TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025128443
公報種別
公開特許公報(A)
公開日
2025-09-03
出願番号
2024025049
出願日
2024-02-22
発明の名称
成形機の制御装置、カジリ検知方法および成形機
出願人
UBEマシナリー株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
45/76 20060101AFI20250827BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】周囲の温度に影響されることがなく、スクリュの加熱筒に対するカジリを判定できる制御装置を提供すること。
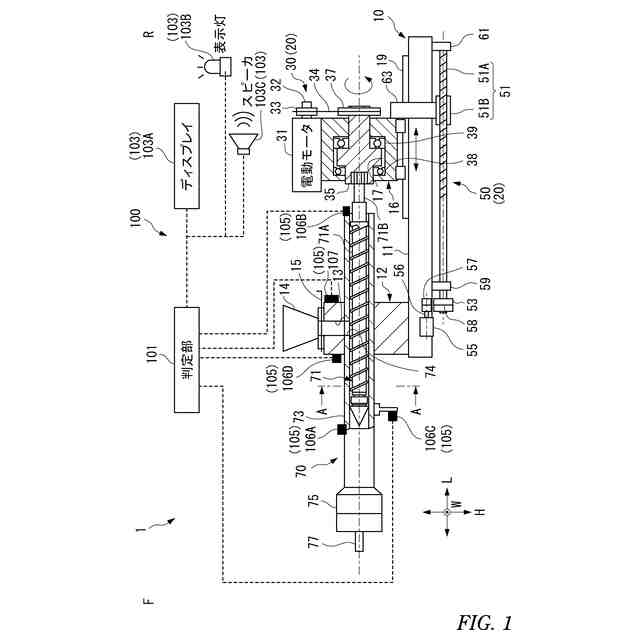
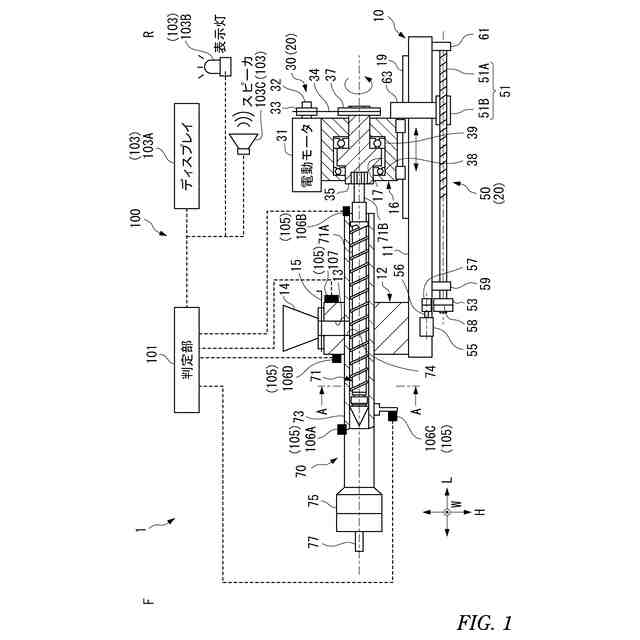
【解決手段】制御装置(100)は、加熱筒(73)と前記加熱筒(73)に内挿されるスクリュ(71)とを備える押出成形または射出成形を行う成形機における前記スクリュ(71)の前記加熱筒(73)に対するカジリを判定する。
制御装置(100)は、成形機のいずれかの部位に設けられる単数または複数の振動検知部(106)と、
振動検知部(106)により検知される振動情報に基づいてカジリを判定する判定部(101)と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
加熱筒と前記加熱筒に内挿されるスクリュとを備える押出成形または射出成形を行う成形機における前記スクリュの前記加熱筒に対するカジリを判定する制御装置であって、
前記成形機のいずれかの部位に設けられる単数または複数の振動検知部と、
前記振動検知部により検知される振動情報に基づいて前記カジリを判定する判定部と、を備える、
制御装置。
続きを表示(約 1,000 文字)
【請求項2】
前記判定部において、
前記振動情報から取得される検知振動周波数が、
前記カジリが発生していない正常状態に発生しないものとして予め定められる第1基準振動周波数を含むか、または、
前記カジリが発生する異常状態において前記正常状態に比べて振動レベルが増大するものとして予め定められる第2基準振動周波数を含むと、前記カジリが判定される、
請求項1に記載の制御装置。
【請求項3】
前記第1基準振動周波数および前記第2基準振動周波数は、所定の周波数以上の判定閾値として規定される、
請求項2に記載の制御装置。
【請求項4】
前記判定部において、
前記スクリュの回転周期の(2±1/4)倍の周期ごとに発生する振動により前記カジリが判定される、
請求項1に記載の制御装置。
【請求項5】
前記判定部において、
継続的に増大する振動により前記カジリが判定される、
請求項1に記載の制御装置。
【請求項6】
前記振動検知部は、
前記加熱筒の胴部、または、前記加熱筒の後端側において前記振動情報を検知する、
請求項1に記載の制御装置。
【請求項7】
前記振動検知部は、
前記加熱筒の胴部に固定される部材、または、前記加熱筒を固定支持する支持部材において前記振動情報を検知する、
請求項1に記載の制御装置。
【請求項8】
前記判定部は、
成形の対象とされる原料の投入口が閉状態であるときに、前記カジリの判定を行う、
請求項1に記載の制御装置。
【請求項9】
前記判定閾値の入力領域と、
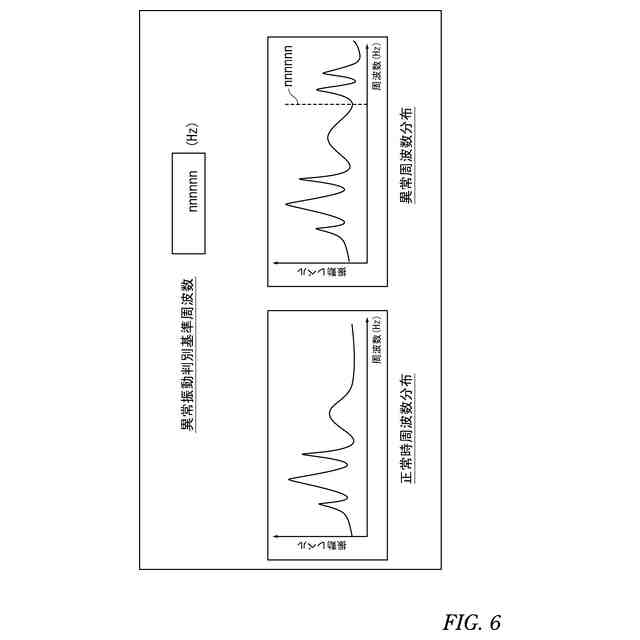
前記振動情報の周波数解析による周波数スペクトルの正常状態の波形と、
前記振動情報の周波数解析による周波数スペクトルの異常状態の波形と、を同一画面に表示可能な表示装置を備える、
請求項3に記載の制御装置。
【請求項10】
加熱筒と前記加熱筒に内挿されるスクリュを備える押出成形または射出成形を行う成形機における前記スクリュの前記加熱筒に対するカジリの判定方法であって、
前記成形機のいずれかの部位における振動情報を検知する第1ステップと、
前記振動情報に基づいて前記カジリを判定する第2ステップと、を備える、
カジリの判定方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
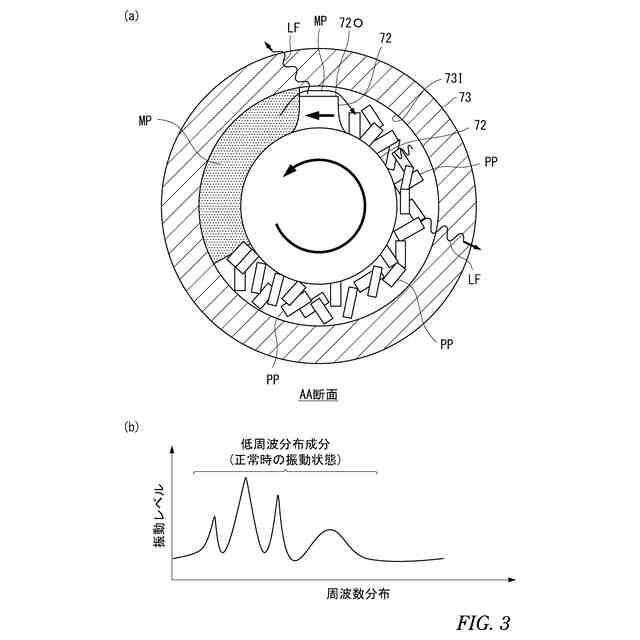
本発明は、樹脂材料からなる原料をスクリュにより混練溶融して押出成形または射出成形する成形機において、スクリュの加熱筒に対するカジリの判定に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
プラスチック成形機においてスクリュの加熱筒に対するカジリが発生するとスクリュが損傷したり、スクリュの回転が停止したりする事故に繋がることがある。この種の成形機に対して、事故を防止するためにスクリュのカジリを判定することが提案されている。例えば、特許文献1は加熱筒の少なくとも溶融部分内に放射温度計を設け、この放射温度計の出力から加熱筒内の溶融樹脂温度プロファイルおよびスクリュ表面温度プロファイルを求める。特許文献1は、この二つの温度プロファイルの間の波形および温度の異常変化の一方または双方からスクリュの加熱筒に対するカジリを予測、判定することを提案する。
【先行技術文献】
【特許文献】
【0003】
特開平09-52276号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そもそも加熱筒の表面温度は、雰囲気中への放熱度合い(放熱冷却度合い)で昇降し、雰囲気温度により変動するものである。したがって、例えば昼と夜とで加熱筒の表面温度が変動したり、あるいは工場内の気流の変化により冷房風、暖房風の当たり具合によって加熱筒の表面温度が変動したりする。したがって、特許文献1のように温度変化によりカジリを判定する手法では、加熱筒を含む成形機の周囲の温度が変化すると、カジリを誤って検知してしまうおそれがある。
【0005】
以上より、本発明は、周囲の温度に影響されることがなく、スクリュの加熱筒に対するカジリを判定できる制御装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、
加熱筒と加熱筒に内挿されるスクリュとを備える押出成形または射出成形を行う成形機におけるスクリュの加熱筒に対するカジリを判定する制御装置であって、
成形機のいずれかの部位に設けられる単数または複数の振動検知部と、
振動センサにより検知される振動情報に基づいてカジリを判定する判定部と、を備える。
【0007】
判定部において、好ましくは、
振動情報から取得される検知振動周波数が、
カジリが発生していない正常状態に発生しないものとして予め定められる第1基準振動周波数を含むか、または、
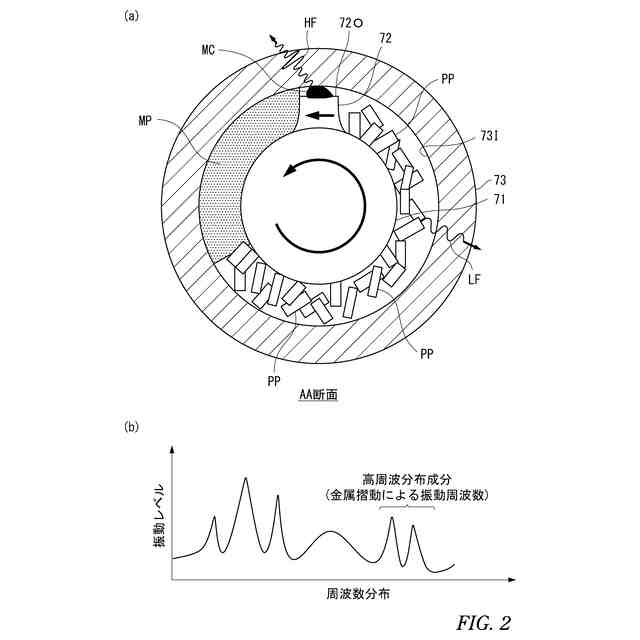
検知振動レベルが、カジリが発生する異常状態において正常状態に比べて振動レベルが増大するものとして予め定められる第2基準振動周波数を含むと、カジリが判定される。
【0008】
第1基準振動周波数および第2基準振動周波数は、好ましくは、所定の周波数以上の判定閾値として規定される。
【0009】
判定部において、好ましくは、
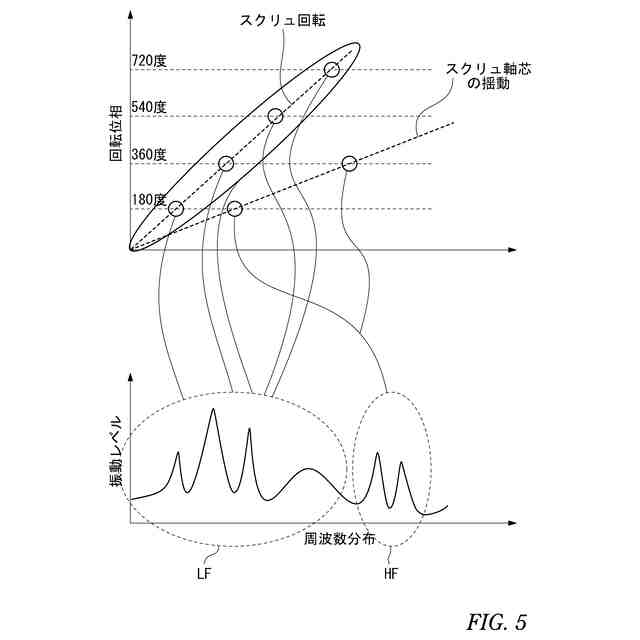
スクリュの回転周期の(2±1/4)倍の周期ごとに発生する振動によりカジリが判定される。
【0010】
判定部において、好ましくは、
継続的に増大する振動によりカジリが判定される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
東レ株式会社
プリプレグテープ
11か月前
株式会社日本製鋼所
押出機
11か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
7か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
日機装株式会社
加圧システム
4か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社FTS
成形装置
8か月前
株式会社漆原
シートの成形方法
3か月前
株式会社シロハチ
真空チャンバ
10か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
NOK株式会社
樹脂ゴム複合体
3日前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
10日前
株式会社リコー
画像形成システム
9か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社不二越
射出成形機
5か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
5か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社FTS
セパレータ
7か月前
株式会社コスメック
射出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社不二越
射出成形機
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ