TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126393
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022531
出願日
2024-02-19
発明の名称
ブレード部品の固定機構
出願人
富士電機株式会社
代理人
インフォート弁理士法人
主分類
B23Q
3/06 20060101AFI20250822BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ブレード部品の位置決め精度を良好にしつつ、位置決めの作業性を改善すること。
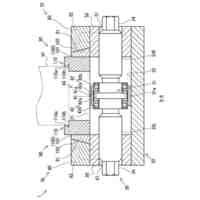
【解決手段】ブレード部品(10)は、所定の軸方向に沿って延出する形状を備えている。固定機構(1)は、ブレード部品における軸方向一端側を凹凸の嵌め合いにより軸方向に交差する方向にて位置決めする第1受け部(25)と、ブレード部品における軸方向他端側を凹凸の嵌め合いにより軸方向に交差する方向にて位置決めする第2受け部(58)と、第1受け部及び第2受け部を軸方向に沿って相対移動し、該相対移動を規制する軸把持機構(26)とを備えている。
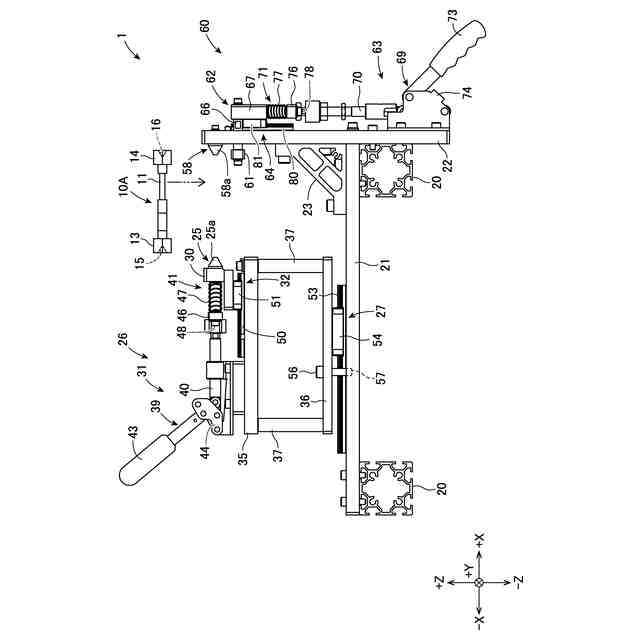
【選択図】図2
特許請求の範囲
【請求項1】
所定の軸方向に沿って延出する形状を備えたブレード部品の固定機構であって、
前記ブレード部品における前記軸方向一端側を凹凸の嵌め合いにより前記軸方向に交差する方向にて位置決めする第1受け部と、
前記ブレード部品における前記軸方向他端側を凹凸の嵌め合いにより前記軸方向に交差する方向にて位置決めする第2受け部と、
前記第1受け部及び前記第2受け部を前記軸方向に沿って相対移動し、該相対移動を規制する軸把持機構とを備えていることを特徴とするブレード部品の固定機構。
続きを表示(約 1,000 文字)
【請求項2】
前記ブレード部品における前記軸方向一端側には、第1凹部及び第1凸部の何れか一方が形成され、
前記第1受け部には、前記第1凹部及び前記第1凸部の何れか他方が形成され、
前記第1凹部及び前記第1凸部は、テーパ合わせ可能なテーパ面をそれぞれ備えていることを特徴とする請求項1に記載のブレード部品の固定機構。
【請求項3】
前記ブレード部品における前記軸方向他端側には、第2凹部及び第2凸部の何れか一方が形成され、
前記第2受け部には、前記第2凹部及び前記第2凸部の何れか他方が形成され、
前記第2凹部及び前記第2凸部は、テーパ合わせ可能なテーパ面をそれぞれ備えていることを特徴とする請求項2に記載のブレード部品の固定機構。
【請求項4】
前記軸把持機構は、ハンドル操作によって前記第1受け部を前記軸方向に沿って移動する第1移動機構を備えていることを特徴とする請求項3に記載のブレード部品の固定機構。
【請求項5】
前記第1移動機構は、前記第1凹部と前記第1凸部とが相互に押圧し、前記第2凹部と前記第2凸部とが相互に押圧する力を作用させる第1押圧機構を備えていることを特徴とする請求項4に記載のブレード部品の固定機構。
【請求項6】
前記第1受け部及び前記第1移動機構を前記軸方向に沿って移動し、該移動を規制する調整機構を更に備えていることを特徴とする請求項4に記載のブレード部品の固定機構。
【請求項7】
前記第2受け部は前記軸方向にて固定され、
前記第1受け部及び前記第2受け部により位置決めされる前記ブレード部品に当接し、該ブレード部品の前記軸方向を中心とした回転を規制する回転規制機構を更に備えている請求項1ないし請求項6のいずれか1項に記載のブレード部品の固定機構。
【請求項8】
前記回転規制機構は、前記ブレード部品に当接する当接部材と、ハンドル操作によって前記当接部材を前記ブレード部品に当接する位置に移動する第2移動機構を備えていることを特徴とする請求項7に記載のブレード部品の固定機構。
【請求項9】
前記第2移動機構は、前記当接部材を前記ブレード部品に押圧する力を作用させる第2押圧機構を備えていることを特徴とする請求項8に記載のブレード部品の固定機構。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ブレード部品を加工するにあたってブレード部品を位置決めするブレード部品の固定機構に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1は、被研磨物である蒸気タービン用静翼を把持固定する把持治具を備えた多関節ロボットと、ベルトグラインダー装置とを有する翼面研磨装置を開示している。また、特許文献2は、両端把持具によりタービンブレードの両端を把持した状態で加工する方法を開示している。特許文献2の両端把持具は、継手で開閉可能に繋いだ一対の蝶番状型枠からなり、かかる蝶番状型枠をタービンブレードの両端に取り付けて把持している。
【先行技術文献】
【特許文献】
【0003】
特開2002-326150号公報
特開2010-174876号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献2の両端把持具にあっては、開いた状態の一対の蝶番状型枠を閉じることによってタービンブレードの端部を挟んで把持している。このとき、型枠による把持力を強くすると、型枠の取り付けの際にタービンブレードの固定位置がずれ易くなり、タービンブレードの位置調整及び固定に時間がかかって作業性が損なわれる、という問題がある。
【0005】
本発明は、このような実情に鑑みてなされたものであり、ブレード部品の位置決め精度を良好にしつつ、位置決めの作業性を改善することができるブレード部品の固定機構を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明におけるブレード部品の固定機構は、所定の軸方向に沿って延出する形状を備えたブレード部品の固定機構であって、前記ブレード部品における前記軸方向一端側を凹凸の嵌め合いにより前記軸方向に交差する方向にて位置決めする第1受け部と、前記ブレード部品における前記軸方向他端側を凹凸の嵌め合いにより前記軸方向に交差する方向にて位置決めする第2受け部と、前記第1受け部及び前記第2受け部を前記軸方向に沿って相対移動し、該相対移動を規制する軸把持機構とを備えていることを特徴とする。
【発明の効果】
【0007】
本発明によれば、各受け部によりブレード部品の軸方向両端が凹凸の嵌め合いで軸方向に交差する方向にて位置決めでき、軸把持機構によりブレード部品を軸方向にて位置決めできる。これにより、軸方向及びその交差方向の交差する三軸方向にて良好な精度で位置決めでき、且つ、各受け部での凹凸の挿入操作と各受け部の移動操作でブレード部品を簡単に位置決めすることができる。よって、従来の型枠によりブレードの端部を挟む構成に比べ、調整等の作業を減らして作業時間の短縮化を図ることができ、位置決めの作業性を改善することができる。
【図面の簡単な説明】
【0008】
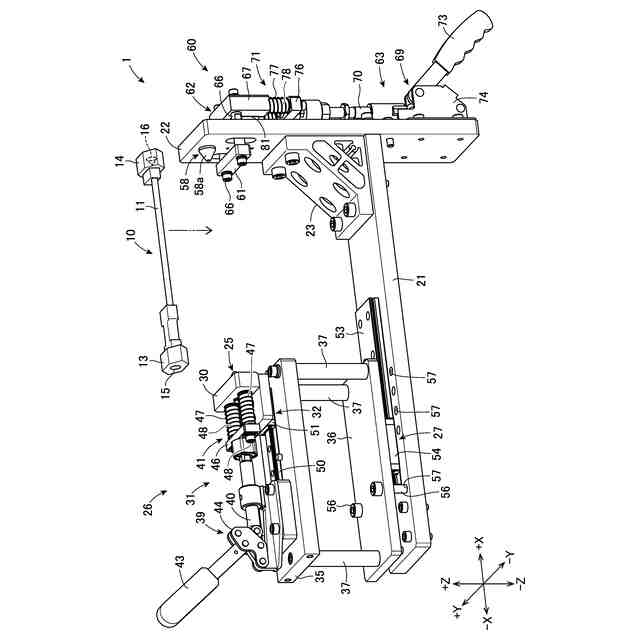
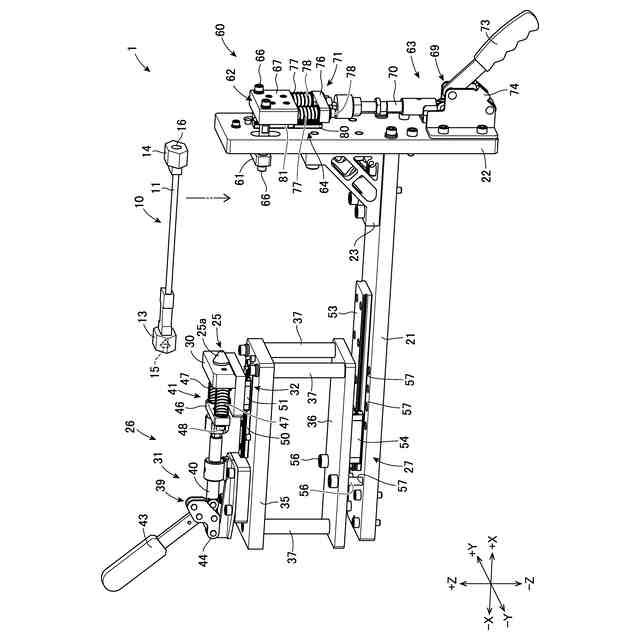
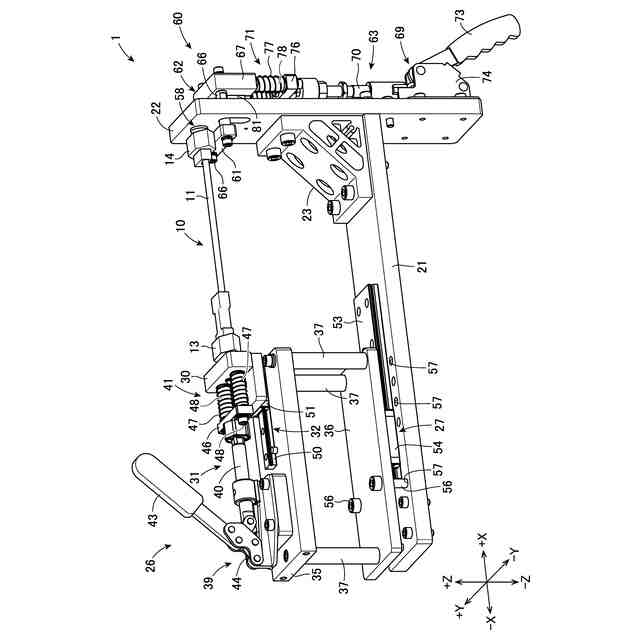
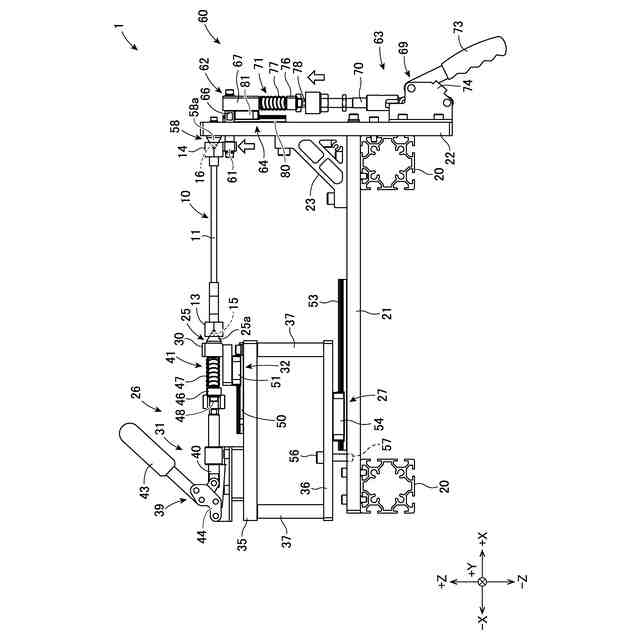
実施の形態に係る固定機構の概略斜視図である。
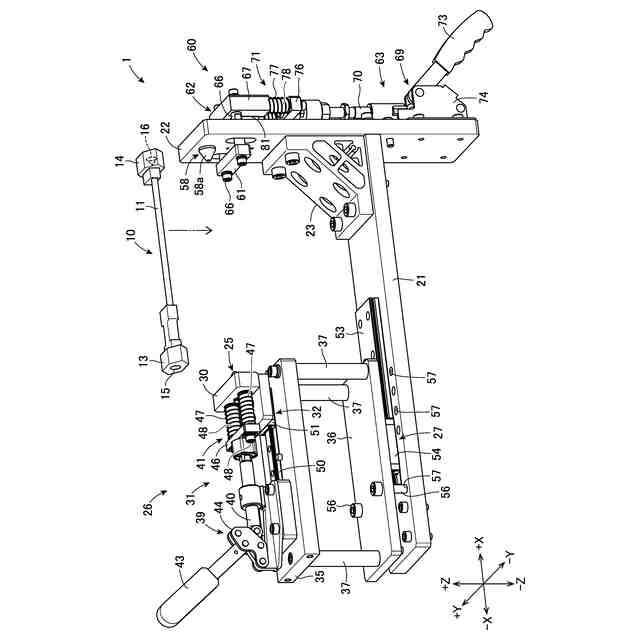
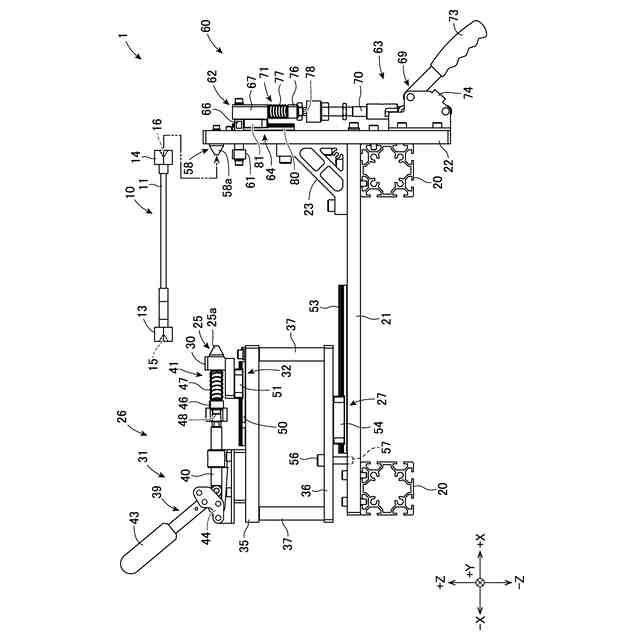
図1とは視点を変えた前記固定機構の概略斜視図である。
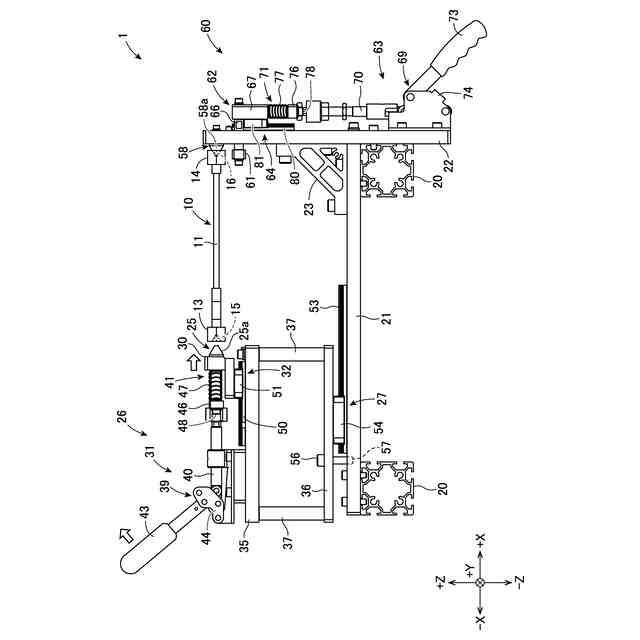
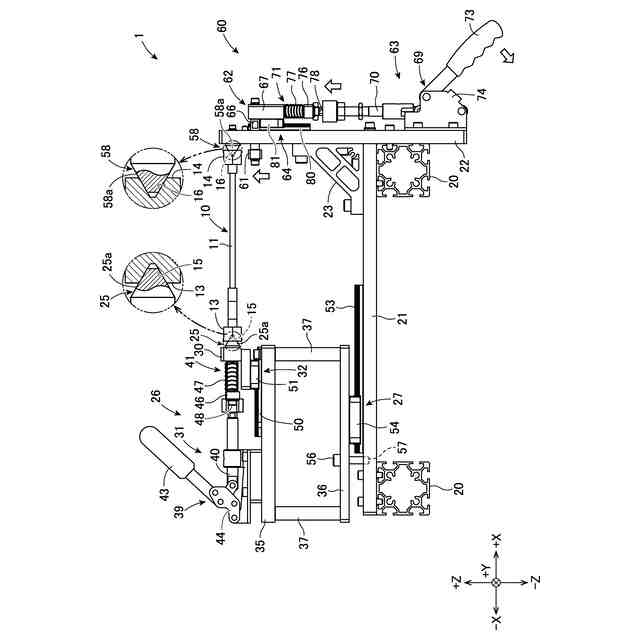
ブレード部品を固定した状態を示す図2と同様の斜視図である。
図1の正面図である。
ブレード部品を位置決めする中途段階の図4と同様の正面図である。
軸把持機構を介してブレード部品を位置決めした状態の図4と同様の正面図である。
回転規制機構でブレード部品の回転を規制した状態の図4と同様の正面図である。
調整機構で第1受け部の位置を調整した状態の図4と同様の正面図である。
【発明を実施するための形態】
【0009】
以下、本発明の一実施の形態に係るブレード部品の固定機構について、添付の図面を参照しながら詳細に説明する。なお、本発明は、下記の実施の形態に限定されるものではなく、その要旨を変更しない範囲内で適宜変形して実施することができるものである。以下の図においては、説明の便宜上、一部の構成を省略することがある。
【0010】
ここで、以下の説明においては、各図において矢印で示したX方向、Y方向、Z方向を基準に説明する。以下の実施の形態では、X方向、Y方向が水平方向と平行となり、Z方向が鉛直方向と平行になるが、これらの方向は実施の形態と同様の機能を発揮し得る限りにおいて変更してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
8日前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
4か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
23日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
個人
切削油供給装置
5日前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
日進工具株式会社
エンドミル
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
キヤノン電子株式会社
加工システム
18日前
大見工業株式会社
ドリル
1か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社トヨコー
被膜除去方法
3か月前
トヨタ自動車株式会社
接合方法
4か月前
株式会社不二越
ブローチ盤
12日前
有限会社 ナプラ
ソルダペースト
1か月前
津田駒工業株式会社
センタリングバイス
12日前
大肯精密株式会社
自動送り穿孔機
4か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社不二越
超硬合金製ドリル
4か月前
株式会社ダイヘン
溶接装置
4か月前
株式会社ダイヘン
溶接装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ