TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116860
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2025061656,2023039378
出願日
2025-04-03,2018-02-14
発明の名称
金属管状製品のコラプス抵抗を向上させるための圧縮成形プロセス
出願人
ユナイテッド ステイツ スチール コーポレイション
,
UNITED STATES STEEL CORPORATION
代理人
弁理士法人 丸山国際特許事務所
主分類
C21D
7/02 20060101AFI20250801BHJP(鉄冶金)
要約
【課題】金属管状製品のコラプス抵抗を向上させる方法を開示する。
【解決手段】真直化プロセスを終えた金属管状製品の残留応力プロファイルを、コラプス抵抗を向上させる残留応力プロファイルに変えるために加えられる種類の応力を特定することを含む。金属管状製品は、残留応力プロファイルを制御して、コラプス抵抗を向上させるために、半径方向圧縮処理が行われる。半径方向圧縮処理は、金属管状製品に真直化処理が行われた後に行われる。
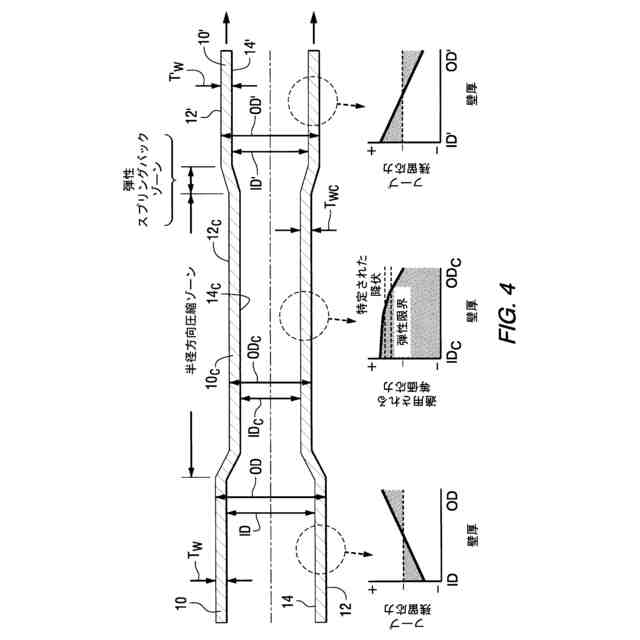
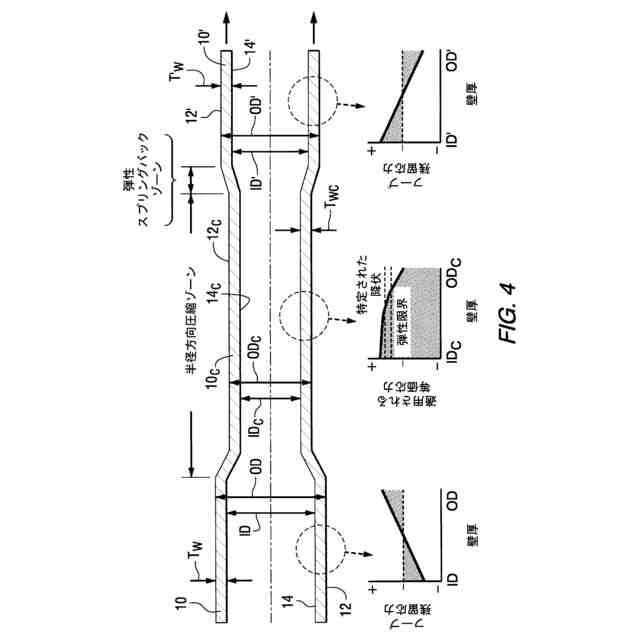
【選択図】図4
特許請求の範囲
【請求項1】
中空の金属管状製品のコラプス抵抗を向上させる方法であって、
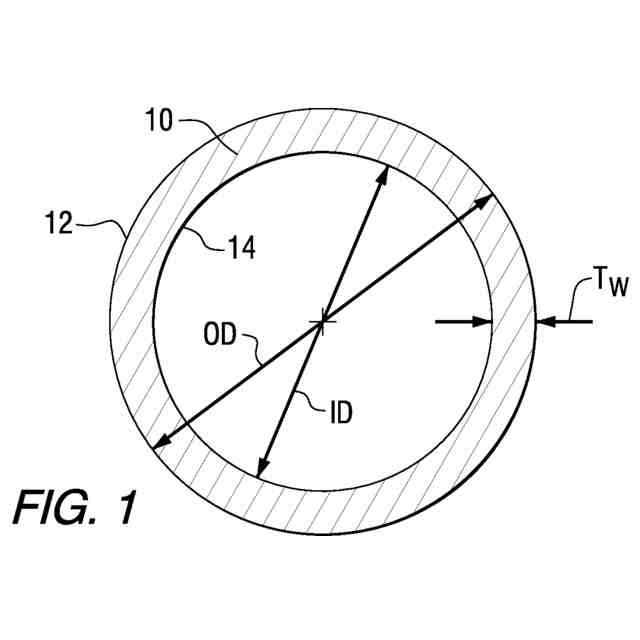
中空の金属管状製品を真直化することにより、外径OD及び内径IDを有する真直化された中空の金属管状製品を作製することと、
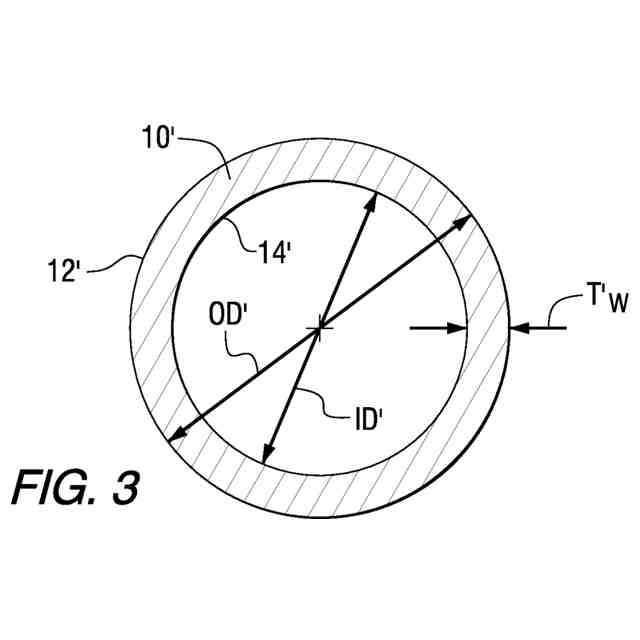
前記真直化された金属管状製品を半径方向に圧縮することにより、外径OD’及び内径ID’を有する半径方向に圧縮された中空の金属管状製品を作製することと、を含み、
前記真直化された中空の金属管状製品は、製品の内面に隣接して圧縮残留フープ応力を有し、製品の外面に隣接して引張残留フープ応力を有しており、
前記半径方向に圧縮された中空の金属管状製品が、
(a)製品の内面に隣接する圧縮残留フープ応力が実質的に減少しているか、又は
(b)製品の内面に隣接して引張残留フープ応力を有しており、かつ、
前記半径方向に圧縮された中空の金属管状製品が、
(a)製品の外面に隣接する引張残留フープ応力が実質的に減少しているか、又は
(b)製品の外面に隣接して圧縮残留フープ応力を有している、方法。
続きを表示(約 940 文字)
【請求項2】
真直化は、回転矯正又はギャグ矯正によって行われる、請求項1の方法。
【請求項3】
半径方向に圧縮された中空の金属管状製品の外径OD’は、真直化された中空の金属管状製品の外径ODより少なくとも0.002パーセント小さく、半径方向に圧縮された中空の金属管状製品の内径ID’は、真直化された中空の金属管状製品の内径IDより少なくとも0.002パーセント小さい、請求項1の方法。
【請求項4】
半径方向に圧縮された中空の金属管状製品の外径OD’は、真直化された中空の金属管状製品の外径ODより0.002~0.2パーセント小さく、半径方向に圧縮された中空の金属管状製品の内径ID’は、真直化された中空の金属管状製品の内径IDより0.002~0.2パーセント小さい、請求項1の方法。
【請求項5】
真直化された中空の金属管状製品は壁厚Twを有し、半径方向に圧縮された中空の金属管状製品は壁厚T’wを有し、半径方向に圧縮された中空の金属管状製品の壁厚T’wは、真直化された中空の金属管状製品の壁厚Twよりも厚さが大きい、請求項1の方法。
【請求項6】
真直化された中空の金属管状製品のD/t比は、10:1より大きいか又は等しく、40:1より小さいか又は等しい、請求項4の方法。
【請求項7】
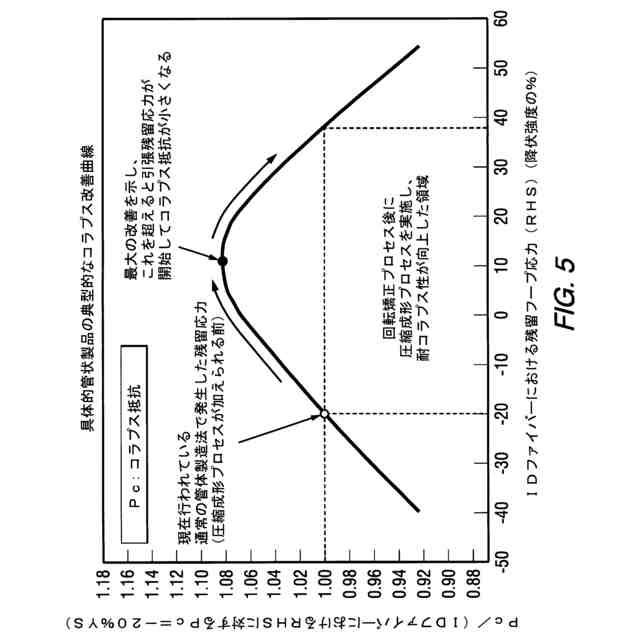
半径方向に圧縮された中空の金属管状製品は、該製品の内面に隣接する残留フープ応力が、半径方向に圧縮された中空の金属管状製品の降伏強度の-10乃至+30パーセントである、請求項1の方法。
【請求項8】
半径方向に圧縮された中空の金属管状製品は、真直化された中空の金属管状製品のコラプス抵抗より少なくとも2パーセント大きいコラプス抵抗を有する、請求項1の方法。
【請求項9】
半径方向に圧縮された中空の金属管状製品は、該製品の内面に隣接する圧縮残留フープ応力が実質的に低下している、請求項1の方法。
【請求項10】
半径方向に圧縮された中空の金属管状製品は、該製品の内面に隣接して引張残留フープ応力を有する、請求項1の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
<関連出願の相互参照>
本出願は、2017年2月14日に出願された米国仮特許出願第62/458,838号の利益を主張し、この出願は参照によって組み込まれる。
続きを表示(約 2,300 文字)
【0002】
<発明の分野>
本発明は、金属の管状製品に関し、より具体的には、金属管状製品のコラプス抵抗(collapse resistance)を改善するための処理方法に関する。
【背景技術】
【0003】
<背景情報>
金属管状製品の製造において、真直度(straightness)の要件は、API、ISO、ASTM、その他の規格で規定されている。これらの規格に適合して、大量生産を維持するために、一般に、従来の回転式又はギャグ矯正プロセスを使用して常温下で真直化される(冷間矯正と称される)。このプロセスは、ある部分を、長手方向及び/又は横断フープ方向に曲げることによって管の寸法特性に変更を加えて、それら部分の壁ファイバーの一部又は全部を降伏(弾性限界を超える応力レベル)させる。管(tube)が矯正プロセスから出て行くと、管体(pipe)の弾性反発があり、新たな寸法に矯正され、典型的には、残留フープ応力プロファイルを生じて、管のコラプス抵抗が低下する。American Petroleum Institute Standards Conference(P. Mehdizadehによる「Casing Collapse Performance」、1974)に報告された研究では、有害な残留応力の無い管の最小コラプス強度特性は、現在のAPI最小コラプス強度より20~30%高くなるであろうことを示している。
【0004】
従来の管状体の製造では、回転式冷間矯正プロセスが、管製造の仕上げ設備における最初の作業として実施されている。最終製品として出荷された管は、内壁ファイバーの領域の圧縮残留フープ応力が大きいと悪影響を受ける。このため、これらの真直化矯正プロセスに基づいた最小コラプス抵抗が基準として示される。
【0005】
残留応力プロファイルを改善してコラプス抵抗を向上させるには、真直化後に追加のプロセスを行うことにより、所定の真直度を保持しつつ、既存の残留応力を、管体のコラプス抵抗が改善/向上するプロファイルに変更する必要がある。
【0006】
これまでにも、回転矯正法によって真直化された金属管状製品の残留応力を低減する試みがなされている。例えば、回転矯正後に金属管状製品を再加熱することが行われている。しかし、より効果的かつ経済的なプロセスにより、金属管状製品のコラプス抵抗を向上させる必要性が依然として存在する。
【発明の概要】
【0007】
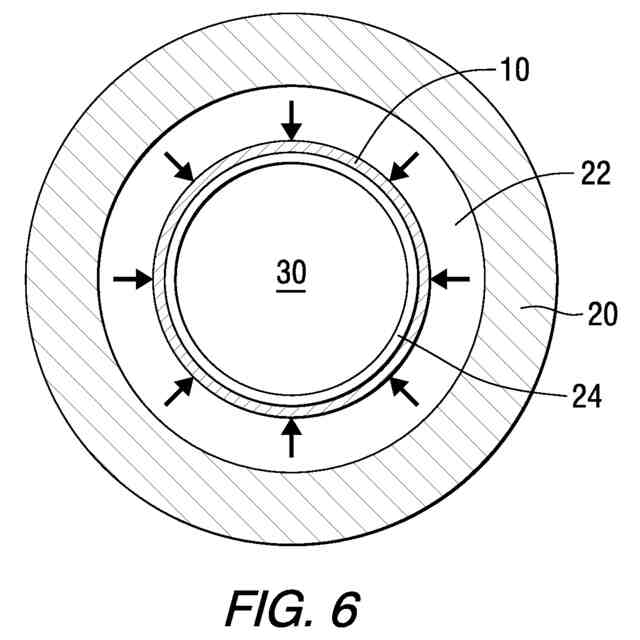
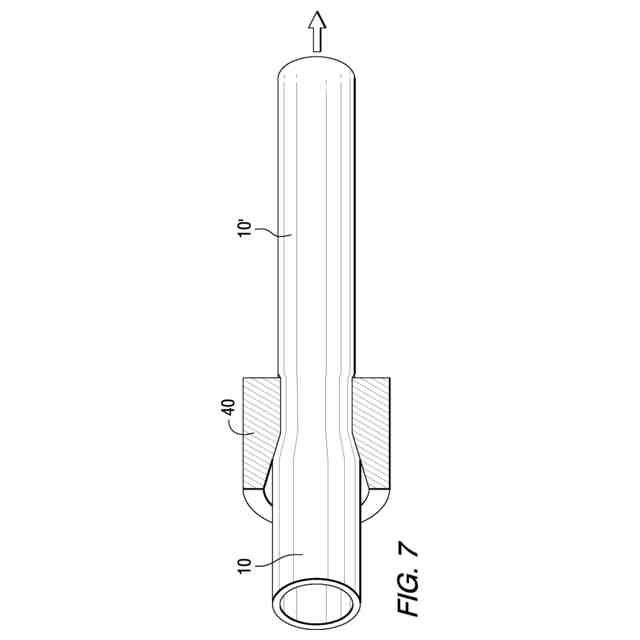
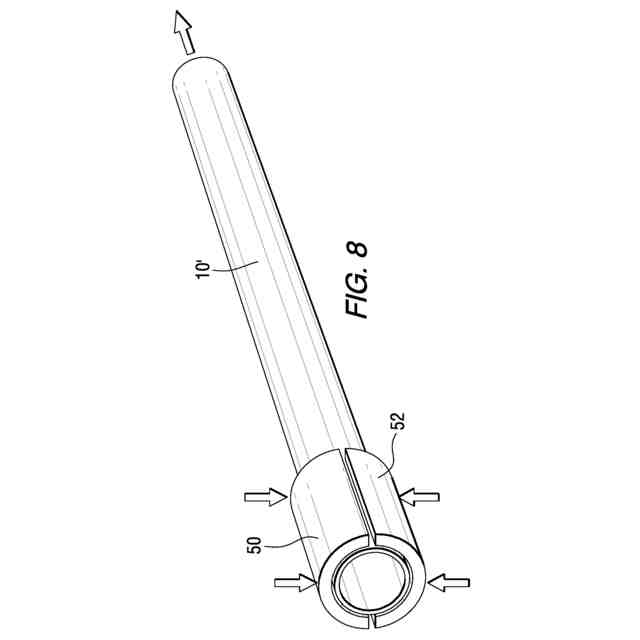
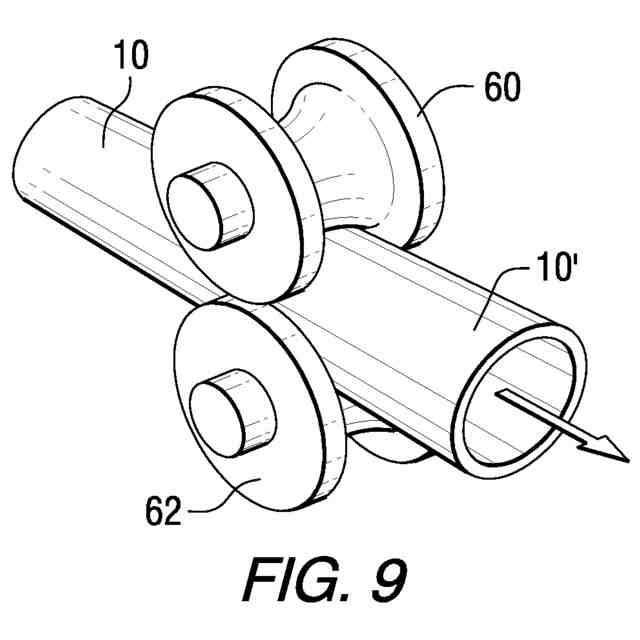
本発明は、金属管状製品のコラプス抵抗を向上させる方法を提供する。この方法は、例えば真直化プロセスを完了した金属管状製品の残留応力プロファイルを変更するために適用され得る応力の種類を特定して、コラプス抵抗を改善する残留応力プロファイルを得るものである。金属管状製品は、半径方向の圧縮処理(radial compression processing)により、残留応力プロファイルを制御し、コラプス抵抗を向上させる。この半径方向圧縮プロセスは、管状製品に最終的な真直化プロセスが施された後に用いられることができる。
【0008】
本発明の一態様は、中空の金属管状製品のコラプス抵抗を向上させる方法を提供することであり、この方法は、中空の金属管状製品を矯正して真直化して、外径OD及び内径IDを有する真直化された中空の金属管状製品を作製することと、真直化された中空の金属管状製品を半径方向に圧縮し、外径OD’及び内径ID’を有する半径方向に圧縮された中空の金属管状製品を作製することと、を含み、前記真直化された中空の金属管状製品は、該製品の内面に隣接する側に圧縮残留フープ応力を有し、前記製品の外面に隣接する側に引張残留フープ応力を有しており、前記半径方向に圧縮された中空の金属管状製品は、(a)製品の内面に隣接する側の圧縮残留フープ応力が実質的に減少しているか、又は(b)製品の内面に隣接する側が引張残留フープ応力であり、かつ、前記半径方向に圧縮された中空の金属管状製品は、(a)製品の外面に隣接する側の引張残留フープ応力が実質的に減少しているか、又は(b)製品の外面に隣接する側が圧縮残留フープ応力である。
【0009】
本発明の別の態様は、中空の金属管状製品のコラプス抵抗を向上させる方法を提供することであり、この方法は、中空の金属管状製品を半径方向に圧縮して、外径OD’及び内径ID’を有する半径方向に圧縮された中空の金属管状製品を作製すること、を含み、前記中空の金属管状製品に沿う軸方向位置で、前記中空の金属管状製品の周囲の一方の側に作用する半径方向の圧縮力が、前記中空の金属管状製品の周囲の反対側に作用する少なくとも1つの半径方向の圧縮力によって対抗され(opposed)、前記半径方向の圧縮力は、前記軸方向の位置で、前記中空の金属管状製品のトータル180度以上接触する領域の周囲に周方向に加えられる。
【0010】
本発明のさらなる態様は、真直化され、かつ、半径方向に圧縮された中空の金属管状製品を提供することであり、前記製品は、内面及び外面を含み、真直化された後、半径方向に圧縮された中空の金属管状製品は、(a)製品の内面に隣接する側の圧縮残留フープ応力が実質的に減少しているか、又は(b)製品の内面に隣接する側が引張残留フープ応力であり、真直化された後、半径方向に圧縮された中空の金属管状製品のコラプス抵抗は、半径方向の圧縮工程が施されなかった製品のコラプス抵抗よりも大きい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
10日前
新和環境株式会社
炉システム
5か月前
新和環境株式会社
炉システム
5か月前
株式会社戸畑製作所
高炉用羽口
7か月前
日本製鉄株式会社
転炉精錬方法
5か月前
日本製鉄株式会社
溶鋼の製造方法
27日前
日本製鉄株式会社
溶鋼の製造方法
5か月前
日本製鉄株式会社
溶銑の脱硫方法
7か月前
富士電子工業株式会社
焼入れ装置
27日前
株式会社伊原工業
還元鉄の製造方法
5か月前
中外炉工業株式会社
連続式熱処理炉
3か月前
個人
製鋼用副資材及びその製造方法
6か月前
富士電子工業株式会社
焼き入れ装置
6か月前
日本製鉄株式会社
スラグの排出方法
5か月前
日本製鉄株式会社
溶銑の予備処理方法
1か月前
株式会社デンケン
高温炉
5か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
2か月前
中外炉工業株式会社
前処理装置
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
2か月前
大同特殊鋼株式会社
熱処理設備
1か月前
日本製鉄株式会社
脱りん方法
3か月前
JFEスチール株式会社
高炉の原料装入方法
1か月前
JFEスチール株式会社
高炉の原料装入方法
3日前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
脱炭精錬方法
6か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
鋼の製造方法
13日前
日本製鉄株式会社
鋼の製造方法
4か月前
富士電子工業株式会社
クランクシャフト支持装置
3か月前
出光興産株式会社
熱処理油
20日前
出光興産株式会社
熱処理油
20日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ