIS Z8803:2011に準拠して測定した極限粘度が1dL/g以上50dL/g以下である樹脂を主成分とする、
請求項1に記載の樹脂成形体。
【請求項3】
前記樹脂組成物は、超高分子量ポリエチレンを主成分とする、
請求項1に記載の樹脂成形体。
【請求項4】
プレート状またはシー地上である、
請求項1~3のいずれか1項に記載の樹脂成形体。
【請求項5】
円柱状である、
請求項1~3のいずれか1項に記載の樹脂成形体。
【請求項6】
請求項5に記載の樹脂成形体から作製した、
フィルム状である樹脂成形体。
【請求項7】
JIS K7210-2:2014に準拠して荷重21.6kg、温度190℃で測定したメルトフローレート(MFR)が測定不可であるか、または0g/10min以上3g/10min以下である樹脂組成物の、色調を有する破砕片を用意する工程と、
前記破砕片を、異なる色調の部位が含まれるように金型の内部に配置する工程と、
前記金型の内部に配置された破砕片を加熱および加圧して成型する工程と、を有する、
樹脂成形体の製造方法。
【請求項8】
前記成型して得られた成形体を所定の厚みで切断して、シート状の成形体を得る、
請求項7に記載の樹脂成形体の製造方法。
【請求項9】
前記成型する工程では、円柱状の成形体を成形し、
前記成型して得られた成形体をスカイブ加工して、フィルム状の成形体を得る、
請求項7に記載の樹脂成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形体およびその製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
色調が異なる複数種の熱硬化性樹脂組成物を金型に供給して硬化させ、異なる色調の流れ模様(マーブル調の模様)を有する樹脂成形体を製造する方法が知られている。
【0003】
たとえば、特許文献1には、ベースとなる熱硬化性樹脂組成物と、これに増粘材または架橋剤を添加して粘度を高くした柄用の熱硬化性樹脂組成物とを金型に供給し、金型の内部でこれらの組成物を流動させて流れ柄を有する、樹脂成形体の製造方法が記載されている。特許文献1では、柄用の樹脂組成物の粘度を、ベースとなる樹脂組成物の1.5倍以上とし、かつ300Pa・s以下としている。そしてこれにより、ベースとなる樹脂組成物の中への柄用の樹脂組成物の溶出を抑制し、かつ柄用の樹脂組成物を十分に流動させて、良好な流れ柄を形成している。
【先行技術文献】
【特許文献】
【0004】
特開2016-107585号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載のように、色調が異なる複数種の樹脂組成物を金型中で流動させて、流れ模様を有する成形体を製造する方法が知られている。樹脂組成物は加熱時に流動するので、従来この方法では流れ模様を有する樹脂成形体しか製造することができず、樹脂成形体の模様を意図した意匠とすることはできなかった。
【0006】
本発明は、上記従来技術の課題に鑑みなされたものであり、様々な意匠を有することができる樹脂成形体、およびその製造方法を提供することを、その目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明の一態様は、下記[1]~[6]の樹脂成形体に関する。
[1]JIS K7210-2:2014に準拠して荷重21.6kg、温度190℃で測定したメルトフローレート(MFR)が測定不可であるか、または0g/10min以上3g/10min以下である樹脂組成物を含む、樹脂成形体であって、
前記樹脂成形体を切断したとき、切断部位によって異なる模様が出現する、
樹脂成形体。
[2]前記樹脂組成物は、JIS Z8803:2011に準拠して測定した極限粘度が1dL/g以上50dL/g以下である樹脂を主成分とする、
[1]に記載の樹脂成形体。
[3]前記樹脂組成物は、超高分子量ポリエチレンを主成分とする、
[1]または[2]に記載の樹脂成形体。
[4]プレート状またはシート状である、
[1]~[3]のいずれかに記載の樹脂成形体。
[5]円柱状である、
[1]~[3]のいずれかに記載の樹脂成形体。
[6][1]~[5]のいずれかに記載の樹脂成形体から作製した、
フィルム状である樹脂成形体。
【0008】
上記課題を解決するための本発明の他の態様は、下記[7]~[9]の樹脂成形体の製造方法に関する。
[7]JIS K7210-2:2014に準拠して荷重21.6kg、温度190℃で測定したメルトフローレート(MFR)が測定不可であるか、または0g/10min以上3g/10min以下である樹脂組成物の、色調を有する破砕片を用意する工程と、
前記破砕片を、異なる色調の部位が含まれるように金型の内部に配置する工程と、
前記金型の内部に配置された破砕片を加熱および加圧して成型する工程と、を有する、
樹脂成形体の製造方法。
[8]前記成型して得られた成形体を所定の厚みで切断して、シート状の成形体を得る、
[7]に記載の樹脂成形体の製造方法。
[9]前記成型する工程では、円柱状の成形体を成形し、
前記成型して得られた成形体をスカイブ加工して、フィルム状の成形体を得る、
[7]に記載の樹脂成形体の製造方法。
【発明の効果】
【0009】
本発明によれば、様々な意匠を有することができる樹脂成形体、およびその製造方法が提供される。
【図面の簡単な説明】
【0010】
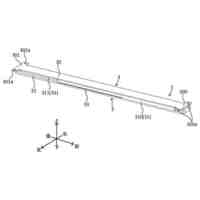
図1は、本発明の一実施形態に関する樹脂成形体の模式的な斜視図である。
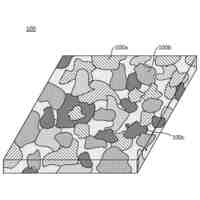
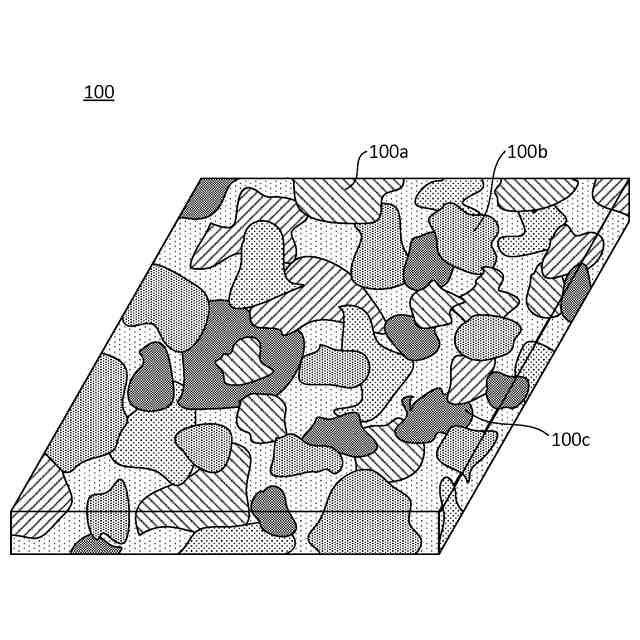
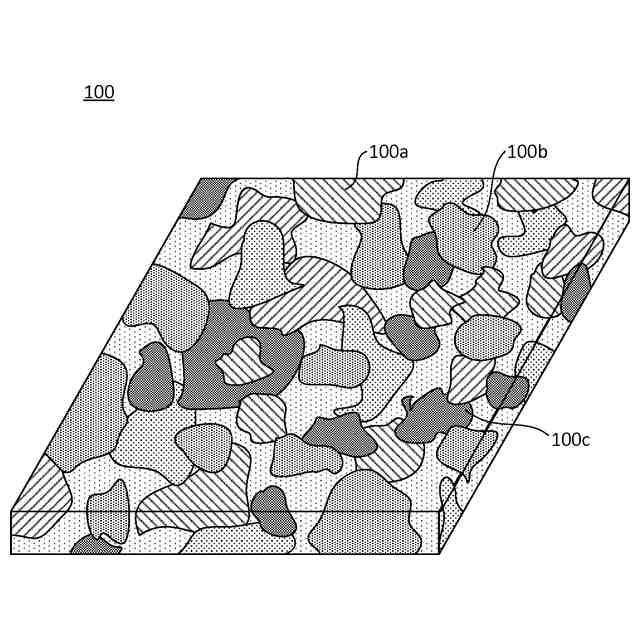
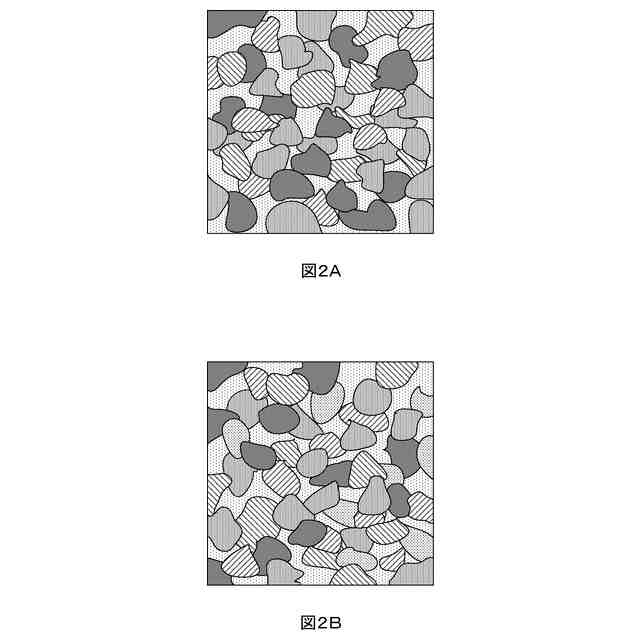
図2Aは、プレート状の樹脂成形体を、ある厚み方向の位置で切断したときに出現する表面(切断面)の模様の一例であり、図2Bは、同じ樹脂成形体を、厚み方向の位置が異なる別の位置で切断したときに出現する表面(切断面)の模様の一例である。
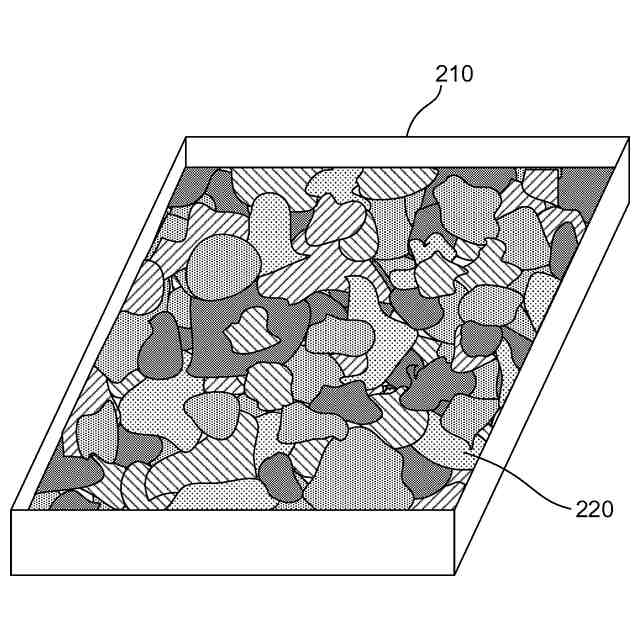
図3は、型枠の内部に破砕片を配置した様子を示す模式図である。
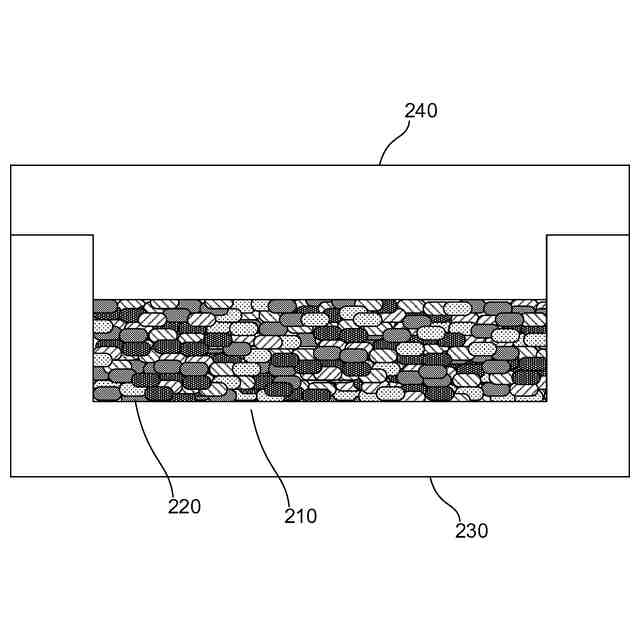
図4は、破砕片を加熱および加圧する様子を示す模式図である。
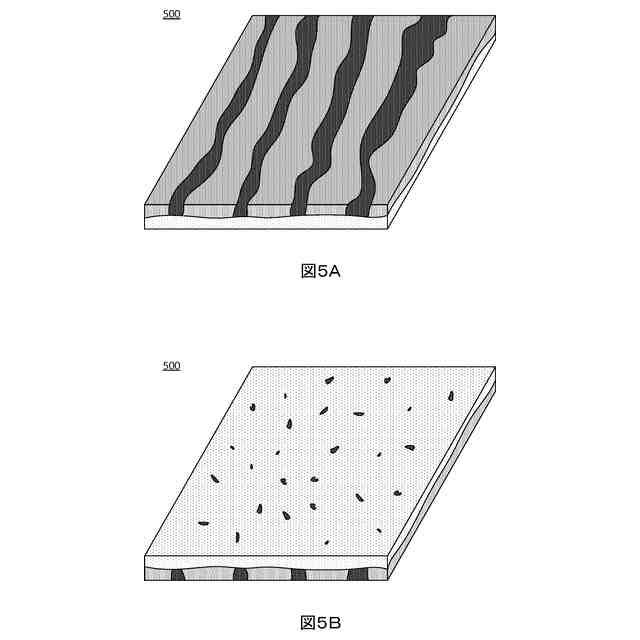
図5Aは、本発明の他の実施形態に関する樹脂成形体を表面側からみた模式的な斜視図であり、図5Bは、上記樹脂成形体を裏面側からみた模式的な斜視図である。
図6は、本発明の他の実施形態に関する樹脂成形体を表面側からみた模式的な斜視図である。
図7Aおよび図7Bは、樹脂成形体の製造方法を示す模式図である。図7Aは、図6に示す樹脂成形体を製造する際に作製する円柱状の成形体を示す模式図であり、図7Bは、図7Aに示す円柱状の成形体をスカイブ加工して、成形体の表面からフィルム状の成形体を切削していく様子を示す模式図である。
図8は、実施例で作製した樹脂成形体の写真である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
作新工業株式会社
スライドレール
7か月前
作新工業株式会社
樹脂成形体およびその製造方法
9日前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
16日前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法。
24日前
個人
樹脂可塑化方法及び装置
7か月前
株式会社FTS
ロッド
6か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
成形装置
7か月前
株式会社漆原
シートの成形方法
2か月前
株式会社シロハチ
真空チャンバ
9か月前
トヨタ自動車株式会社
射出装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社日本製鋼所
押出成形装置
11か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社FTS
セパレータ
6か月前
株式会社コスメック
射出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社リコー
画像形成システム
8か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ