TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117563
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2025012540
出願日
2025-01-29
発明の名称
研削工具を事前プロファイル加工するための方法
出願人
ライスハウアー アーゲー
,
Reishauer AG
代理人
個人
,
個人
,
個人
主分類
B23F
5/02 20060101AFI20250804BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークピースの硬質精密機械加工及び研削工具のプロファイル加工のためのデバイスとに関する。
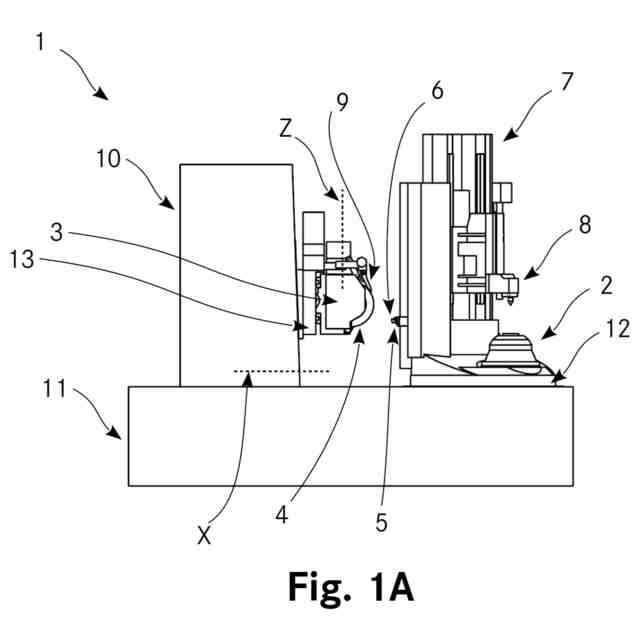
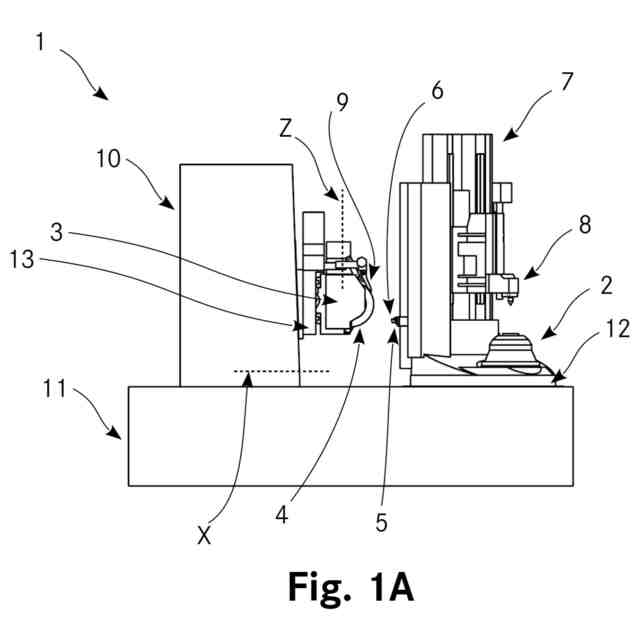
【解決手段】デバイス、特に歯車研削機械(1)は、ワークピースを回転させるためのワークピーススピンドル(2)と、研削工具、特に研削ウォーム(4)又は研削ホイールを回転させるための、少なくともX-研削スピンドル送り込み軸に沿って送り込み可能な研削スピンドル(3)と、固定された第1のプロファイル加工プレート(6)を有するプロファイル加工デバイス(5)と、を備える。デバイスの研削スピンドル(3)上に、研削工具ブランク、特に研削ウォームブランクを提供する。デバイスは、プロファイル加工構成にされる。研削工具ブランクが第1のプロファイル加工プレート(6)に動作可能に接続されるまで、研削スピンドル(3)を送り込む。最後に、研削工具ブランクを事前プロファイル加工する。
【選択図】図1A
特許請求の範囲
【請求項1】
研削工具を事前プロファイル加工するための方法であって、
a)ワークピースの硬質精密機械加工及び研削工具の事前プロファイル加工のためのデバイス、特に歯車研削機械を提供するステップであって、前記デバイスが、
a.ワークピースを回転させるためのワークピーススピンドルと、
b.研削工具、特に研削ウォーム又は研削ホイールを回転させるための、少なくともX-研削スピンドル送り込み軸に沿って送り込み可能な研削スピンドルと、
c.固定された第1のプロファイル加工プレートを有するプロファイル加工デバイスと、を備える、提供するステップと、
b)前記デバイスの前記研削スピンドル上に、研削工具ブランク、特に研削ウォームブランクを提供するステップと、
c)前記デバイスをプロファイル加工構成にするステップと、
d)前記研削工具ブランクが前記第1のプロファイル加工プレートに動作可能に接続されるまで、前記研削スピンドルを送り込むステップと、
e)前記研削工具ブランクを事前プロファイル加工するステップと、を含む、方法。
続きを表示(約 1,800 文字)
【請求項2】
前記デバイスを前記プロファイル加工構成にすることは、前記第1のプロファイル加工プレートを移動すること、特に前記第1のプロファイル加工プレートを、円形経路に沿って研削工具の機械加工位置に枢動させることを含む、請求項1に記載の方法。
【請求項3】
前記デバイスを前記プロファイル加工構成にすることは、前記研削スピンドルを、ワークピース回転軸に平行に延びるZ-研削スピンドル軸に沿って、研削スピンドルプロファイル加工高さに移動させることを含む、請求項1または2に記載の方法。
【請求項4】
前記第1のプロファイル加工プレートは、前記事前プロファイル加工の完了後に待機位置に移動され、前記待機位置では、前記第1のプロファイル加工プレートが、前記研削スピンドルと前記ワークピーススピンドルとの間の送り込み領域の外側に位置する、請求項1から3のいずれか一項に記載の方法。
【請求項5】
前記事前プロファイル加工中、前記研削スピンドルは、前記研削スピンドル上に位置する前記研削工具ブランクが前記第1のプロファイル加工プレートに動作可能に接続されたままであるY-動作接続移動領域において、前記研削スピンドルの研削スピンドル回転軸に平行に延びるY-研削スピンドル軸に沿って移動させられる、請求項1から4のいずれか一項に記載の方法。
【請求項6】
前記事前プロファイル加工中、プロファイル加工プレートホルダのクランプ脚部は、前記第1のプロファイル加工プレートの一方の側面に接触して支持し、前記側面は、前記研削工具ブランクと前記プロファイル加工プレートとの局所的な動作接続領域において、前記研削工具ブランクの回転方向と同じ方向に向いた面法線を実質的に有する、請求項1から5のいずれか一項に記載の方法。
【請求項7】
前記デバイスをプロファイル加工構成にする前に、前記第1のプロファイル加工プレートの測定を実行し、前記測定のために、前記第1のプロファイル加工プレートが、特に前記プロファイル加工プレートの少なくとも2つの接触点において連続的に、プローブと接触される、請求項1から6のいずれか一項に記載の方法。
【請求項8】
前記第1のプロファイル加工プレートの前記測定の前に、前記プローブを、前記プローブと前記第1のプロファイル加工プレートとが互いに接触するまで、前記プロファイル加工デバイスに送り込む、請求項7に記載の方法。
【請求項9】
特に請求項1から8のいずれか一項に記載の方法を用いた、ワークピースの硬質精密機械加工及び研削工具のプロファイル加工のためのデバイス、特に歯車研削機械であって、前記デバイスは、
a)ワークピースを回転させるためのワークピーススピンドルと、
b)研削工具、特に研削ウォーム又は研削ホイールを回転させるための、少なくともX-研削スピンドル送り込み軸に沿って送り込み可能な研削スピンドルであって、前記デバイスが、前記研削スピンドル上に位置する研削工具が前記ワークピーススピンドル上に位置するワークピースに動作可能に接続されるまで、前記研削スピンドルを、前記X-研削スピンドル送り込み軸に沿って前記ワークピーススピンドルに送り込むことができる、ワークピース機械加工構成を有する、研削スピンドルと、
c)固定された第1のプロファイル加工プレートを備えるプロファイル加工デバイスであって、前記プロファイル加工デバイスが、前記研削スピンドル上に位置する前記研削工具が前記第1のプロファイル加工プレートに動作可能に接続されるまで、前記研削スピンドルを前記プロファイル加工デバイスに送り込むことができる、第1のプロファイル加工構成を有する、プロファイル加工デバイスと、を備える、デバイス。
【請求項10】
前記第1のプロファイル加工プレートは、待機位置に移動可能、特に枢動可能であり、前記待機位置では、前記第1のプロファイル加工プレートが、前記研削スピンドルと前記ワークピーススピンドルとの間の前記X-研削スピンドル送り込み軸に沿った送り込み領域の外側に位置する、請求項9に記載のデバイス。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削工具を事前プロファイル加工するための方法と、ワークピースの硬質精密機械加工及び研削工具のプロファイル加工のためのデバイスとに関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
ワークピース、例えば歯車ブランクの硬質精密機械加工の場合、これらは、研削ホイール又は研削ウォームなどの研削工具を用いて機械加工される。有利な方法は、歯車研削機械を用いた創成研削である。ここで、使用される研削工具が、ワークピースの所望のプロファイル形状に正確に適合するプロファイルを有することが重要である。これは、とりわけ、工具ブランクの対応するプロファイル加工によって達成される。プロファイル加工は、必要な粗いプロファイルを得るための事前プロファイル加工と、精密なプロファイル加工のためのドレッシングとを含む。研削工具ブランクの事前プロファイル加工が、通常、例えば、円形研削機械など、この目的のために指定されたプロファイル加工機械上で一度行われる一方、ドレッシングは、歯車研削機械、例えば、創成研削機械上で行われ、ある一定の使用期間後に定期的に繰り返される。事前プロファイル加工の場合、例えば、半径方向プロファイルローラを用いてラインドレッシングが実行され、これは、比較的高い柔軟性を提供するものの、時間がかかることを意味する。特に回転ドレッシング工具は、例えば、不適切な使用の場合には、研削工具ブランクへの損傷が容易に生じるという欠点も有する。
【0003】
したがって、事前プロファイル加工は、通常、研削機械のユーザ、特に創成研削機械のユーザ自身によって実行されるのではなく、対応する機械を有するサプライヤによって実行される。ユーザは、既に事前プロファイル加工された研削工具を入手し、将来の使用のためにそれらを保管する。これは、顧客がプロファイル加工された研削工具の必要性を事前に見積もる必要があるため、顧客の柔軟性を制限し、また経済的負担を意味する。
【0004】
事前プロファイル加工のためにいわゆるドレッシングマスターを使用することが先行技術から既知である。これは、特に、ダイヤモンド工具であり、このダイヤモンド工具は、その形状が、機械加工されることになるワークピースの所望のプロファイル形状に対応している。次いで、このようなドレッシングマスターはまた、例えば、特にワークピースのように研削機械内にクランプされ、研削工具ブランクと動作可能に接続されることもできる。その結果、プロファイルが、研削工具ブランクに導入され、この研削工具ブランクのプロファイルは、ドレッシングマスターのプロファイルのネガ(negative of the profile)に対応する。
【0005】
しかしながら、このタイプの方法は、一方で比較的柔軟性がないという欠点を有する。ワークピース形状ごとに、対応するドレッシングマスターが必要である。加えて、比較的小さなワークピース、例えば1mm未満のモジュールを有するワークピースに対応するプロファイルの作製においても問題がある。
【発明の概要】
【0006】
本発明の目的は、冒頭で述べた技術分野に属し、ワークピースの硬質精密機械加工にも適したデバイスを用いて研削工具の柔軟かつ需要に基づくの事前プロファイル加工を可能にする方法を提供することである。
【0007】
この目的に対する解決策は、請求項1の特徴によって定義される。本発明によれば、研削工具を事前プロファイル加工するための方法は、
a)ワークピースの硬質精密機械加工及び研削工具の事前プロファイル加工のためのデバイス、特に歯車研削機械を提供するステップであって、このデバイスが、
a.ワークピースを回転させるためのワークピーススピンドルと、
b.研削工具、特に研削ウォーム又は研削ホイールを回転させるための、少なくともX-研削スピンドル送り込み軸に沿って送り込み可能な研削スピンドルと、
c.固定された第1のプロファイル加工プレートを有するプロファイル加工デバイスと、を備える、提供するステップと、
b)上記デバイスの研削スピンドル上に、研削工具ブランク、特に研削ウォームブランクを提供するステップと、
c)上記デバイスをプロファイル加工構成にするステップと、
d)研削工具ブランクが第1のプロファイル加工プレートに動作可能に接続されるまで、研削スピンドルを送り込むステップと、
e)研削工具ブランクを事前プロファイル加工するステップと、を含む。
【0008】
本発明の更なる態様は、特に本発明による方法を用いた、ワークピースの硬質精密機械加工及び研削工具のプロファイル加工のためのデバイス、特に歯車研削機械であって、このデバイスは、
a)ワークピースを回転させるためのワークピーススピンドルと、
b)研削工具、特に研削ウォーム又は研削ホイールを回転させるための、少なくともX-研削スピンドル送り込み軸に沿って送り込み可能な研削スピンドルであって、上記デバイスが、研削スピンドル上に位置する研削工具がワークピーススピンドル上に位置するワークピースに動作可能に接続されるまで、研削スピンドルを、X-研削スピンドル送り込み軸に沿ってワークピーススピンドルに送り込むことができる、ワークピース機械加工構成を有する、研削スピンドルと、
c)固定された第1のプロファイル加工プレートを備えるプロファイル加工デバイスであって、このプロファイル加工デバイスが、研削スピンドル上に位置する研削工具が第1のプロファイル加工プレートに動作可能に接続されるまで、研削スピンドルをプロファイル加工デバイスに送り込むことができる、第1のプロファイル加工構成を有する、プロファイル加工デバイスと、を備える。
【0009】
ここで、ワークピースとは、特に、歯車ブランクを意味し、この歯車ブランクは、例えば歯車機構において歯車として使用可能になるために、創成研削などの硬質精密機械加工によって更に加工される必要がある。一般に、このようなワークピースは、金属、例えば硬化鋼からなる。
【0010】
本発明の文脈において、研削工具、特に研削ウォーム又は研削ホイールは、ワークピースの硬質精密機械加工に適した工具である。特に、このような研削工具は、成形及び結合媒体と、粒子とからなり、この粒子は、媒体内に結合され、通常は機械加工されるワークピースの材料よりも硬質である。媒体は、セラミックとすることができ、一方、粒子は、例えば溶融又は焼結コランダムからなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
株式会社ダイヘン
溶接電源装置
25日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
23日前
株式会社ダイヘン
溶接電源装置
10日前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
キヤノン電子株式会社
加工システム
5日前
日進工具株式会社
エンドミル
3か月前
株式会社アンド
半田付け方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
3か月前
株式会社トヨコー
被膜除去方法
2か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
4か月前
大見工業株式会社
ドリル
18日前
株式会社FUJI
チャック装置
4か月前
トヨタ自動車株式会社
接合方法
4か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
4か月前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社プロテリアル
金属箔の溶接方法
4か月前
ビアメカニクス株式会社
レーザ加工装置
4か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
大肯精密株式会社
自動送り穿孔機
4か月前
株式会社不二越
管用テーパタップ
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































