TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117719
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012597
出願日
2024-01-31
発明の名称
圧粉磁心の製造方法
出願人
株式会社タムラ製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
B22F
3/00 20210101AFI20250805BHJP(鋳造;粉末冶金)
要約
【課題】鉄損を低減することができる圧粉磁心の製造方法を提供する。
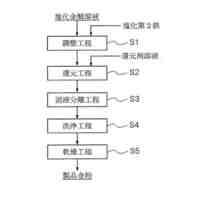
【解決手段】圧粉磁心の製造方法は、軟磁性粉末の表面をシリコーン樹脂を含む絶縁被膜層で被覆する絶縁被膜層形成工程と、絶縁被膜層で被覆された軟磁性粉末を加圧して圧粉成形体を作製する成形体作製工程と、前記圧粉成形体と焼鈍する熱処理工程と、を含む。熱処理工程は、所定の温度まで昇温する昇温工程と、所定の温度に保つ定温工程と、を含む。昇温工程では、少なくとも400℃以上640℃以下の温度領域において、水素濃度が5.0%以上15.0%以下に制御して行う。
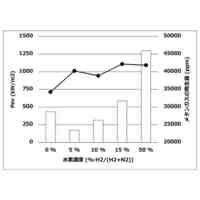
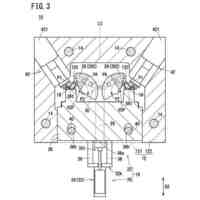
【選択図】図3
特許請求の範囲
【請求項1】
軟磁性粉末の表面をシリコーン樹脂を含む絶縁被膜層で被覆する絶縁被膜層形成工程と、
前記絶縁被膜層で被覆された軟磁性粉末を加圧して圧粉成形体を作製する成形体作製工程と、
前記圧粉成形体を焼鈍する熱処理工程と、
を含み、
前記熱処理工程は、
所定の温度まで昇温する昇温工程と、
前記所定の温度に保つ定温工程と、
を含み、
前記昇温工程では、少なくとも400℃以上640℃以下の温度領域において、水素濃度が5.0%以上15.0%以下に制御すること、
を特徴とする圧粉磁心の製造方法。
続きを表示(約 170 文字)
【請求項2】
前記昇温工程では、少なくとも400℃以上600℃以下の温度領域において、水素濃度が5.0%以上10.0%以下に制御すること、
を特徴とする請求項1に記載の圧粉磁心の製造方法。
【請求項3】
前記軟磁性粉末は、純鉄を含むこと、
を特徴とする請求項1又は2に記載の圧粉磁心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シリコーン樹脂を含む絶縁被膜層で被覆された軟磁性粉末で構成される圧粉磁心の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
リアクトル等のコイル部品は、OA機器、太陽光発電システム、自動車、無停電電源をはじめ、種々の用途で使用されている。例えば、リアクトルは、電気エネルギーを磁気エネルギーに変換して蓄積及び放出する電磁気部品である。リアクトルは、主としてコアとコイルを備える。コイルは、コアに巻回されている。コイルに電力が供給されると、磁束を発生させる。コアは環形状となっている。コアは、コイルが発生させた磁束が流れる磁路となる。
【0003】
リアクトルのコアとして、圧粉磁心が使用されることがある。圧粉磁心の作製方法としては、まず、シリコーン樹脂等の絶縁材料から成る絶縁被膜層が形成された軟磁性粉末を加圧形成し、圧粉成形体を作製する。加圧成形されると、軟磁性粉末内に歪が入る。そのため、圧粉成形体を焼鈍という熱処理を行うことで、歪を除去する。
【0004】
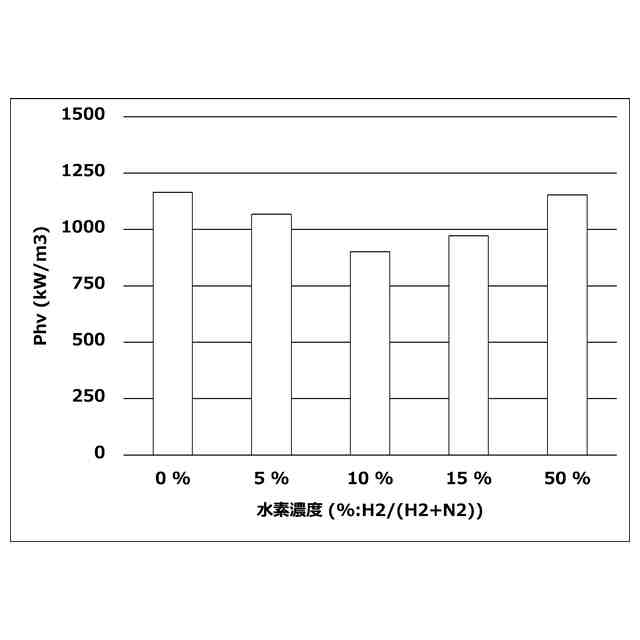
圧粉磁心は、エネルギー交換効率の向上や低発熱などの要求から、磁束密度変化におけるエネルギー損失が小さいという磁気特性が求められる。エネルギー損失に関する磁気特性とは、具体的には鉄損(Pcv)である。鉄損(Pcv)は、ヒステリシス損失(Phv)と、渦電流損失(Pev)の和で表される。
【先行技術文献】
【特許文献】
【0005】
特開2000-030925号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、コイル部品の小型化・高性能化の要求が高まっている。そのため、コイル部品を構成する圧粉磁心の磁気特性を向上させることが求められており、低鉄損化した圧粉磁心の要求が高まっている。
【0007】
本発明は、上記課題を解決するためになされたものであり、その目的は、鉄損を低減することができる圧粉磁心の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
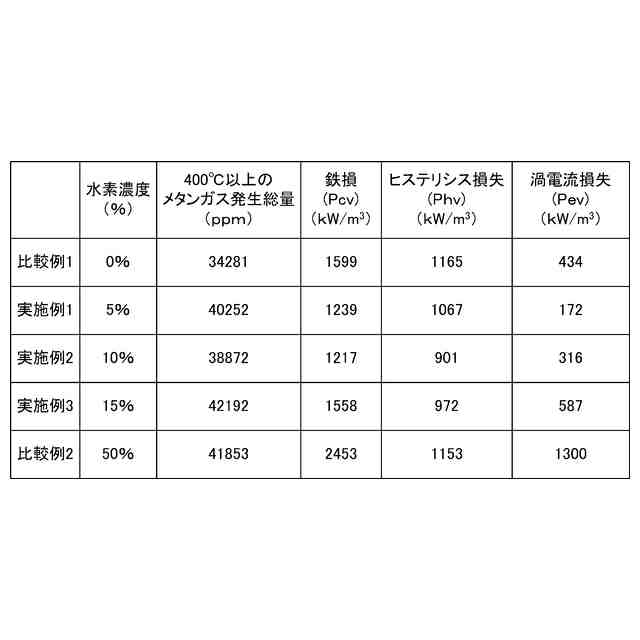
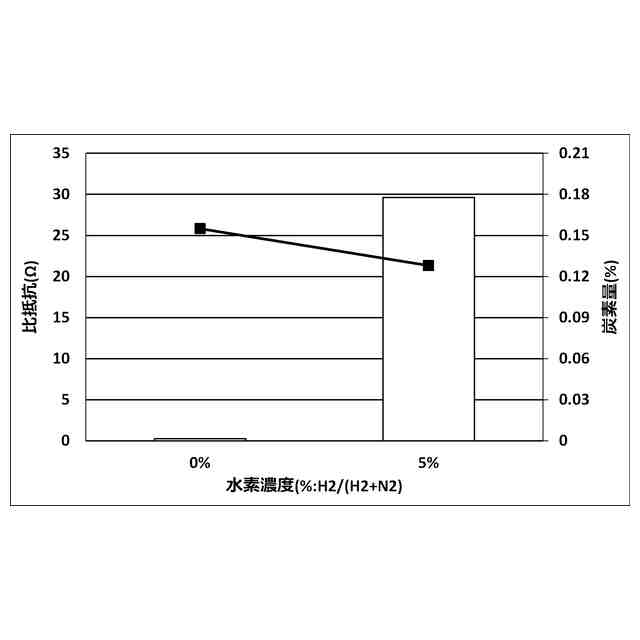
本発明者らは、鋭意研究の結果、軟磁性粉末内の歪を除去する熱処理において、400℃以上640℃の温度領域で、メタンガスの発生量が急増するという知見を得た。このメタンガスは、シリコーン樹脂が熱処理時に水素と反応することで生じるものと推察される。さらに、研究を進めると、この400℃以上640℃以下の温度領域において、水素濃度を制御することで、鉄損が低減するという知見を得た。
【0009】
本発明は、上記知見に基づいてなされたものであり、本発明の圧粉磁心の製造方法は、軟磁性粉末の表面をシリコーン樹脂を含む絶縁被膜層で被覆する絶縁被膜層形成工程と、前記絶縁被膜層で被覆された軟磁性粉末を加圧して圧粉成形体を作製する成形体作製工程と、前記圧粉成形体を焼鈍する熱処理工程と、を含み、前記熱処理工程は、所定の温度まで昇温する昇温工程と、前記所定の温度に保つ定温工程と、を含み、前記昇温工程では、少なくとも400℃以上640℃以下の温度領域において、水素濃度が5.0%以上15.0%以下に制御すること、を特徴とする。
【発明の効果】
【0010】
本発明によれば、鉄損を低減することができる圧粉磁心の製造方法を得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社タムラ製作所
リアクトル
16日前
株式会社タムラ製作所
搬送加熱装置
9日前
株式会社タムラ製作所
圧粉磁心の製造方法
1か月前
株式会社タムラ製作所
リアクトルの製造方法
2日前
株式会社タムラ製作所
はんだ組成物および電子基板
10日前
株式会社タムラ製作所
情報通信システム及び情報通信装置
4日前
株式会社タムラ製作所
フラックス組成物、はんだ組成物および電子基板
10日前
株式会社タムラ製作所
フラックス組成物、はんだ組成物、および電子基板
6日前
株式会社タムラ製作所
フラックス組成物、はんだ組成物、および電子基板
6日前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
友鉄工業株式会社
錫プレート成形方法
18日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
株式会社キャステム
鋳造品の製造方法
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
6か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
旭有機材株式会社
鋳型の製造方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
トヨタ自動車株式会社
突き折り棒
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
住友金属鉱山株式会社
金粉の製造方法
16日前
株式会社神戸製鋼所
炭素-銅含有粉末
5か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
株式会社豊田中央研究所
積層造形装置
4か月前
日立Astemo株式会社
成形装置
6か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ