TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117668
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012518
出願日
2024-01-31
発明の名称
多層非晶質合金薄帯の切断片の製造方法
出願人
株式会社プロテリアル
代理人
主分類
B23K
26/38 20140101AFI20250805BHJP(工作機械;他に分類されない金属加工)
要約
【課題】多層非晶質合金薄帯の切断片に発生する亀裂や割れを抑制し、生産性の確保に有利な多層非晶質合金薄帯の切断片の製造方法を提供する。
【解決手段】積層された複数の非晶質合金薄帯が樹脂で層間接合された多層非晶質合金薄帯の切断片の製造方法であって、パルス幅がナノ秒未満のパルスレーザを前記多層非晶質合金薄帯に照射して前記切断片に加工する工程を有する。
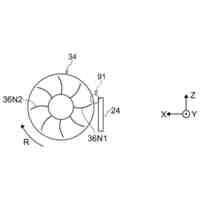
【選択図】図1
特許請求の範囲
【請求項1】
複数の非晶質合金薄帯が樹脂で層間接合された、多層非晶質合金薄帯の切断片の製造方法であって、
複数の非晶質合金薄帯が樹脂で層間接合された多層非晶質合金薄帯に、パルス幅がナノ秒未満のパルスレーザを照射して前記切断片に加工する工程を有することを特徴とする多層非晶質合金薄帯の切断片の製造方法。
続きを表示(約 79 文字)
【請求項2】
前記パルスレーザの走査速度が、5000mm/s以上であることを特徴とする請求項1に記載の多層非晶質合金薄帯の切断片の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の非晶質合金薄帯が樹脂で層間接合された多層非晶質合金薄帯の切断片の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
Fe基やCo基の非晶質合金、ナノ結晶組織を有するナノ結晶材料は、例えば、合金溶湯を回転する冷却ロール表面に供給し、合金溶湯をロール表面で連続凝固させる単ロール法により、帯状の非晶質合金薄帯として製造することができる。
【0003】
近年になって、非晶質合金薄帯を所定形状に加工し、加工された非晶質合金薄帯片を積層して、回転機用の積層コア等に用いる検討が活発化している。
【0004】
非晶質合金薄帯から切断片である非晶質合金薄帯片を得る加工技術としては、打抜き加工やシャー切断などの機械加工(例えば、特許文献1)やレーザ加工がある。
しかしながら、非晶質合金薄帯は、例えばFe基の非晶質合金薄帯のように、ビッカース硬さで800Hvを超えるものが殆どであり、非晶質合金薄帯に打抜き加工を繰り返すと、硬度が大きいため、打抜き金型の損耗が激しい。
また、シャー切断では、非晶質合金薄帯を比較的容易に加工することが可能であるが、シャー切断は、比較的単純な形状に限られ、特にモーターコアのような複雑形状に適用することは難しい。
【先行技術文献】
【特許文献】
【0005】
特開2003-219613号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明者は、超短パルスレーザを用いて電磁鋼板の単板を加工し、その加工品を積層する方法の適用を試みた。しかしながら、かかる方法を単純に適用しようとすると、レーザ出力による熱の影響で、非晶質合金薄帯に亀裂や割れなどのクラックが発生してしまうという問題に直面した。また、レーザ出力による熱の影響を下げるには、レーザパルスの発振周波数を下げる(パルスとパルスの間隔を長くする)必要があり、発振周波数を下げて加工を実施する場合、加工時のパルス間隔を維持するために走査速度を低速にしなければならない。つまり、レーザ出力による熱の影響を回避すると、加工時間が長くなって生産性が低下してしまうという課題があった。
【0007】
そこで本発明は、上記課題に鑑み、多層非晶質合金薄帯の切断片に発生するクラックを抑制し、生産性の確保に有利な多層非晶質合金薄帯の切断片の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
複数の非晶質合金薄帯が樹脂で層間接合された、多層非晶質合金薄帯の切断片の製造方法であって、前記多層非晶質合金薄帯に、パルス幅がナノ秒未満のパルスレーザを照射して前記切断片に加工する工程を有する。
また、前記パルスレーザの走査速度が、5000mm/s以上であることが好ましい。
【発明の効果】
【0009】
本発明によれば、多層非晶質合金薄帯の切断片に発生するクラックを抑制し、生産性の確保に有利な多層非晶質合金薄帯の切断片の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
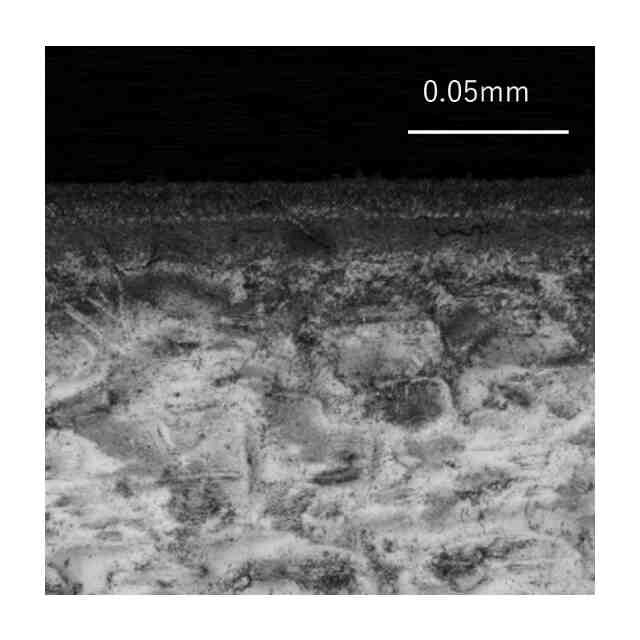
一実施例における切断片の上面を示すレーザ顕微鏡写真である。
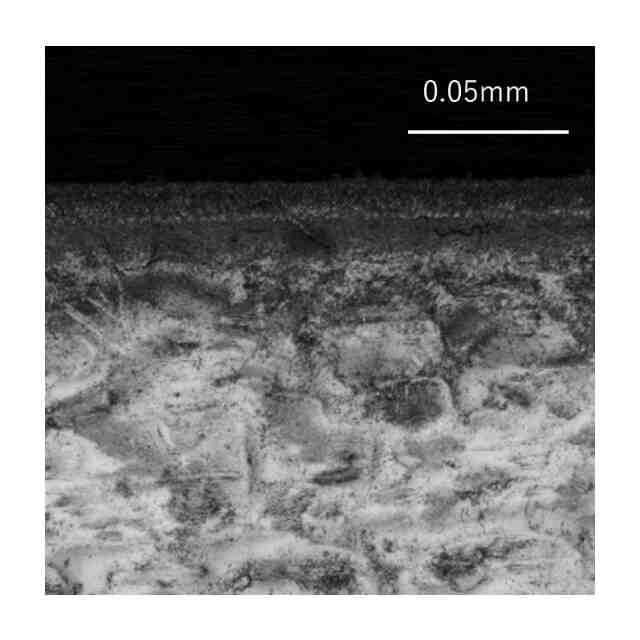
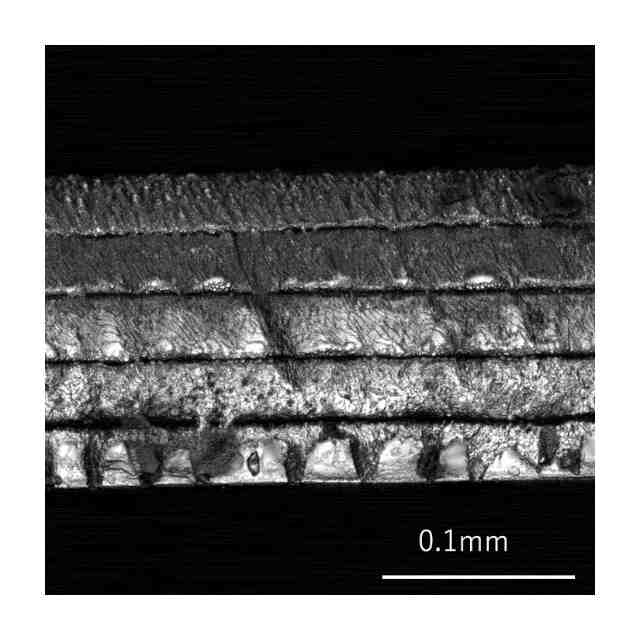
図1に示す実施例におけるレーザ加工面の正面を示すレーザ顕微鏡写真である。
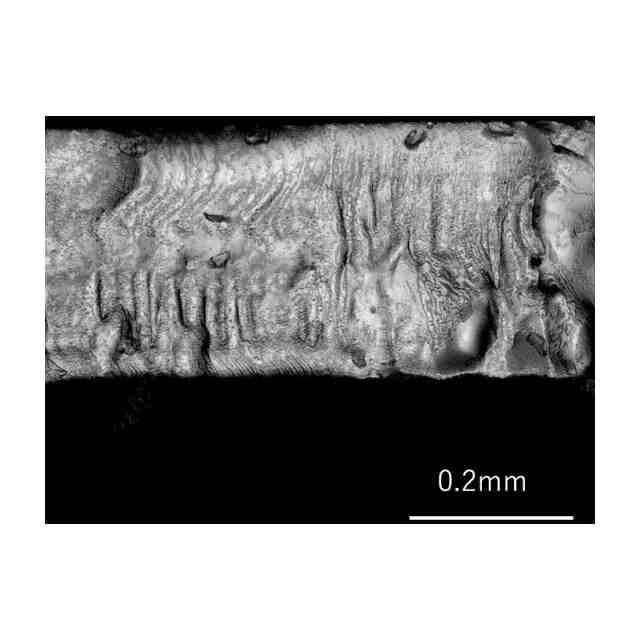
ミリ秒レーザーで加工したレーザ加工面の正面を示すレーザ顕微鏡写真である。
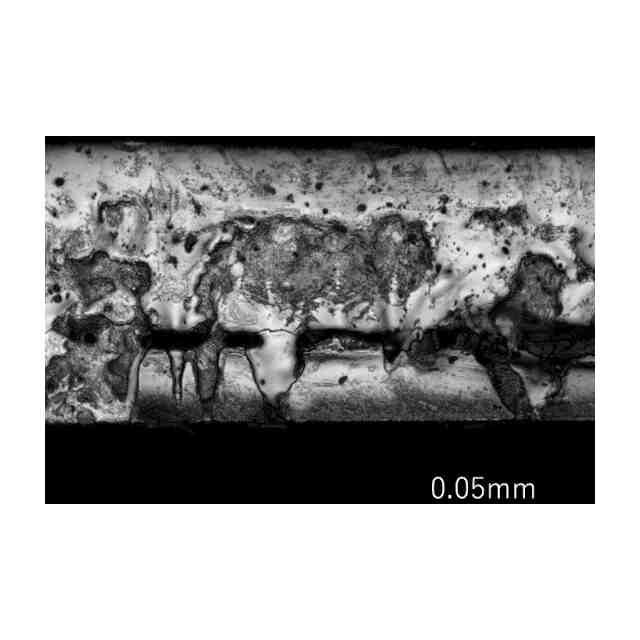
ナノ秒レーザーで加工したレーザ加工面の正面を示すレーザ顕微鏡写真である。
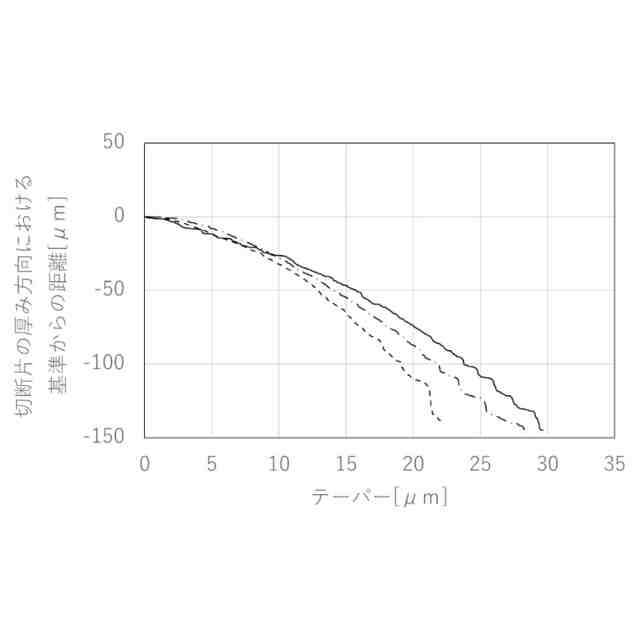
図1に示す実施例におけるレーザ加工面の断面を示すプロファイルを示す。
他の実施例におけるレーザ加工面の正面を示すレーザ顕微鏡写真である。
他の実施例におけるレーザ加工面の正面を示すレーザ顕微鏡写真である。
他の実施例におけるレーザ加工面の正面を示すレーザ顕微鏡写真である。
図8に示す実施例におけるレーザ加工面の断面を示すプロファイルを示す。
一比較例における切断片の上面を示すレーザ顕微鏡写真である。
図10に示す比較例におけるレーザ加工面の正面を示すレーザ顕微鏡写真である。
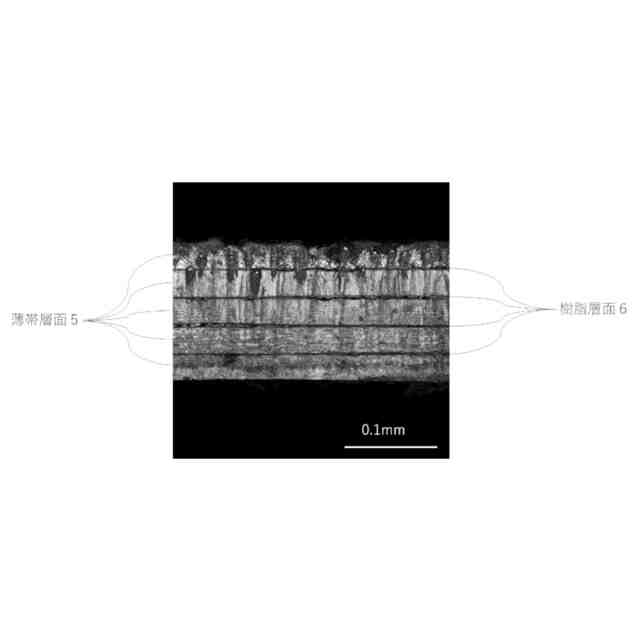
本発明の実施形態で得られる多層非晶質合金薄帯の切断片の模式図と切断片におけるレーザ加工面の正面を表す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社ダイヘン
溶接電源装置
25日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
10日前
株式会社ダイヘン
溶接電源装置
23日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
キヤノン電子株式会社
加工システム
5日前
大見工業株式会社
ドリル
18日前
トヨタ自動車株式会社
接合方法
4か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
ブラザー工業株式会社
工作機械
4か月前
ブラザー工業株式会社
工作機械
4か月前
大肯精密株式会社
自動送り穿孔機
4か月前
株式会社ダイヘン
溶接装置
4か月前
株式会社不二越
管用テーパタップ
4か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社不二越
超硬合金製ドリル
3か月前
有限会社 ナプラ
ソルダペースト
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ