TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117502
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024091988
出願日
2024-06-06
発明の名称
部材の接合方法
出願人
株式会社東芝
代理人
弁理士法人iX
主分類
B23K
20/00 20060101AFI20250804BHJP(工作機械;他に分類されない金属加工)
要約
【課題】簡易な構成の接合ツールを用いる場合であっても、接合部分に深さの深い凹部が生じるのを抑制することができる部材の接合方法を提供することである。
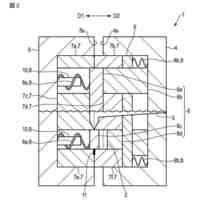
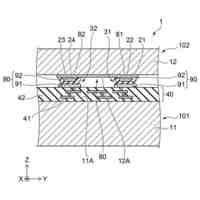
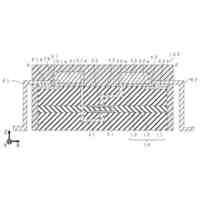
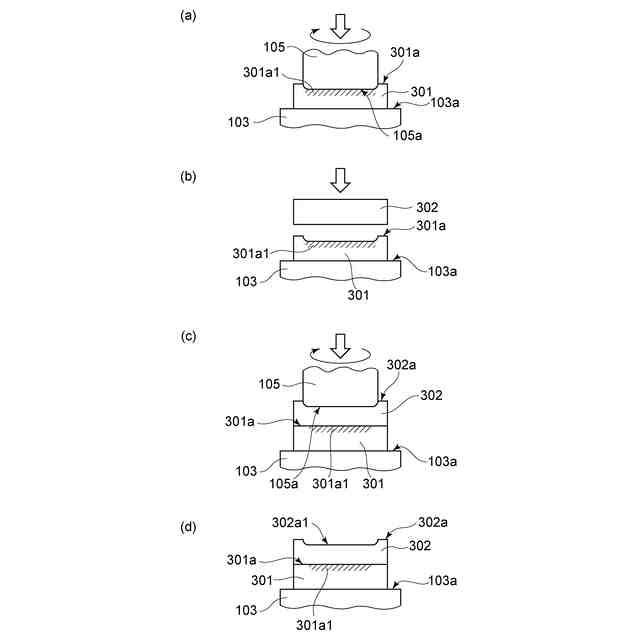
【解決手段】実施形態に係る部材の接合方法は、第1の部材の、第1の裏当て側とは反対側の面に、回転させた接合ツールを用いて摩擦攪拌処理を施して、微細結晶粒組織を含む第1の層を形成する工程と、前記第1の部材の、前記第1の層が形成されている側の面に、第2の部材を載置する工程と、前記第2の部材の、前記第1の部材側とは反対側の面であって、前記第1の層に対向する領域を、加圧および加熱する工程と、を備えている。
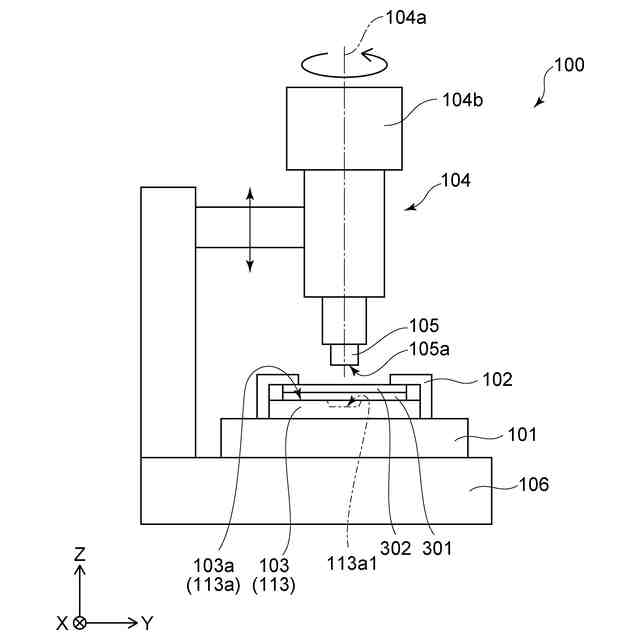
【選択図】図2
特許請求の範囲
【請求項1】
第1の部材の、第1の裏当て側とは反対側の面に、回転させた接合ツールを用いて摩擦攪拌処理を施して、微細結晶粒組織を含む第1の層を形成する工程と、
前記第1の部材の、前記第1の層が形成されている側の面に、第2の部材を載置する工程と、
前記第2の部材の、前記第1の部材側とは反対側の面であって、前記第1の層に対向する領域を、加圧および加熱する工程と、
を備えた部材の接合方法。
続きを表示(約 1,100 文字)
【請求項2】
前記第2の部材の、前記第1の裏当て側とは反対側の面に、前記回転させた前記接合ツールを用いて摩擦攪拌処理を施して、微細結晶粒組織を含む第2の層を形成する工程をさらに備え、
前記第2の部材を載置する工程において、前記第1の部材の、前記第1の層が形成されている側に、前記第2の部材の、前記第2の層が形成されている側を載置する請求項1記載の部材の接合方法。
【請求項3】
前記微細結晶粒組織を含む前記第2の層を形成する工程において、前記第1の裏当てに代えて、前記第2の部材側の面に開口する凹部を有する第2の裏当てを用い、前記第2の部材の、前記第2の裏当て側とは反対側の面に前記第2の層を形成するとともに、前記第2の部材の、前記第2の裏当て側の前記凹部に対向する部分に凸部を形成し、
前記第2の部材の、前記第1の部材側とは反対側の面であって、前記第1の層に対向する領域を、加圧および加熱する工程において、前記第2の部材の前記凸部を、加圧および加熱する請求項2記載の部材の接合方法。
【請求項4】
前記第2の部材の、前記第1の部材側とは反対側の面であって、前記第1の層に対向する領域を、加圧および加熱する工程において、前記回転させた前記接合ツールを、前記第2の部材の、前記第1の層に対向する領域に押し当てる請求項1~3のいずれか1つに記載の部材の接合方法。
【請求項5】
前記接合ツールの、前記第1の部材側、または前記第2の部材側の端面の、少なくとも前記端面の回転中心を含む部分は、平坦な面である請求項1~3のいずれか1つに記載の部材の接合方法。
【請求項6】
前記摩擦攪拌処理を行う際に、前記回転させた前記接合ツールを、前記接合ツールの中心軸に交差する方向に移動させる請求項1~3のいずれか1つに記載の部材の接合方法。
【請求項7】
前記第2の部材の、前記第1の部材側とは反対側の面であって、前記第1の層に対向する領域を、加圧および加熱する工程において、前記回転させた前記接合ツールを、前記接合ツールの中心軸に交差する方向に移動させる請求項4記載の部材の接合方法。
【請求項8】
前記接合ツールの、前記第1の部材側、または前記第2の部材側の端面の、少なくとも前記端面の回転中心を含む部分は、平坦な面である請求項6、または7に記載の部材の接合方法。
【請求項9】
前記接合ツールは先端に攪拌ピンを備え、前記攪拌ピンの高さ方向の長さは、前記摩擦攪拌処理を施す前記第1の部材あるいは前記第2の部材の厚さ方向の長さより短い請求項1~3のいずれか1つに記載の部材の接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、部材の接合方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
例えば、金属を含む部材を重ね合わせ接合する方法として、摩擦攪拌点接合(FSSW;Friction Stir Spot Welding)が提案されている。摩擦攪拌点接合は、例えば、抵抗溶接(スポット溶接)に比べて、アルミニウムなどの低電気抵抗金属を接合する際に必要となる電力が少ないという利点がある。
【0003】
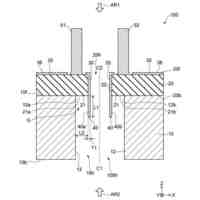
ここで、摩擦攪拌点接合においては、一般的には、ショルダと、ショルダから突出する攪拌ピンとを有する接合ツールが用いられる。摩擦攪拌点接合を行う際には、重ね合わされた金属板に、回転させた接合ツールを押し当てて、ショルダが上側の金属板の内部に位置し、攪拌ピンが上側および下側の金属板の内部に位置する様にする。そのため、摩擦攪拌点接合を行えば、接合部分に、接合ツールの先端の形状が転写されることになる。すなわち、接合部分に、ショルダが押し入れられた跡である、深さの浅い凹部と、攪拌ピンが押し入れられた跡である、深さの深い凹部とが形成される。
【0004】
また、摩擦攪拌点接合において、金属板と金属板との間に微細結晶粒シートを挟んだり、金属板と金属板との間に微細結晶粒層を設けたりする技術が提案されている。しかしながら、これらの技術においても、ショルダと、ショルダから突出する攪拌ピンとを有する接合ツールが用いられるため、接合部分に、攪拌ピンが押し入れられた跡である、深さの深い凹部が形成されることになる。
【0005】
接合部分に深さの深い凹部が有ると、製品の美観が損なわれる。また、接合部分に深さの深い凹部が有ると、凹部に水分などが留まり易く、また、蒸発に時間を要するようになるので、接合部分や製品の信頼性が低下するという問題がある。この場合、単に、攪拌ピンを無くせば、接合中央部分に深さの深い凹部が生じなくなるが、金属板同士の接触位置まで攪拌領域を到達させるのが困難となり、必要となる接合強度を得るのが困難となる。攪拌ピンの無い接合ツールで必要な接合強度を得るには、ショルダを上板へ深く挿入する必要があり、結局接合部に深い凹部が残る。
【0006】
また、攪拌ピンとショルダを別体にして、攪拌ピンとショルダを個別に駆動して、軟化させた金属により、前述した、深さの深い凹部を埋める技術が提案されている。しかしながら、攪拌ピンとショルダを個別に駆動すると、接合ツールの構造が複雑となり、接合ツールのコストが高くなるという問題がある。また、ショルダが、上側の金属板の厚み以上の深さまで挿入されるため、接合荷重が高くなり、剛性の高い摩擦攪拌接合装置とする必要がある。そのため、摩擦攪拌接合装置のコストも高くなる。また、攪拌ピンとショルダを別体にしてスライドさせるため、攪拌ピンとショルダの間の隙間に、軟化させた金属が入り込み、攪拌ピンとショルダの側面に摩耗が生じ易くなる。そのため、経時的に接合ツールの強度が低下する場合がある(非特許文献1を参照)。
【0007】
そこで、簡易な構成の接合ツールを用いる場合であっても、接合部分に深さの深い凹部が生じるのを抑制することができる部材の接合方法の開発が望まれていた。
【先行技術文献】
【特許文献】
【0008】
特許第6505618号公報
特開2017-94475号公報
特開2023-152110号公報
【非特許文献】
【0009】
Camila C. de Castro et al.:Tool wear mechanisms and effects on refill friction stir spot welding of AA2198-T8 sheets, Journal of Materials Research and Technology, vol.20 (2022), 857-866.
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明が解決しようとする課題は、簡易な構成の接合ツールを用いる場合であっても、接合部分に深さの深い凹部が生じるのを抑制することができる部材の接合方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東芝
センサ
7日前
株式会社東芝
固定子
1か月前
株式会社東芝
モータ
2日前
株式会社東芝
センサ
1か月前
株式会社東芝
センサ
7日前
株式会社東芝
ドア構造
1か月前
株式会社東芝
吸音装置
2日前
株式会社東芝
電子装置
1日前
株式会社東芝
金型構造
7日前
株式会社東芝
半導体装置
4日前
株式会社東芝
半導体装置
4日前
株式会社東芝
電動送風機
1か月前
株式会社東芝
半導体装置
4日前
株式会社東芝
半導体装置
4日前
株式会社東芝
半導体装置
4日前
株式会社東芝
半導体装置
4日前
株式会社東芝
ラック装置
1か月前
株式会社東芝
半導体装置
14日前
株式会社東芝
半導体装置
16日前
株式会社東芝
粒子加速器
1日前
株式会社東芝
半導体装置
4日前
株式会社東芝
走行システム
22日前
株式会社東芝
異常検出装置
1か月前
株式会社東芝
ディスク装置
4日前
株式会社東芝
ディスク装置
1か月前
株式会社東芝
重量測定装置
今日
株式会社東芝
差動伝送回路
1か月前
株式会社東芝
ディスク装置
4日前
株式会社東芝
電子デバイス
2日前
株式会社東芝
熱電変換装置
2日前
株式会社東芝
電子デバイス
2日前
株式会社東芝
アイソレータ
1か月前
株式会社東芝
ディスク装置
1か月前
株式会社東芝
海水用構造体
14日前
株式会社東芝
ディスク装置
22日前
株式会社東芝
台車搬送装置
今日
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ