TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127652
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024470
出願日
2024-02-21
発明の名称
工作機械
出願人
株式会社ツガミ
代理人
個人
,
個人
主分類
B23Q
17/22 20060101AFI20250826BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具マガジンに取り付けられた工具ホルダの位相を容易に確認できる工作機械を提供する。
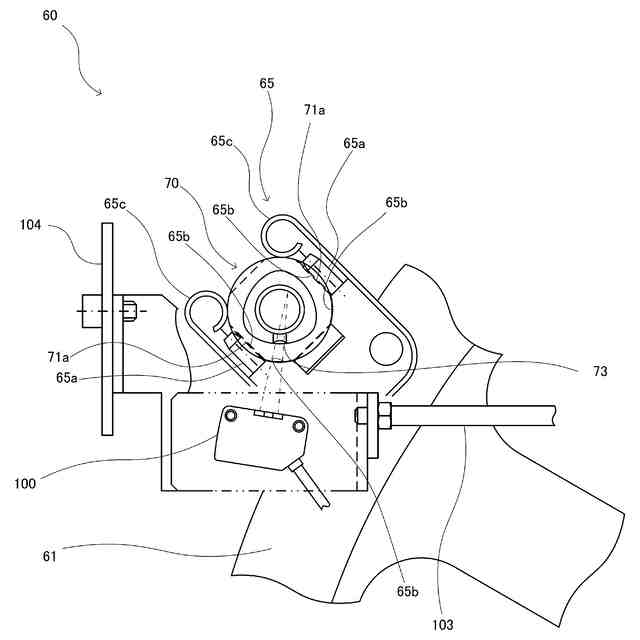
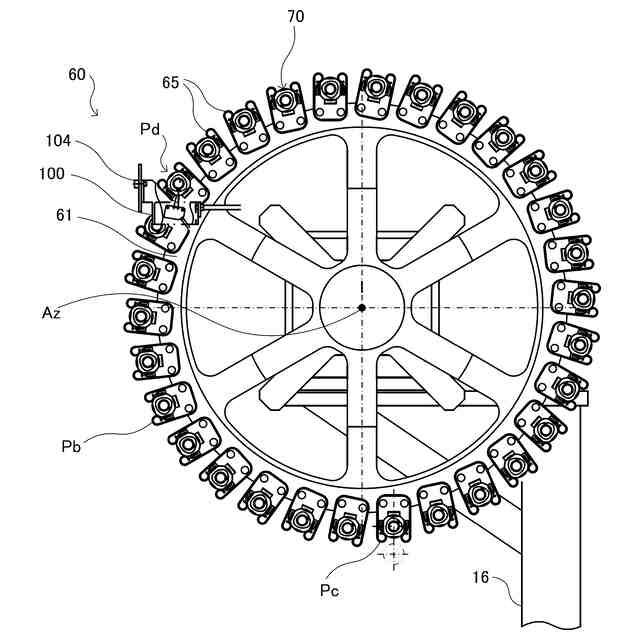
【解決手段】工作機械は、工具マガジン60と、センサ100と、制御部と、を備える。工具マガジン60は、複数の工具ホルダ70を収容する。センサ100は、工具マガジン60に収容された工具ホルダ70の位相を非接触で検出する。制御部は、センサ100で検出された位相に基づいて、工具ホルダ70が所定の位相で工具マガジン60に収容されているか否かを判定する。
【選択図】図10
特許請求の範囲
【請求項1】
複数の工具ホルダを収容する工具マガジンと、
前記工具マガジンに収容された前記工具ホルダの位相を非接触で検出するセンサと、
前記センサで検出された位相に基づいて、前記工具ホルダが所定の位相で工具マガジンに収容されているか否かを判定する制御部と、
を備える工作機械。
続きを表示(約 840 文字)
【請求項2】
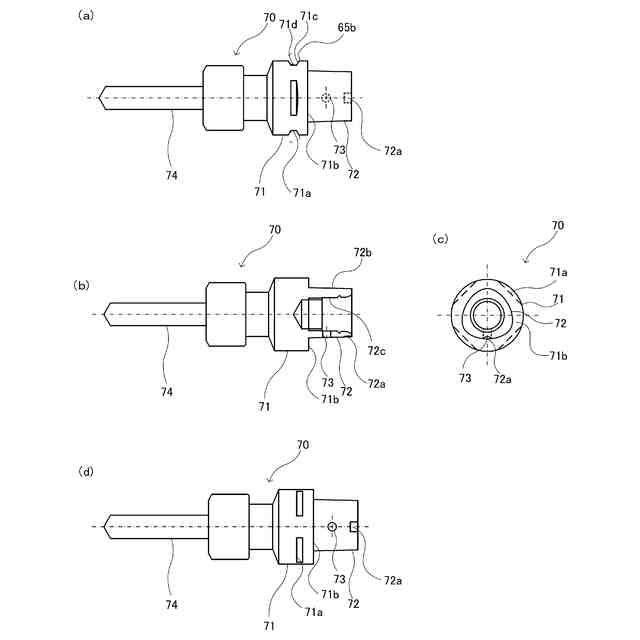
前記工具ホルダは、前記工具マガジンにより把持されるフランジ部と、工具主軸ユニットに取り付けられるシャンク部と、前記シャンク部に設けられた穴または凹部と、を有し、
前記制御部は、前記センサにより前記シャンク部に設けられた前記穴または前記凹部が検出された場合、前記工具ホルダが所定の位相で取り付けられていると判定する、
請求項1に記載の工作機械。
【請求項3】
前記制御部は、前記工具マガジンを制御し、前記工具マガジンのそれぞれのポジションに収容された工具ホルダを前記センサにより位相を検出する検出位置にそれぞれ移動し、前記センサに前記工具ホルダの位相をそれぞれ検出させ、前記センサで検出された位相に基づいて、前記工具ホルダが所定の位相で工具マガジンに収容されているか否かを判定する、
請求項1または2に記載の工作機械。
【請求項4】
前記工具マガジンおよび前記センサを収容するカバー本体と、前記カバー本体に形成された開口部と、前記開口部に取り付けられたドアと、前記ドアの開閉を検出するドアセンサと、を有するカバーを備え、
前記制御部は、前記ドアセンサにより前記ドアが閉じられことが検出されると、前記センサに前記工具ホルダの位相を検出させる、
請求項1または2に記載の工作機械。
【請求項5】
前記制御部は、前記工具ホルダが所定の位相で取り付けられていないと判定すると、所定の位相で取り付けられていない前記工具ホルダが取り付けられている前記工具マガジンのポジションを通知する、
請求項1または2に記載の工作機械。
【請求項6】
前記制御部は、前記工具マガジンの全てのポジションに取り付けられた前記工具ホルダが所定の位相で取り付けられたと判定した場合、工具主軸ユニットに前記工具ホルダを取り付ける制御を実行する、
請求項3に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
工具主軸ユニットに取り付けられた工具ホルダでワークを加工する工作機械が知られている。工作機械は、例えば、複数の工具を把持する工具マガジンと、工具を回転する主軸ユニットと、を備え、工具マガジンと主軸ユニットとの間で工具の挿入・離脱動作を行う。
【0003】
特許文献1に記載された工具ホルダは、主軸ユニットに取り付けられるアダプタ端部に「キャプトホルダ」と呼ばれる継手が設けられる。この継手は、やや三角形の形をした非円形断面を有する円錐中空軸から構成されている。
【先行技術文献】
【特許文献】
【0004】
特開2015-217511号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載のされた工具ホルダでは、継手がやや三角形の形をした非円形断面を有するため、工具マガジンに正しい位相で取り付ける必要がある。特許文献1に記載のされた工具ホルダを工具マガジンに正しくない位相で取り付けると、工具ホルダの交換時に、工具マガジンに取り付けられた工具ホルダと主軸ユニットとの位相が異なるため、干渉(衝突)事故が発生する虞がある。このため、作業者は、注意深く工具ホルダを工具マガジンに正しい位相で取り付ける必要がある。
【0006】
本発明は、上記実状を鑑みてなされたものであり、工具マガジンに取り付けられた工具ホルダの位相を容易に確認できる工作機械を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明の第1の観点に係る工作機械は、複数の工具ホルダを収容する工具マガジンと、前記工具マガジンに収容された前記工具ホルダの位相を非接触で検出するセンサと、前記センサで検出された位相に基づいて、前記工具ホルダが所定の位相で工具マガジンに収容されているか否かを判定する制御部と、を備える。
【発明の効果】
【0008】
本発明によれば、工具マガジンに取り付けられた工具ホルダの位相を容易に確認できる。
【図面の簡単な説明】
【0009】
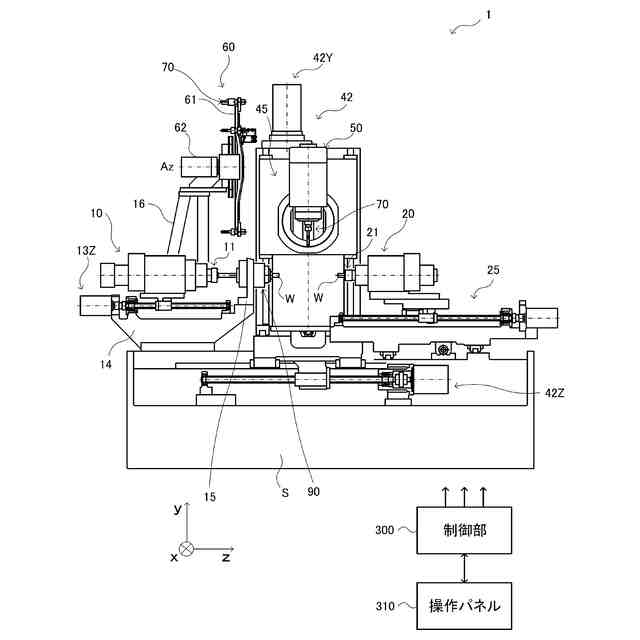
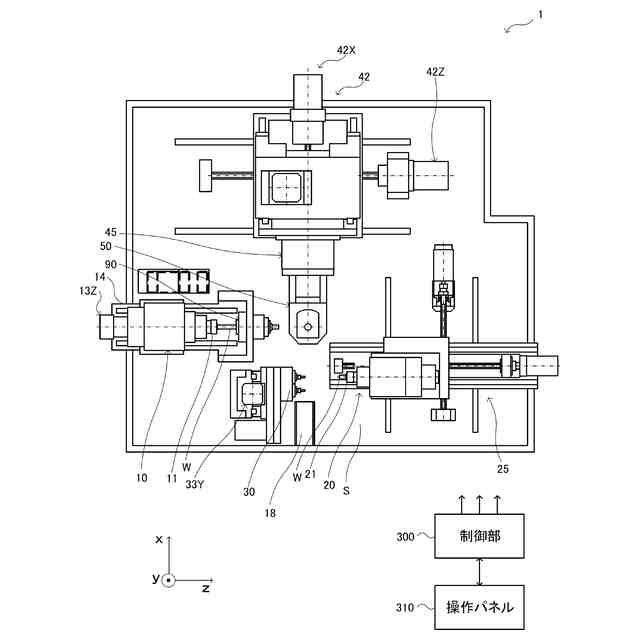
本発明の一実施形態に係る工作機械の正面図である。
本発明の一実施形態に係る工作機械の平面図である。
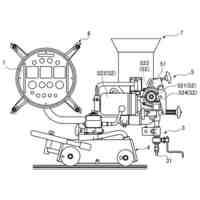
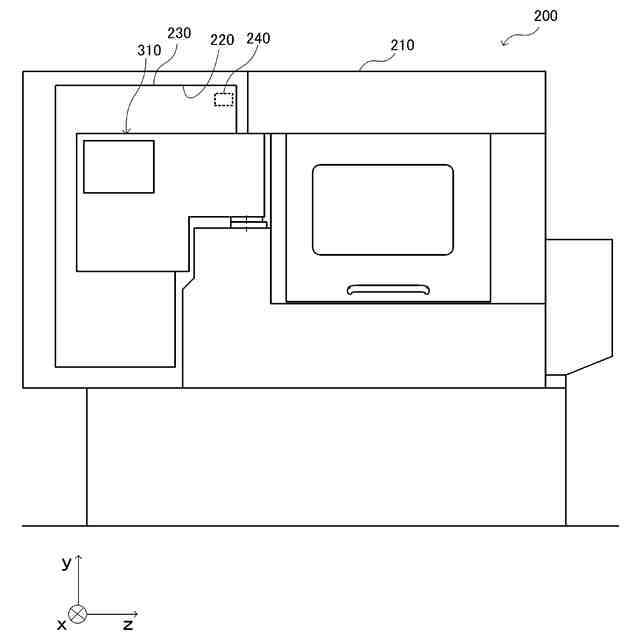
本発明の一実施形態に係る工作機械を収容するカバーの正面図である。
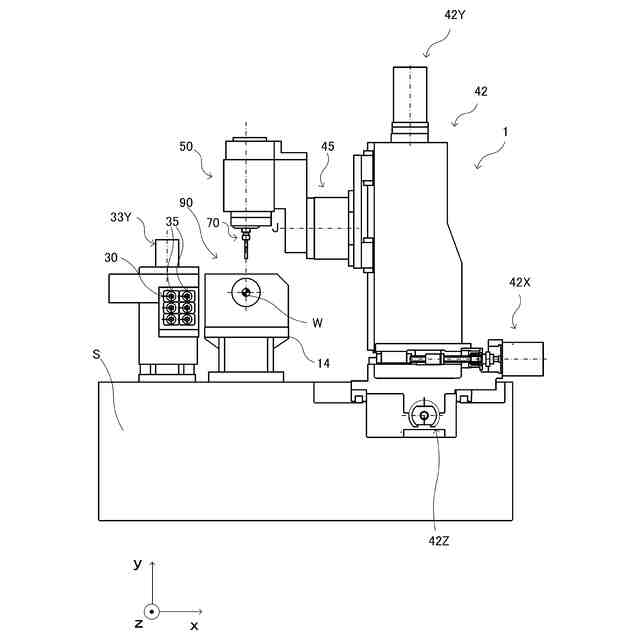
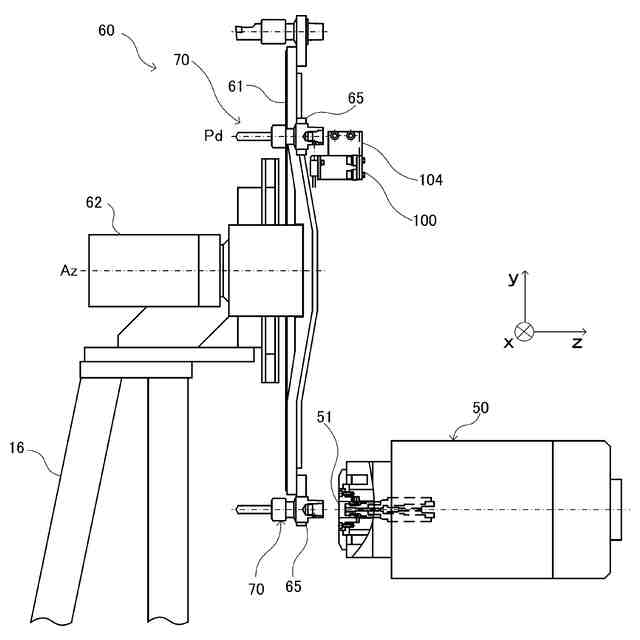
本発明の一実施形態に係る工作機械の側面図である。
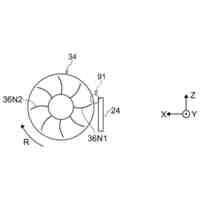
本発明の一実施形態に係る工具マガジンの正面図である。
本発明の一実施形態に係る工具マガジンの側面図である。
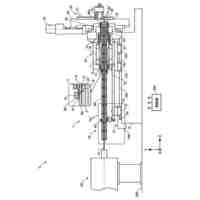
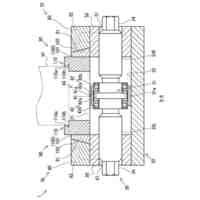
本発明の一実施形態に係る工具ホルダが工具主軸ユニットに取り付けられた側面図である。
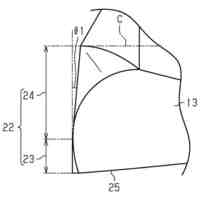
(a)は、本発明の一実施形態に係る工具ホルダおよびV溝の形状を示す平面図であり、(b)は工具ホルダの正面の断面図であり、(c)は、本発明の一実施形態に係る工具ホルダの右側面図であり、(d)は、本発明の一実施形態に係る工具ホルダの下面図である。
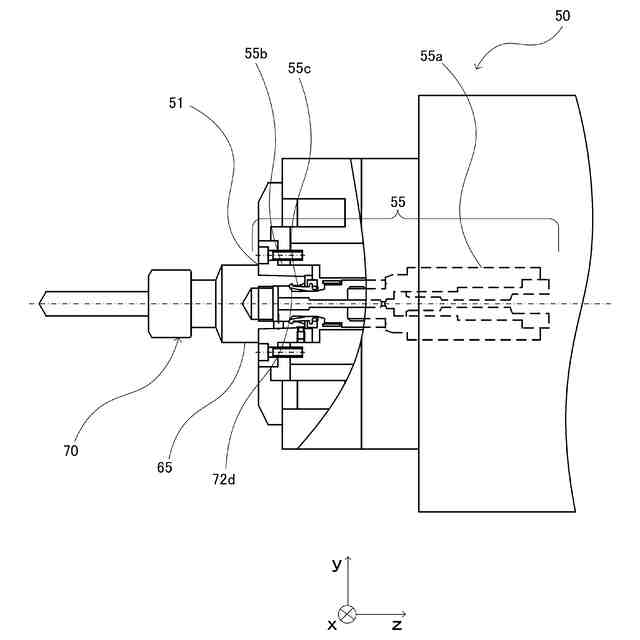
本発明の一実施形態に係る工具主軸ユニットの工具主軸の正面図である。
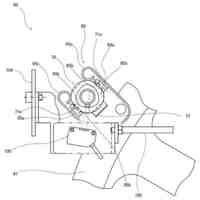
本発明の一実施形態に係る工具マガジンの位相検出位置の拡大図である。
(a)~(d)は、本発明の一実施形態に係る工具ホルダとセンサを示す図である。
本発明の一実施形態に係る位相確認処理のフローチャートである。
(a)および(b)は、変形例に係る工具ホルダとセンサを示す図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態に係る工作機械について、図面を参照して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ツガミ
工作機械
今日
株式会社ツガミ
クーラント装置及び工作機械
2か月前
株式会社ツガミ
振れ止め装置、工作機械及びワーク供給加工システム
19日前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
11日前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
26日前
個人
切削油供給装置
8日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
21日前
村田機械株式会社
レーザ加工機
3か月前
株式会社トヨコー
被膜除去方法
3か月前
大見工業株式会社
ドリル
1か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社ツガミ
工作機械
今日
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
有限会社 ナプラ
ソルダペースト
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
住友重機械工業株式会社
加工装置
2か月前
株式会社不二越
超硬合金製ドリル
4か月前
津田駒工業株式会社
センタリングバイス
15日前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社不二越
ブローチ盤
15日前
トヨタ自動車株式会社
溶接マスク
2か月前
大見工業株式会社
エンドミル
7日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ