TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025124423
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020474
出願日
2024-02-14
発明の名称
コンタクトチップ再成形装置
出願人
株式会社キーレックス・ワイテック・インターナショナル
,
株式会社ワイテック
,
株式会社キーレックス
代理人
弁理士法人前田特許事務所
主分類
B23K
9/26 20060101AFI20250819BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高品質なアーク溶接を可能にするコンタクトチップの再成形加工をインライン化すること。
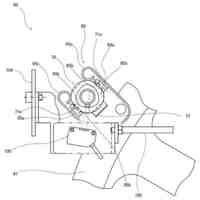
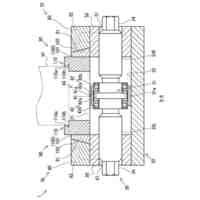
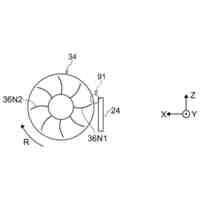
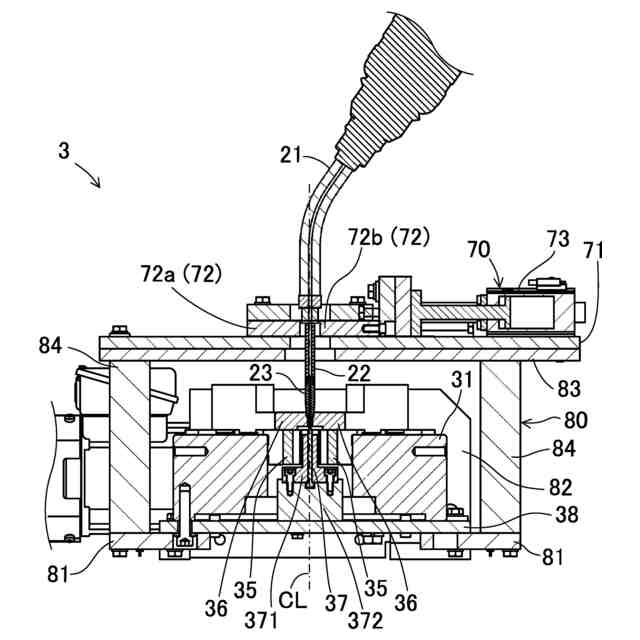
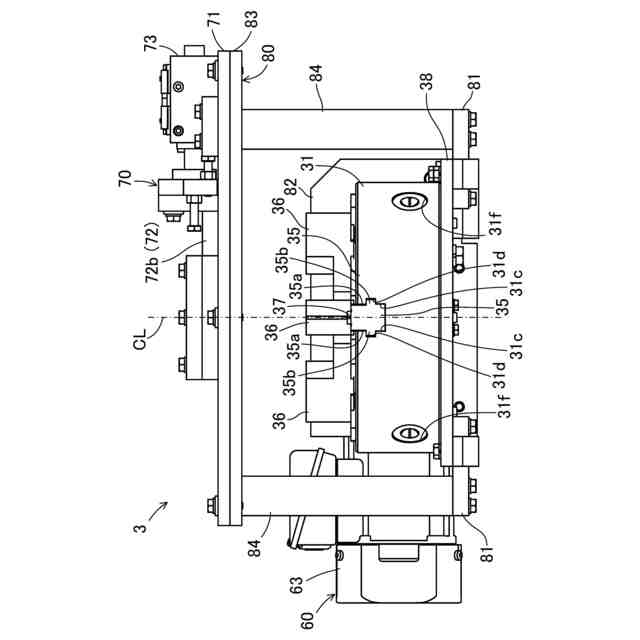
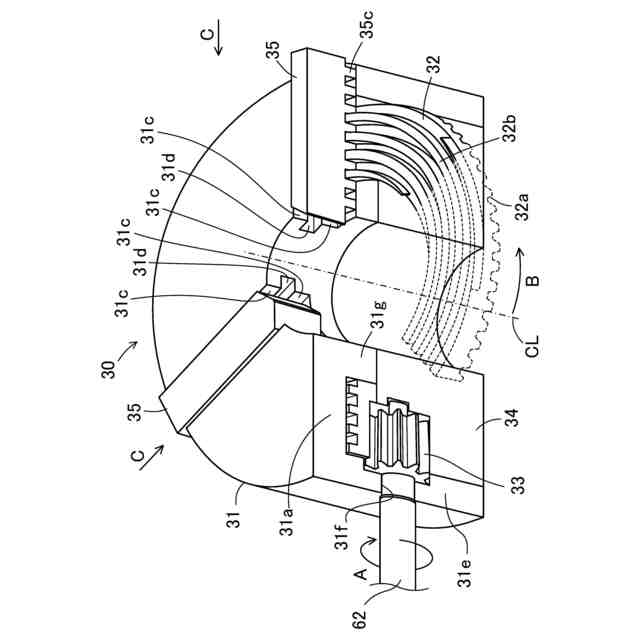
【解決手段】コンタクトチップ再成形装置3は、断面が円形の芯棒37と、コンタクトチップ23の外周面23cに沿って周方向に並ぶように3つ以上設けられた押金36を備えている。各押金36は円弧状の成形面36aを有している。成形部30は、各押金36をコンタクトチップ23の径方向へ案内する案内部31bと、複数の押金36を案内部31bの案内方向へ進退させる成形部30とを有し、複数の押金36による成形荷重をコンタクトチップ23の外周面23cへ同時に付与する。
【選択図】図13
特許請求の範囲
【請求項1】
コンタクトチップのガイド孔へ芯棒を挿入した状態で成形用の押金を成形部により前記コンタクトチップの外周面へ押圧して前記コンタクトチップを再成形するコンタクトチップ再成形装置であって、
前記芯棒は、長手方向に直交する方向の断面が円形とされ、
前記押金は、前記芯棒の外周面に沿って周方向に並ぶように3つ以上設けられ、
前記各押金における前記コンタクトチップの外周面に接触する面は、前記コンタクトチップの中心線に直交する方向の断面形状に対応する円弧状に湾曲した成形面とされ、
前記成形部は、前記各押金が前記芯棒の軸方向へ移動することを規制しつつ、当該押金を前記芯棒の径方向へ案内する案内部と、前記複数の押金を前記案内部の案内方向へ進退させながら前記複数の押金による成形荷重を前記コンタクトチップの外周面へ同時に付与するように構成された進退機構とを備えていることを特徴とするコンタクトチップ再成形装置。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載のコンタクトチップ再成形装置において、
前記各押金の前記成形面は、前記コンタクトチップの外周面の形状に対応していることを特徴とするコンタクトチップ再成形装置。
【請求項3】
請求項1に記載のコンタクトチップ再成形装置において、
前記各押金は、前記コンタクトチップに成形荷重を付与する位置にあるときに、互いに前記芯棒の周方向に間隔を空けて配置されることを特徴とするコンタクトチップ再成形装置。
【請求項4】
請求項1に記載のコンタクトチップ再成形装置において、
前記芯棒の先端側は、先端へ近づくほど縮径するようにテーパ形状に形成されていることを特徴とするコンタクトチップ再成形装置。
【請求項5】
請求項1に記載のコンタクトチップ再成形装置において、
前記コンタクトチップが装着された状態の溶接トーチを固定する固定部をさらに備えることを特徴とするコンタクトチップ再成形装置。
【請求項6】
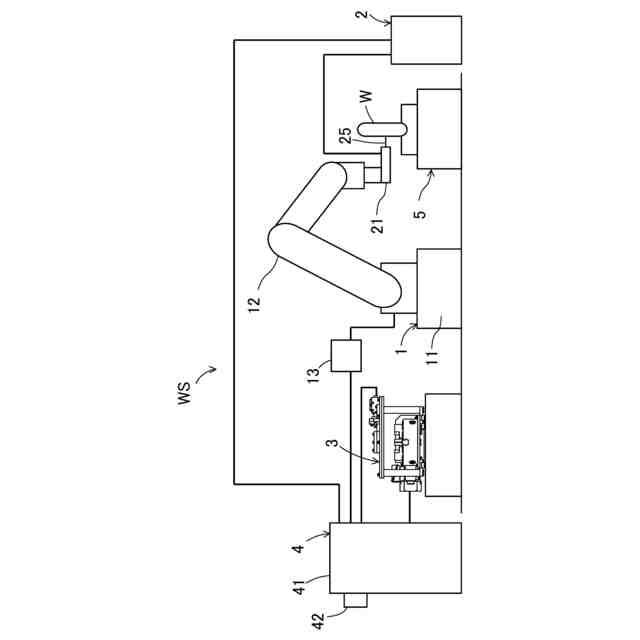
コンタクトチップのガイド孔に芯棒を挿入した状態で成形用の複数の押金を成形部により前記コンタクトチップの外周面に押圧して前記コンタクトチップを再成形するコンタクトチップ再成形装置と、溶接トーチを把持する溶接ロボットと、前記溶接ロボットおよび前記成形部を制御する制御部とを備えた溶接システムにおいて、
前記制御部は、
前記溶接ロボットが前記コンタクトチップを前記各押金の間へ配置させたら、前記成形部に前記各押金を前進させて、前記コンタクトチップの外周面に成形荷重を付与した後、前記各押金を後退するように前記成形部を制御する、押圧制御を実行させてから、
前記コンタクトチップにおける隣り合う前記押金の間に対応する部分が、前記コンタクトチップ再成形装置が有する成形面と対向するように、前記コンタクトチップの中心線の周りに前記コンタクトチップを回転させる回転動作を前記溶接ロボットに実行させ、
前記回転動作後に前記押圧制御を実行させることを特徴とする溶接システム。
【請求項7】
請求項6に記載の溶接システムにおいて、
前記制御部は、
前記成形部が前記押圧制御を複数回実行したことを検知したら、前記押金を後退させるように前記コンタクトチップ再成形装置を制御した後、前記コンタクトチップにおける隣り合う前記押金の間に対応する部分が前記押金で押圧可能な位置になるよう前記コンタクトチップの中心線の周りに前記コンタクトチップを回転させる回転動作を前記溶接ロボットに実行させてから、
前記回転動作後に前記押圧制御を実行することを特徴とする溶接システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーク溶接用コンタクトチップ再成形装置に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
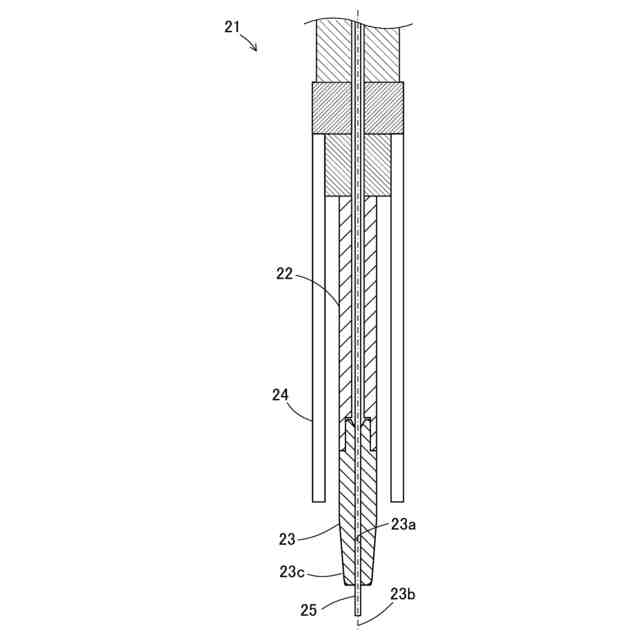
従来から、例えば自動車部品の溶接ライン等では、溶接トーチをロボットに把持させて自動でアーク溶接することが行われている。アーク溶接で用いる溶接ワイヤはコンタクトチップに形成されたガイド孔からワークに供給されるようになっているが、使用期間が長期間になるとガイド孔の内面が溶接ワイヤとの摩擦により摩耗して、孔径が拡がる、あるいは断面形状が円でなくなる。その結果、給電不良が起きたり溶接ワイヤの巻き癖を矯正できなくなったりして、高品質な溶接ができなくなる。
【0003】
そこでコンタクトチップを再成形することが行われている。コンタクトチップを再成形する際に用いられるコンタクトチップ再成形装置としては、例えば特許文献1~3に開示されているものが知られている。特許文献1に開示されるコンタクトチップ再成形装置は、コンタクトチップの先端側に対向するように配置された金型を備えている。金型には、コンタクトチップに対応する位置に形成され、コンタクトチップの先端側から離れるにつれて縮径する塑性加工孔が設けられている。塑性加工孔の内周面には、塑性加工孔の内方に突出するとともに塑性加工孔の孔中心線に沿って延び、かつ、孔中心線の周方向に等間隔に位置する3つの突条部が設けられている。それら突条部を金型の下降動作によってコンタクトチップの外周面に押し付けることで、拡がったコンタクトチップのガイド孔径を元のガイド孔径まで縮径させる再成形加工を実行するものである。
【0004】
特許文献2は、電極チップの外周を径方向両側から押圧して電極ワイヤ貫通孔の内径を矯正するものである。
【0005】
特許文献3には、下型プレートに固着され、テーパ形の当て面を有するチャック本体と、上型プレートに固着され、テーパ孔を有するチャック締結体と、を備えるコンタクトチップの再成形具が開示されている。特許文献3では、前記チャック本体を前記チャック締結体に対して、プレス機等により降下させることにより、前記コンタクトチップの周壁部の外周面をその半径内方向へ押圧し、案内孔を縮径させるようにしている。
【先行技術文献】
【特許文献】
【0006】
特許第7130283号公報
特開2006-167733号公報
特開2001-246472号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、特許文献1によると、再成形したコンタクトチップは、当該コンタクトチップの先端側における各突条部に対応する領域がガイド孔側に塑性変形する一方、コンタクトチップの先端側における各凹条面部に対応する領域が塑性変形せずに当該各凹条面部に留まった状態で形成されるので、コンタクトチップを先端側から見ると、当該コンタクトチップの先端側のガイド孔が各凹条面部に対応する領域に頂点が位置する三角形の断面形状をなすようになる。一方、溶接ワイヤの断面形状は円形をなすことから、ガイド孔の内面と溶接ワイヤの外面とが接触した際に線当たりとなり、再成形後においても接触面積が狭く、ガイド孔内面の摩耗が早くなることで給電不良が起こりやすく、結果的に溶接不良になりやすいと考えられる。
【0008】
また、特許文献2では、コンタクトチップ(電極チップ)を径方向両側から押圧するので、ガイド孔(電極ワイヤ貫通孔)の断面形状が扁平になりやすく、その結果、断面形状が扁平をなすガイド孔の内面と断面形状が円形をなす溶接ワイヤ(電極ワイヤ)の外面とが接触すると線当たりとなるので、特許文献1と同様に、溶接不良になりやすいと考えられる。
【0009】
この点、特許文献3は、コンタクトチップを三方向から径方向に押圧するのでガイド孔(案内孔)を円に近づけることができると考えられる。しかし特許文献3は、コンタクトチップを上型と下型とでガイド孔の中心線方向両側から押圧する構造であるため、溶接トーチからコンタクトチップを取り外して再成形具にセットすることが前提となっている。したがって、再成形時には設備を止めてコンタクトチップを着脱する作業が必要になり、生産効率が悪化する。
【0010】
本発明はかかる点に鑑みてなされたものであり、その目的とするところは、高品質なアーク溶接を可能にするコンタクトチップの再成形加工をインライン化して生産効率を向上させることにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
11日前
株式会社不二越
ドリル
4か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
26日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
8日前
株式会社ダイヘン
多層盛り溶接方法
4か月前
株式会社アンド
半田付け方法
3か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
日進工具株式会社
エンドミル
4か月前
キヤノン電子株式会社
加工システム
21日前
株式会社アンド
半田付け方法
3か月前
トヨタ自動車株式会社
接合方法
4か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社ツガミ
工作機械
今日
株式会社トヨコー
被膜除去方法
3か月前
大見工業株式会社
ドリル
1か月前
株式会社不二越
ブローチ盤
15日前
津田駒工業株式会社
センタリングバイス
15日前
株式会社ダイヘン
溶接装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
住友重機械工業株式会社
加工装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ