TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120620
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015534
出願日
2024-02-05
発明の名称
表面被覆切削工具
出願人
三菱マテリアル株式会社
代理人
個人
主分類
B23B
27/14 20060101AFI20250808BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ステンレス鋼等の切削加工に供して優れた耐摩耗性および耐欠損性を有する切削工具を提供
【解決手段】基体と該基体に設けられた被覆層を有する表面被覆切削工具であって、前記被覆層は前記基体に接する下部層と該下部層に接する上部層を含み、前記下部層は平均厚さが0.5~5.0μmであり、その平均組成は、(Al
1-x-y
Cr
x
Me
y
)N(MeはNb、Mo、Ta、Wの少なくとも1種以上、0.20≦x≦0.59、0.01≦y≦0.30)であり、前記上部層は平均厚さが0.5~5.0μmであり、その平均組成は、(Ti
1-z
Si
z
)N(0.01≦z≦0.40)であることを特徴とする表面被覆切削工具
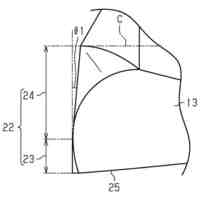
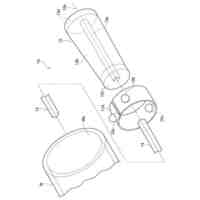
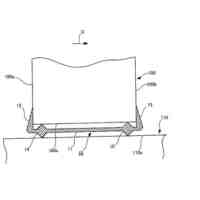
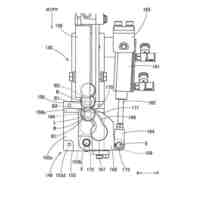
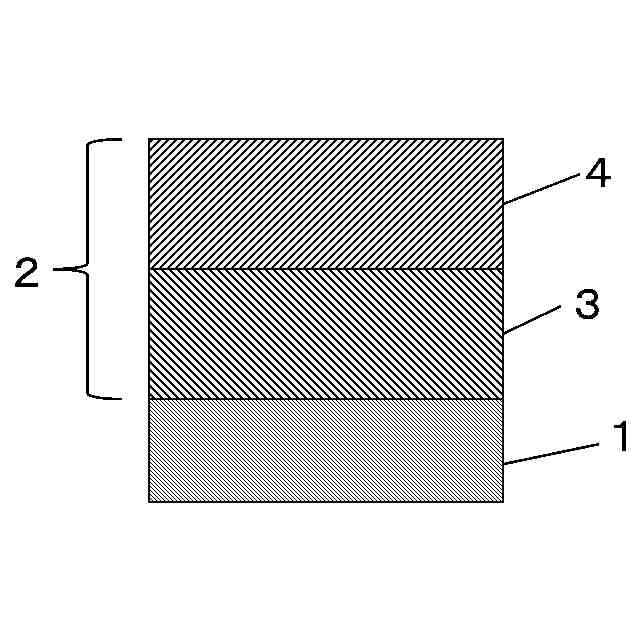
【選択図】図1
特許請求の範囲
【請求項1】
基体と該基体に設けられた被覆層を有する表面被覆切削工具であって、
前記被覆層は前記基体に接する下部層と該下部層に接する上部層を含み、
前記下部層は平均厚さが0.5~5.0μmであり、その平均組成は、(Al
1-x-y
Cr
x
Me
y
)N(MeはNb、Mo、Ta、Wの少なくとも1種以上、0.20≦x≦0.59、0.01≦y≦0.30)であり、
前記上部層は平均厚さが0.5~5.0μmであり、その平均組成は、(Ti
1-z
Si
z
)N(0.01≦z≦0.40)である
ことを特徴とする表面被覆切削工具。
続きを表示(約 130 文字)
【請求項2】
前記下部層および前記上部層の縦断面の界面において隣接し合う前記下部層の結晶粒と前記上部層の結晶粒との方位差が0度以上5度未満にある前記界面の長さの割合が、前記界面の全長の50~100%であることを特徴とする請求項1に記載の表面被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面被覆切削工具(以下、被覆工具ということがある)に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、被覆工具としては、例えば、炭化タングステン(以下、WCで表す)基超硬合金等の基体に被覆層を形成したものが知られている。
そして、この被覆層の組成、層構造を調整することによって、切削性能がより一層向上した被覆工具を得る提案がなされている。
【0003】
例えば、特許文献1には、基体側の(Al
a
Cr
1-a
)
1-x
N
x
(0.50≦a<0.70、0.48≦x≦0.52)の組成を有し、(111)面の半値幅が所定値であり、(111)面、(200)面、(220)面のピーク強度に所定の関係がある第1層と、表面側の(Ti
1-b
Si
b
)
1-y
N
y
(0.01≦b≦0.25、0.48≦y≦0.52)の組成を有し、(111)面の半値幅が所定値であり、(111)面、(200)面、(220)面のピーク強度に所定の関係がある第2層とを有し、両層の(111)面の面間隔に所定の関係がある被覆工具が記載され、該被覆工具は耐摩耗性に優れるとされている。
【0004】
また、例えば、特許文献2には、基体表面の層が(Al
1-x-y
Cr
x
Si
y
)(N
1-z
C
z
)(0.3≦x≦0.7、0≦y≦0.1、0≦z≦0.3)であって平均層厚0.5~8.0μmであり、構成元素の90原子%以上が金属元素である粒子を含有しており、前記粒子は断面長径が1.0μm以下、かつその平均値が0.05~0.5μmで3~10%の面積率で分布し、前記粒子のうち特定のものが所定の分布をし、前記基体表面の層の表面に少なくともTi、Cr、AlのいずれかとSiから選ばれる1種以上の元素の窒化物層、炭化物層または炭窒化物層のいずれかであって所定のビッカース硬さを有する表面層を有する被覆工具が記載され、該被覆工具は耐欠損性および耐摩耗性に優れるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2012-45650号公報
特開2014-87861号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記事情や前記提案を鑑みてなされたものであって、ステンレス鋼等の切削加工に供して優れた耐摩耗性および耐欠損性を有する切削工具を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の実施形態に係る表面被覆切削工具は、
基体と該基体に設けられた被覆層を有し、
前記被覆層は前記基体に接する下部層と該下部層に接する上部層を含み、
前記下部層は平均厚さが0.5~5.0μmであり、その平均組成は、(Al
1-x-y
Cr
x
Me
y
)N(MeはNb、Mo、Ta、Wの少なくとも1種以上、0.20≦x≦0.59、0.01≦y≦0.30)であり、
前記上部層は平均厚さが0.5~5.0μmであり、その平均組成は、(Ti
1-z
Si
z
)N(0.01≦z≦0.40)である。
【0008】
前記実施形態に係る表面被覆切削工具は、次の(1)を満足していてもよい。
【0009】
(1)前記下部層および前記上部層の縦断面の界面において、隣接し合う前記下部層の結晶粒と前記上部層の結晶粒との方位差が0度以上5度未満にある前記界面の長さの占める割合が、前記界面の全長の50~100%であること。
【発明の効果】
【0010】
前記表面被覆切削工具は、ステンレス鋼等の切削に供しても、優れた耐摩耗性および耐欠損性を発揮する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
6日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
21日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3日前
キヤノン電子株式会社
加工システム
16日前
大見工業株式会社
ドリル
29日前
有限会社 ナプラ
ソルダペースト
1か月前
住友重機械工業株式会社
加工装置
1か月前
株式会社不二越
ブローチ盤
10日前
津田駒工業株式会社
センタリングバイス
10日前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社タマリ工業
レーザ加工装置
15日前
大見工業株式会社
エンドミル
2日前
株式会社ダイヘン
パルスアーク溶接制御方法
28日前
株式会社ダイヘン
パルスアーク溶接制御方法
28日前
株式会社MOLDINO
被覆切削工具
29日前
村田機械株式会社
ワーク位置決め治具
1か月前
株式会社東芝
異常検出装置
14日前
株式会社IHI
支持機構
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
28日前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
ブラザー工業株式会社
工作機械
1か月前
DMG森精機株式会社
工作機械
2か月前
株式会社向洋技研
プロジェクション溶接部材
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社東芝
部材の接合方法
16日前
西日本商工株式会社
熱風噴出装置
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
矢嶋工業株式会社
切出装置
1か月前
三立精機株式会社
流体供給ホルダ
22日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ