TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025134853
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2025102722,2022575414
出願日
2025-06-18,2021-12-09
発明の名称
ホットスタンピング部品及びその製造方法
出願人
ヒュンダイ スチール カンパニー
代理人
個人
,
個人
,
個人
主分類
B21D
22/20 20060101AFI20250909BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】昇温速度を区間別に制御することにより、強度特性、混入水素量による水素脆性、及びメッキ層構造による溶接性のようなホットスタンピング素材の部品性能を改善する。
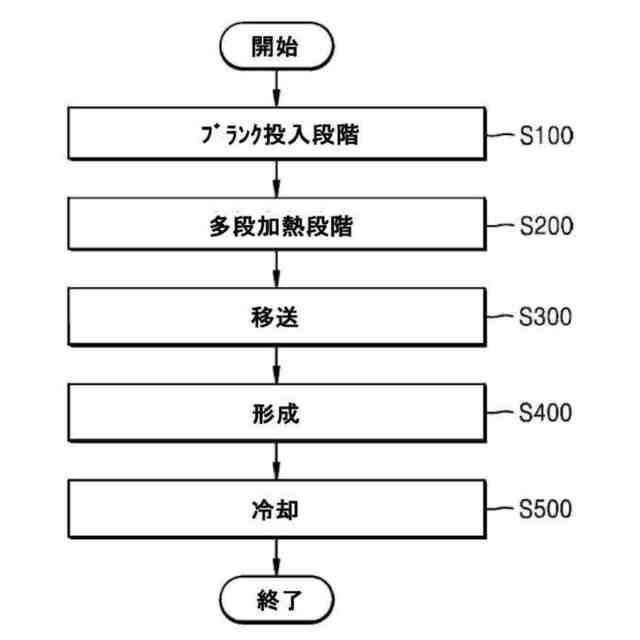
【解決手段】互いに異なる昇温速度範囲を有する複数の区間を具備した加熱炉内に、母材の少なくとも一面に、メッキ層が形成されたブランクを投入する段階と、複数の区間を通過し、ブランクを段階的に加熱する多段加熱段階と、を含み、複数の区間は、第1平均昇温速度変化率を有する第1加熱区間と、第1加熱区間以後、第1平均昇温速度変化率と異なる第2平均昇温速度変化率を有する第2加熱区間と、第2加熱区間以後、第1平均昇温速度変化率及び第2平均昇温速度変化率と異なる第3平均昇温速度変化率を有する第3加熱区間を含み、第3平均昇温速度変化率は、正の値から負の値に変化する区間を含むホットスタンピング部品の製造方法。
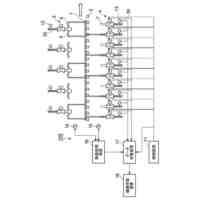
【選択図】図4
特許請求の範囲
【請求項1】
互いに異なる昇温速度範囲を有する複数の区間を具備した加熱炉内に、母材の少なくとも一面に、メッキ層が形成されたブランクを投入する段階と、
前記複数の区間を通過し、前記ブランクを段階的に加熱する多段加熱段階と、を含み、
前記複数の区間は、
第1平均昇温速度変化率を有する第1加熱区間と、
前記第1加熱区間以後、前記第1平均昇温速度変化率と異なる第2平均昇温速度変化率を有する第2加熱区間と、
前記第2加熱区間以後、前記第1平均昇温速度変化率及び前記第2平均昇温速度変化率と異なる第3平均昇温速度変化率を有する第3加熱区間と、を含み、
前記第3平均昇温速度変化率は、正の値から負の値に変化する区間を含み、
前記第3加熱区間は、第3-1平均昇温速度変化率を有する第3-1加熱区間、及び第3-2平均昇温速度変化率を有する第3-2加熱区間を含み、
前記第3-1平均昇温速度変化率は、正の値を有し、前記第3-2平均昇温速度変化率は、負の値を有し、
前記第3-1加熱区間と前記第3-2加熱区間との間に位置する第3境界値は、110秒以上180秒以下にあり、
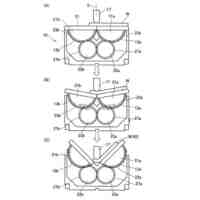
前記ブランクは、互いに異なる大きさを有する第1ブランク及び第2ブランクを含み、
前記ブランクを投入する段階は、前記第1ブランク及び前記第2ブランクを前記加熱炉内に同時に投入する段階である、ホットスタンピング部品の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記第1加熱区間と前記第2加熱区間との間で、前記第1平均昇温速度変化率から前記第2平均昇温速度変化率への変化は、不連続である、請求項1に記載のホットスタンピング部品の製造方法。
【請求項3】
前記第3加熱区間は、第3-1平均昇温速度変化率を有する第3-1加熱区間、及び第3-2平均昇温速度変化率を有する第3-2加熱区間を含むが、
前記第3-1平均昇温速度変化率は、正の値を有し、前記第3-2平均昇温速度変化率は、負の値を有し、
前記第3-1平均昇温速度変化率の絶対値は、前記第3-2平均昇温速度変化率の絶対値より小さい、請求項1に記載のホットスタンピング部品の製造方法。
【請求項4】
前記第1平均昇温速度変化率及び前記第2平均昇温速度変化率は、それぞれ負の値を有し、
前記第1平均昇温速度変化率の絶対値は、前記第2平均昇温速度変化率の絶対値より大きい、請求項1に記載のホットスタンピング部品の製造方法。
【請求項5】
前記複数の区間は、第3加熱区間以後、
前記第1平均昇温速度変化率、前記第2平均昇温速度変化率及び前記第3平均昇温速度変化率と異なる第4平均昇温速度変化率を有する第4加熱区間をさらに含み、
前記第4平均昇温速度変化率の絶対値は、前記第1平均昇温速度変化率、前記第2平均昇温速度変化率及び前記第3平均昇温速度変化率それぞれの絶対値より小さい、請求項1に記載のホットスタンピング部品の製造方法。
【請求項6】
前記第3-1平均昇温速度変化率は、0以上0.25℃/s
2
以下の値を有し、前記第3-2平均昇温速度変化率は、-0.3℃/s
2
以上0以下の値を有する、請求項3に記載のホットスタンピング部品の製造方法。
【請求項7】
前記第1平均昇温速度変化率は、-0.5℃/s
2
以上0以下の値を有し、前記第2平均昇温速度変化率は、-0.25℃/s
2
以上0以下の値を有する、請求項4または6に記載のホットスタンピング部品の製造方法。
【請求項8】
前記第2加熱区間において、前記メッキ層が合金化され、
前記第3加熱区間において、前記母材が相変態する、請求項1に記載のホットスタンピング部品の製造方法。
【請求項9】
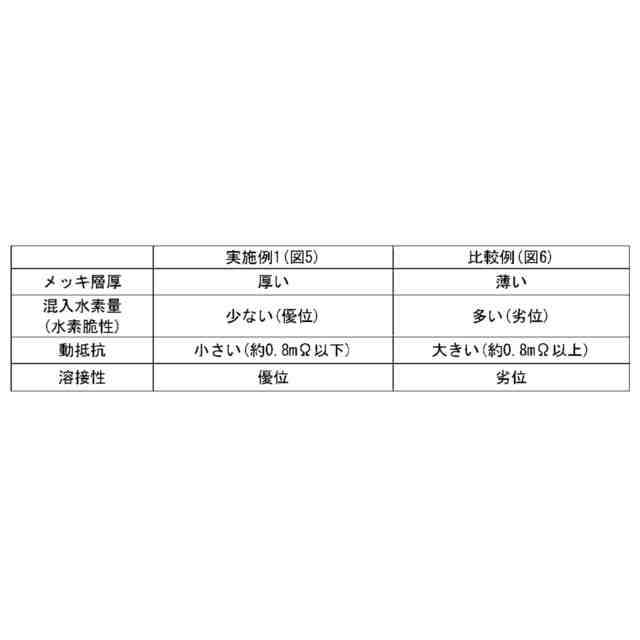
前記ホットスタンピング部品の混入水素量が0以上0.21ppm未満であり、動抵抗値は、0mΩより大きく0.8mΩ以下である、請求項1ないし8のうちいずれか1項に記載のホットスタンピング部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ホットスタンピング部品及びその製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
自動車産業において、環境規制と安全基準の強化により、高強度を有しながらも、軽量化された車素材を求める必要性が増大している。そのような高強度及び軽量性の車両素材を製造する工法として、ホットスタンピング技術が注目されており、ホットスタンピング素材に係わる研究開発が活発になされている。
【0003】
ホットスタンピング工程は、一般的に、加熱/成形/冷却/トリミングによってなり、工程中、素材の相変態、及びメッキの合金化のような微細組織の変化を利用することができる。このとき、前記ホットスタンピング工程において、加熱中または熱処理中、水素混入量が増加し、メッキ層構造による溶接性が落ちるというように、部品性能低下が生じる問題点が生じうる。特に、前述の加熱または熱処理の温度により、ホットスタンピング素材の微細組織特性が異なることになり、それにより、水素脆性、溶接性能が異なりうる。
【0004】
従って、ホットスタンピング素材の部品性能につき、ホットスタンピング熱処理温度条件を利用した精密な制御が要求される。それと係わる技術として、大韓民国特許公開公報第10-2013-0136565号(発明の名称:ホットスタンプ部材用鋼板及びその製造方法)などがある。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明が解決しようとする課題は、ホットスタンピング加熱温度を制御することにより、強度特性、混入水素量による水素脆性、及びメッキ層構造による溶接性のようなホットスタンピング素材の部品性能が改善されたホットスタンピング部品及びその製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明の一実施形態によるホットスタンピング部品の製造方法は、互いに異なる昇温速度範囲を有する複数の区間を具備した加熱炉内に、母材の少なくとも一面に、メッキ層が形成されたブランクを投入する段階と、前記複数の区間を通過し、前記ブランクを段階的に加熱する多段加熱段階と、を含み、前記複数の区間は、第1平均昇温速度変化率を有する第1加熱区間と、前記第1加熱区間以後、前記第1平均昇温速度変化率と異なる第2平均昇温速度変化率を有する第2加熱区間と、前記第2加熱区間以後、前記第1平均昇温速度変化率及び前記第2平均昇温速度変化率と異なる第3平均昇温速度変化率を有する第3加熱区間と、を含み、前記第3平均昇温速度変化率は、正の値から負の値に変化する区間を含む。
【0007】
前記第1加熱区間と前記第2加熱区間との間で、前記第1平均昇温速度変化率から前記第2平均昇温速度変化率への変化は、不連続でもある。
【0008】
前記第3加熱区間は、第3-1平均昇温速度変化率を有する第3-1加熱区間、及び第3-2平均昇温速度変化率を有する第3-2加熱区間を含むものの、前記第3-1平均昇温速度変化率は、正の値を有し、前記第3-2平均昇温速度変化率は、負の値を有し、前記第3-1平均昇温速度変化率の絶対値は、前記第3-2平均昇温速度変化率の絶対値よりも小さい。
【0009】
前記第1平均昇温速度変化率及び前記第2平均昇温速度変化率は、それぞれ負の値を有し、前記第1平均昇温速度変化率の絶対値は、前記第2平均昇温速度変化率の絶対値よりも大きくなる。
【0010】
前記複数の区間は、第3加熱区間以後、前記第1平均昇温速度変化率、前記第2平均昇温速度変化率及び前記第3平均昇温速度変化率と異なる第4平均昇温速度変化率を有する第4加熱区間をさらに含み、前記第4平均昇温速度変化率の絶対値は、前記第1平均昇温速度変化率、前記第2平均昇温速度変化率及び前記第3平均昇温速度変化率それぞれの絶対値よりも小さい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス装置
4か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
12日前
株式会社西田製作所
パンチャーヘッド
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社TMEIC
監視装置
5か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社三明製作所
転造装置
1か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社吉野機械製作所
プレス機械
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社不二越
転造加工用平ダイス
6か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社エナテック
製品分離システム
6か月前
東京精密発條株式会社
金属板の曲げ加工装置
22日前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
株式会社TMEIC
誘導加熱装置
3か月前
株式会社TMEIC
制御システム
3か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ