TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116019
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2025081974,2021143672
出願日
2025-05-15,2021-09-03
発明の名称
ハイドロフォーミングによる加工方法、金型、金型モジュールおよびハイドロフォーミングの加工装置。
出願人
学校法人東海大学
代理人
One ip弁理士法人
主分類
B21D
26/033 20110101AFI20250731BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】被加工材の肉厚をより精度高く制御すること。
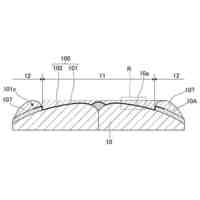
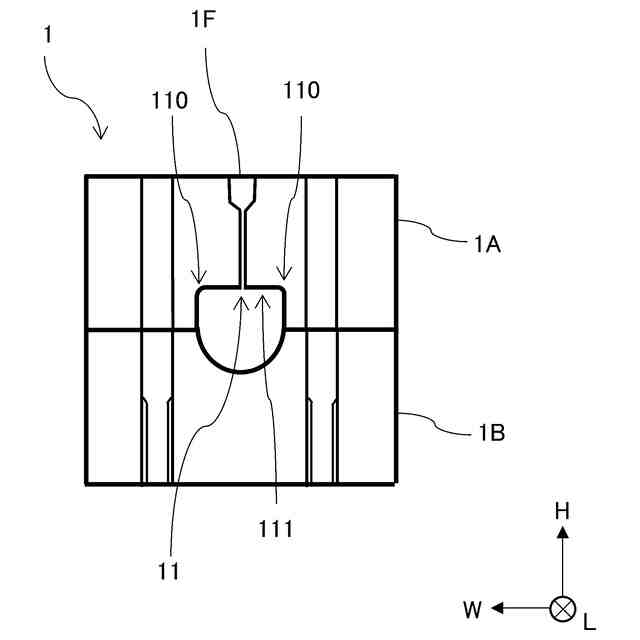
【解決手段】管状の被加工材を成形するための金型であって、少なくとも一つの長手方向に伸びる壁部を有し、壁部の内側面には、潤滑液を供給させるための供給口が、壁部の長手方向に直交する幅方向における、金型のコーナー部に挟まれる平面部の中央領域に設けられる、金型。
【選択図】図3
特許請求の範囲
【請求項1】
管状の被加工材を成形するための金型であって、
前記金型は少なくとも一つの長手方向に伸びる壁部を有し、
前記壁部の内側面には、潤滑液を供給させるための供給口が、前記壁部の前記長手方向に直交する幅方向における、前記金型のコーナー部に挟まれる平面部の中央領域に設けられる、金型。
続きを表示(約 750 文字)
【請求項2】
1の前記供給口は、流路を介して1の供給源とのみ接続される、請求項1に記載の金型。
【請求項3】
1以上の前記供給口と、前記潤滑液を供給する1の供給源とを接続する流路は、弁によりいずれか1の供給口にのみ前記潤滑液が供給されるように制御される、請求項1または2に記載の金型。
【請求項4】
前記壁部の内側面に、前記供給口から前記長手方向に沿って第1の溝が設けられる、請求項1~3のいずれか1項に記載の金型。
【請求項5】
前記壁部の内側面に、前記第1の溝の周囲において、前記第1の溝に沿って第2の溝が設けられ、
前記第2の溝は、前記第1の溝とは交わらない、請求項4に記載の金型。
【請求項6】
前記第2の溝は、前記第1の溝を囲うように形成される、請求項5に記載の金型。
【請求項7】
前記壁部の内側面に、前記第1の溝の前記壁部の幅方向外側に向かって、少なくとも1の第3の溝が設けられる、請求項4~6のいずれか1項に記載の金型。
【請求項8】
前記第3の溝は、前記壁部の前記長手方向に沿って少なくとも複数設けられる、請求項7に記載の金型。
【請求項9】
前記壁部の内側面は、前記供給口から外方に、対向する壁部の内側面に向かって近接するように傾斜している、請求項1~8のいずれか1項に記載の金型。
【請求項10】
前記供給口は、前記金型の長手方向において、前記金型の前記長手方向に直交する断面の周長が、前記金型の端部の周長の1.03倍以上となる領域に設けられる、請求項1~9のいずれか1項に記載の金型。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ハイドロフォーミングによる加工方法、金型、金型モジュールおよびハイドロフォーミングの加工装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ハイドロフォーミングは、鋼管等に内圧を付加して膨出させて金型に形状を沿わせることにより、目的の形状に成形する加工方法である。ハイドロフォーミングは、加工硬化を付与したり一体成型を行うことができるため、自動車等の車体軽量化に寄与することが期待できる。一方で、ハイドロフォーミングにおいては金型と鋼管(被加工材)との摩擦により、加工後の肉厚の変化が問題となることがある。
【0003】
かかる問題に対して、例えば、特許文献1には、金型の内面に多数の穴を設け、かかる穴から潤滑液を供給することで、金型と被加工材との摩擦を制御する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2001-150049号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
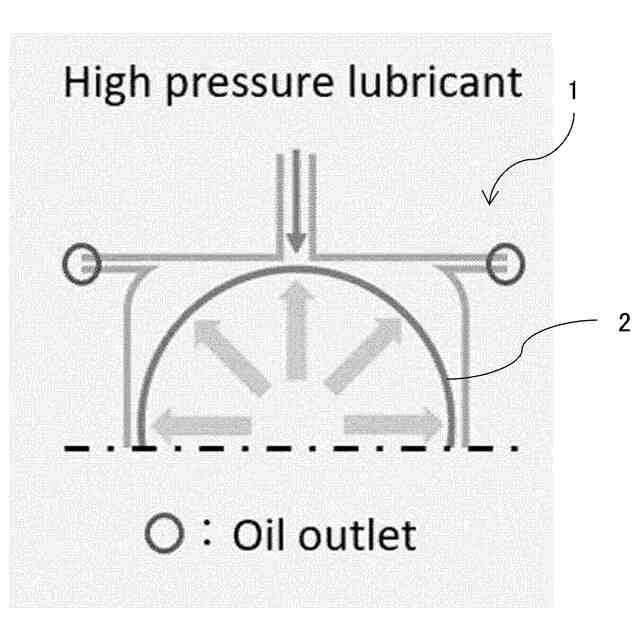
しかしながら、特許文献1に開示された技術においては、被加工材と金型との接触がない部分や弱い部分にも潤滑液が流れてしまうため、潤滑液による接触圧力が十分に得られず、流体潤滑の効果が得られにくく、被加工材の肉厚の制御が難しい。
【0006】
そこで、本開示は上記問題点に鑑みてなされたものであり、その目的は、被加工材の肉厚をより精度高く制御することが可能なハイドロフォーミングによる加工方法、金型、金型モジュールおよびハイドロフォーミングの加工装置を提供することである。
【課題を解決するための手段】
【0007】
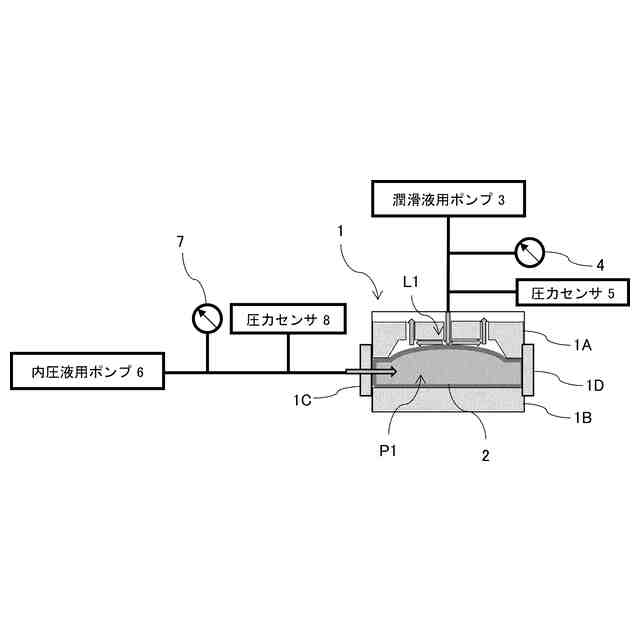
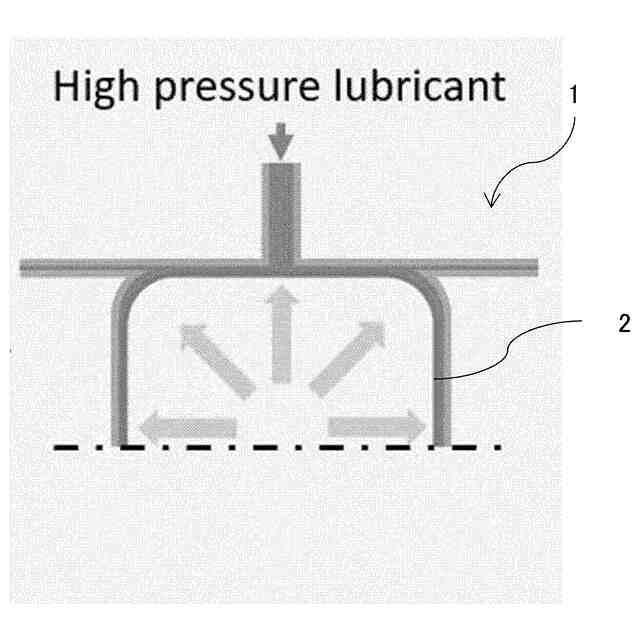
本開示によれば、管状の被加工材を、前記被加工材の伸長方向に対応する第1方向に応じて形成されている金型に配置する配置ステップと、前記金型の内側面の、前記被加工材の前記第1方向に直交する幅方向における、前記金型の断面のコーナー部に挟まれる平面部の中央領域において潤滑液を供給させる潤滑液供給ステップと、前記潤滑液を供給しながら、前記被加工材の内側に前記潤滑液とは異なる供給源から液を供給して前記被加工材の内側から圧力を付与し、前記金型の内側面に沿って前記被加工材を変形させる成形ステップと、を含む、ハイドロフォーミングによる加工方法が提供される。
【0008】
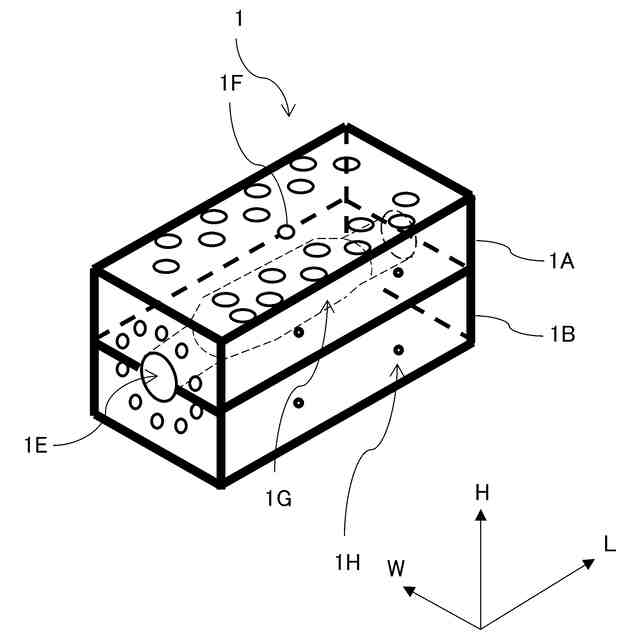
また、本開示によれば、管状の被加工材を成形するための金型であって、前記金型は少なくとも一つの長手方向に伸びる壁部を有し、前記壁部の内側面には、潤滑液を供給させるための供給口が、前記壁部の前記長手方向に直交する幅方向における、前記金型のコーナー部に挟まれる平面部の中央領域に設けられる、金型が提供される。
【0009】
また、本開示によれば、管状の被加工材を成形するための金型の内側であって、前記金型の断面におけるコーナー部に挟まれる平面部に着脱自在に設けられる金型モジュールであって、前記金型モジュールの内側面には、潤滑液を供給させるための供給口が、前記金型モジュールの幅方向における中央領域に設けられる、金型モジュールが提供される。
【0010】
また、本開示によれば、少なくとも一つの長手方向に伸びる壁部を有し、前記壁部の内側面には、潤滑液を供給させるための供給口が、前記壁部の前記長手方向に直交する幅方向における中央領域に設けられる、金型と、前記金型の内側面の前記供給口から、前記被加工材の長手方向に直交する幅方向における、前記金型の断面におけるコーナー部に挟まれる平面部の中央領域の位置において潤滑液を供給させるための潤滑液供給源と、前記潤滑液を供給しながら、前記被加工材の内側に前記潤滑液とは異なる供給源から液を供給して前記被加工材の内側から圧力を付与して変形するための内圧液供給源と、を備える、ハイドロフォーミングの加工装置が提供される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
学校法人東海大学
熱音響装置
1か月前
学校法人東海大学
流れ制御装置
3か月前
学校法人東海大学
樹脂担持環状テルル化合物
16日前
中央精機株式会社
熱音響装置
1か月前
学校法人東海大学
軟骨修復用細胞シートおよびその製造方法
24日前
日本臓器製薬株式会社
髄核細胞の培養方法
4か月前
学校法人東海大学
熱音響装置及び熱音響装置を用いた質量流の抑制方法
1か月前
大学共同利用機関法人自然科学研究機構
光学部材とその製造方法
2か月前
学校法人東海大学
表面改質レーザ照射装置、表面改質レーザ照射方法、及び、金属部材
5か月前
富士通株式会社
機械学習プログラム、機械学習方法、推論プログラム、推論方法及び情報処理装置
1か月前
学校法人東海大学
表面改質レーザ照射装置、表面改質レーザ照射方法、及び、半導体部材、並びに、シリコン太陽光電池
5か月前
学校法人東海大学
ハイドロフォーミングによる加工方法、金型、金型モジュールおよびハイドロフォーミングの加工装置。
2日前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
1か月前
日伸工業株式会社
プレス加工装置
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
株式会社西田製作所
パンチャーヘッド
3か月前
工機ホールディングス株式会社
ニブラ
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社TMEIC
監視装置
3か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社トラバース
パンチング加工装置
3か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社吉野機械製作所
プレス機械
1か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ