TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120816
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015925
出願日
2024-02-05
発明の名称
積層構造体およびその製造方法
出願人
シャープ株式会社
代理人
弁理士法人あーく事務所
主分類
B29C
64/336 20170101AFI20250808BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】異なる樹脂材料を結合してなる積層構造体において、より強固な結合構造を提供する。
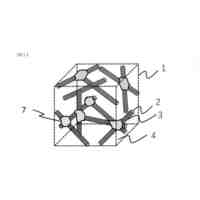
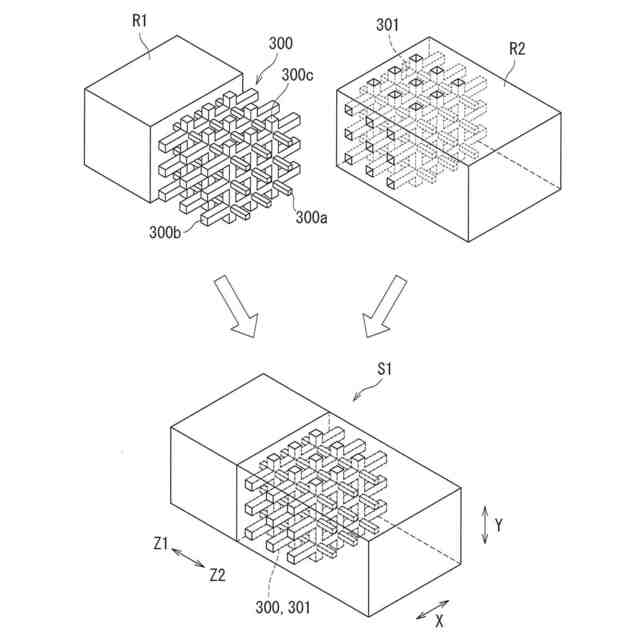
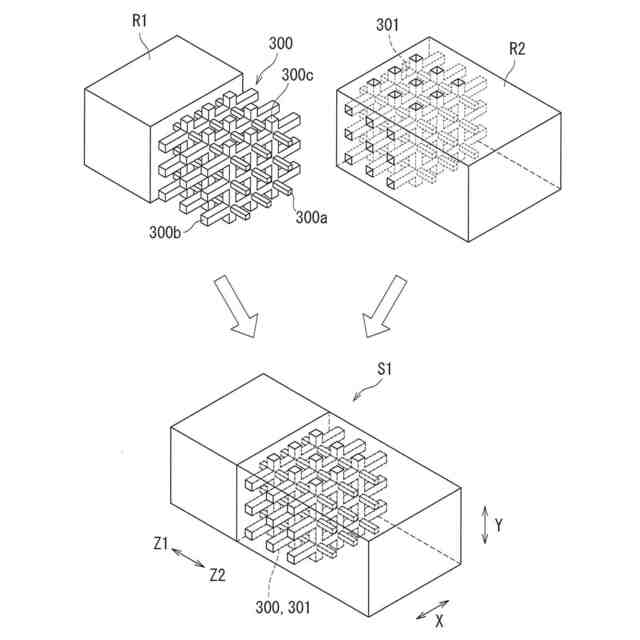
【解決手段】構造体S1は、第1樹脂にて造形された第1樹脂部分R1と、第2樹脂にて造形された第2樹脂部分R2とを有し、複数の層が結合方向に複数積層されて造形される。第1樹脂部分R1と第2樹脂部分R2との間には、双方の樹脂材料が混在する結合領域302が設けられ、結合領域302では、第1樹脂部分R1に凸部300が設けられ、第2樹脂部分R2に凸部300と同一形状の凹部301が設けられ、凹部301に凸部300が嵌合することで第1樹脂部分R1と第2樹脂部分R2とが結合する。凸部300は、結合方向に延びる複数の第1棒状部300aと、第1棒状部300aから結合方向と交わる方向に同一位置から延びる複数の第2棒状部300b,300cとを有しており、第2棒状部300b,300cは、複数の第1棒状部300aと連結される。
【選択図】図4
特許請求の範囲
【請求項1】
第1樹脂にて造形された第1樹脂部分と、前記第1樹脂とは異なる樹脂材料である第2樹脂にて造形された第2樹脂部分とを有し、複数の層が結合方向に複数積層されて造形される積層構造体であって、
前記第1樹脂部分と前記第2樹脂部分との間に、双方の樹脂材料が混在する結合領域が設けられ、
前記結合領域では、前記第1樹脂部分に凸部が設けられ、前記第2樹脂部分に前記凸部と同一形状の凹部が設けられ、前記凹部に前記凸部が嵌合することで前記第1樹脂部分と前記第2樹脂部分とが結合し、
前記凸部は、前記結合方向に延びる複数の第1棒状部と、前記第1棒状部から前記結合方向と交わる方向に同一位置から延びる複数の第2棒状部とを有しており、
前記第2棒状部は、複数の第1棒状部と連結されるように形成されており、
前記結合領域は、前記第2棒状部が存在する第1の層と、前記第2棒状部が存在しない第2の層とが前記結合方向に沿って順に繰り返し積層された構造であることを特徴とする積層構造体。
続きを表示(約 2,100 文字)
【請求項2】
第1樹脂にて造形された第1樹脂部分と、前記第1樹脂とは異なる樹脂材料である第2樹脂にて造形された第2樹脂部分とを有し、複数の層が結合方向に複数積層されて造形される積層構造体であって、
前記第1樹脂部分と前記第2樹脂部分との間に、双方の樹脂材料が混在する結合領域が設けられ、
前記結合領域では、前記第1樹脂部分に凸部が設けられ、前記第2樹脂部分に前記凸部と同一形状の凹部が設けられ、前記凹部に前記凸部が嵌合することで前記第1樹脂部分と前記第2樹脂部分とが結合し、
前記凸部は、前記結合方向に延びる複数の第1棒状部と、前記第1棒状部の長手方向一部の側面の周囲を囲うように形成された複数の塊状部とを有しており、
前記結合領域は、前記塊状部が存在する第1の層と、前記塊状部が存在しない第2の層とが前記結合方向に沿って順に繰り返し積層された構造であることを特徴とする積層構造体。
【請求項3】
請求項1または2に記載の積層構造体であって、
前記結合領域では、前記第1樹脂と前記第2樹脂との混合比率が前記結合方向に沿って変化し、前記第1樹脂部分の比率が前記第1樹脂部分側から前記第2樹脂部分側に近づくにつれて減少し、前記第2樹脂部分の比率が前記第1樹脂部分側から前記第2樹脂部分側に近づくにつれて増加することを特徴とする積層構造体。
【請求項4】
請求項1に記載の積層構造体であって、
前記結合領域では、前記第2棒状部の太さが前記第1樹脂部分側から前記第2樹脂部分側に近づくにつれて細くなることを特徴とする積層構造体。
【請求項5】
請求項2に記載の積層構造体であって、
前記結合領域では、前記塊状部のサイズが前記第1樹脂部分側から前記第2樹脂部分側に近づくにつれて小さくなることを特徴とする積層構造体。
【請求項6】
請求項1または2に記載の積層構造体であって、
前記第1樹脂が前記第2樹脂に比べて相対的に硬い樹脂材料であることを特徴とする積層構造体。
【請求項7】
請求項6に記載の積層構造体であって、
前記第1樹脂がABS樹脂であり、前記第2樹脂がPP樹脂またはPE樹脂であることを特徴とする積層構造体。
【請求項8】
請求項1または2に記載の積層構造体であって、
少なくとも1つの前記第1樹脂部分と少なくとも2つの前記第2樹脂部分とを有する、もしくは、少なくとも2つの前記第1樹脂部分と少なくとも1つの前記第2樹脂部分とを有するものであり、
少なくとも1カ所の前記第1樹脂部分と前記第2樹脂部分との結合部分では、前記結合領域を形成する結合構造体を形成し、
他の少なくとも1カ所の前記第1樹脂部分と前記第2樹脂部分との結合部分では、前記結合領域を形成せずに、互いの表面が接しているだけの積層構造体を形成することを特徴とする積層構造体。
【請求項9】
第1樹脂にて造形された第1樹脂部分と、前記第1樹脂とは異なる樹脂材料である第2樹脂にて造形された第2樹脂部分とを有し、複数の層が結合方向に複数積層されて造形される積層構造体の製造方法であって、
前記第1樹脂部分と前記第2樹脂部分との間に、双方の樹脂材料が混在する結合領域が設けられ、
前記結合領域では、前記第1樹脂部分に凸部が設けられ、前記第2樹脂部分に前記凸部と同一形状の凹部が設けられ、前記凹部に前記凸部が嵌合することで前記第1樹脂部分と前記第2樹脂部分とが結合し、
前記凸部は、前記結合方向に延びる複数の第1棒状部と、前記第1棒状部から前記結合方向と交わる方向に同一位置から延びる複数の第2棒状部とを有しており、
前記第2棒状部は、複数の第1棒状部と連結されるように形成されており、
前記結合領域を、前記第2棒状部が存在する第1の層と、前記第2棒状部が存在しない第2の層とを前記結合方向に沿って順に繰り返し積層させて形成することを特徴とする積層構造体の製造方法。
【請求項10】
第1樹脂にて造形された第1樹脂部分と、前記第1樹脂とは異なる樹脂材料である第2樹脂にて造形された第2樹脂部分とを有し、複数の層が結合方向に複数積層されて造形される積層構造体の製造方法であって、
前記第1樹脂部分と前記第2樹脂部分との間に、双方の樹脂材料が混在する結合領域が設けられ、
前記結合領域では、前記第1樹脂部分に凸部が設けられ、前記第2樹脂部分に前記凸部と同一形状の凹部が設けられ、前記凹部に前記凸部が嵌合することで前記第1樹脂部分と前記第2樹脂部分とが結合し、
前記凸部は、前記結合方向に延びる複数の第1棒状部と、前記第1棒状部の長手方向一部の側面の周囲を囲うように形成された複数の塊状部とを有しており、
前記結合領域を、前記塊状部が存在する第1の層と、前記塊状部が存在しない第2の層とを前記結合方向に沿って順に繰り返し積層させて形成することを特徴とする積層構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、異なる樹脂材料を結合してなる積層構造体およびその製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年、三次元造形手法を用いた構造体の造形が行われるようになっており、異なる種類の樹脂材料を用いた造形が行われることもある。特許文献1には、三次元造形装置(いわゆる3Dプリンター)を利用し、2種類の樹脂材料で井桁構造を形成することで、2種類の樹脂材料を結合してなる積層構造体を造形する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-25187号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
異なる種類の樹脂材料を用いた積層構造体では、これらの樹脂材料の特性が異なる場合、特に樹脂材料同士の相溶性が低い(界面での結合力が弱い)場合に、樹脂結合部分での結合強度が低くなるといった課題がある。
【0005】
本開示は、上記課題に鑑みてなされたものであり、異なる樹脂材料を結合してなる積層構造体において、より強固な結合構造を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本開示の第1の態様である積層構造体は、第1樹脂にて造形された第1樹脂部分と、前記第1樹脂とは異なる樹脂材料である第2樹脂にて造形された第2樹脂部分とを有し、複数の層が結合方向に複数積層されて造形される積層構造体であって、前記第1樹脂部分と前記第2樹脂部分との間に、双方の樹脂材料が混在する結合領域が設けられ、前記結合領域では、前記第1樹脂部分に凸部が設けられ、前記第2樹脂部分に前記凸部と同一形状の凹部が設けられ、前記凹部に前記凸部が嵌合することで前記第1樹脂部分と前記第2樹脂部分とが結合し、前記凸部は、前記結合方向に延びる複数の第1棒状部と、前記第1棒状部から前記結合方向と交わる方向に同一位置から延びる複数の第2棒状部とを有しており、前記第2棒状部は、複数の第1棒状部と連結されるように形成されており、前記結合領域は、前記第2棒状部が存在する第1の層と、前記第2棒状部が存在しない第2の層とが前記結合方向に沿って順に繰り返し積層された構造であることを特徴としている。
【0007】
上記の構成によれば、結合領域において第2樹脂部分の凹部内に第1樹脂部分の凸部が嵌合することで、強固な機械的結合が得られる。特に、凸部では、長手方向が互いに直交する第1棒状部および第2棒状部が互いに交わってマトリックス構造体を形成し、凹部では、凸部のマトリックス構造体を挟み込みながら、孤立する部分なく全て連結したバルクを作る。これにより、結合領域では、局所的に分離しやすい箇所を形成し難く、極めて強固な結合構造が得られる。
【0008】
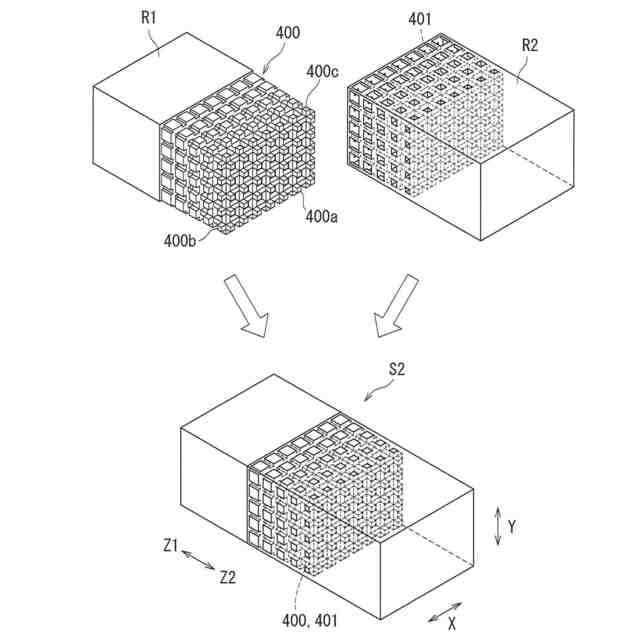
また、本開示の第2の態様である積層構造体は、第1樹脂にて造形された第1樹脂部分と、前記第1樹脂とは異なる樹脂材料である第2樹脂にて造形された第2樹脂部分とを有し、複数の層が結合方向に複数積層されて造形される積層構造体であって、前記第1樹脂部分と前記第2樹脂部分との間に、双方の樹脂材料が混在する結合領域が設けられ、前記結合領域では、前記第1樹脂部分に凸部が設けられ、前記第2樹脂部分に前記凸部と同一形状の凹部が設けられ、前記凹部に前記凸部が嵌合することで前記第1樹脂部分と前記第2樹脂部分とが結合し、前記凸部は、前記結合方向に延びる複数の第1棒状部と、前記第1棒状部の長手方向一部の側面の周囲を囲うように形成された複数の塊状部とを有しており、前記結合領域は、前記塊状部が存在する第1の層と、前記塊状部が存在しない第2の層とが前記結合方向に沿って順に繰り返し積層された構造であることを特徴としている。
【0009】
上記の構成によれば、結合領域において第2樹脂部分の凹部内に第1樹脂部分の凸部が嵌合することで、強固な機械的結合が得られる。また、塊状部は第1棒状部からの張り出し量が小さくなるため、塊状部となる第1樹脂は造形時にノズルからの離脱がよく、造形が容易となる。
【0010】
また、上記積層構造体は、前記結合領域では、前記第1樹脂と前記第2樹脂との混合比率が前記結合方向に沿って変化し、前記第1樹脂部分の比率が前記第1樹脂部分側から前記第2樹脂部分側に近づくにつれて減少し、前記第2樹脂部分の比率が前記第1樹脂部分側から前記第2樹脂部分側に近づくにつれて増加する構成とすることができる。この場合、上記積層構造体は、前記結合領域では、前記第2棒状部の太さが前記第1樹脂部分側から前記第2樹脂部分側に近づくにつれて細くなる構成とすることができる。あるいは、上記積層構造体は、前記結合領域では、前記塊状部のサイズが前記第1樹脂部分側から前記第2樹脂部分側に近づくにつれて小さくなる構成とすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
プリプレグテープ
11か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
11か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
個人
樹脂可塑化方法及び装置
7か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社漆原
シートの成形方法
3か月前
株式会社シロハチ
真空チャンバ
10か月前
株式会社FTS
成形装置
8か月前
株式会社コスメック
射出成形装置
3か月前
株式会社リコー
画像形成システム
8か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
5か月前
株式会社FTS
セパレータ
7か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
3日前
東レ株式会社
繊維強化プラスチック構造体
11日前
三和合板株式会社
化粧板の製造装置
12日前
日産自動車株式会社
成形装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ